
超高强钢热冲压工艺信息化管理系统搭建研究
2020-09-29 02:17:04贾广斌孙福臻张泉达刘持振
精密成形工程 2020年5期
贾广斌,孙福臻,张泉达,刘持振
(1.机械科学研究总院集团有限公司 先进成形技术与装备国家重点实验室,北京 100044;2.烟台凌云汽车工业科技有限公司,山东 烟台 264006)
轻量化已成为世界公认的汽车发展潮流和趋势,减轻车身自重可有效降低油耗,减少碳排放,提升整车的动力性和经济性[1]。超高强度钢越来越多地被用于制造车体的安全零部件,如A 柱、B 柱、防撞梁等[2],因其既可以实现汽车轻量化,同时又能保证安全性,可以赋予零部件高性价比。
超高强钢热冲压工艺涉及加热炉、压机、模具等多台套设备,工艺参数多且参数调整范围大,造成热冲压工艺设计难度大。文中研究搭建适用于批量生产的工艺数据库,并采用智能算法根据零件尺寸、形状特征对工艺数据进行智能分析,缩短新产品的工艺开发周期,掌握热冲压零件工艺设计技术。
1 数据库系统方案设计
超高强钢热冲压工艺数据包括材料性能信息、零件结构信息、设备参数信息、工艺参数信息、零件质量与能耗信息等。文中依据数据分类及其在热冲压工艺上的典型应用建立了两类数据库,共6 个子库:①技术参数类数据库,包括零件信息库、设计工艺库、工艺方案库、生产工艺库、设备信息库共5 项子库;② 信息应用类数据库,包括标准类库1 项子库,以及智能分析模块。技术参数类数据库主要负责对各类参数信息进行分类汇总,并在用户界面上链接显示相关信息项,以便对比查看;信息应用类据库是对技术参数信息之外的其他相关文档信息进行汇总,并在智能分析模块中对技术参数类数据库中的主要参数信息进行检索和图形化展示,便于用户对比分析。两类数据库信息模块之间通过关联的属性字段相互链接,形成超高强钢热冲压工艺方案数据库体系。6 个子库的详细描述如下所示。
1)零件信息库中记录和零件相关的全部信息,包括3 个子表:基本信息、产品要求和材料属性。基本信息表用来记录零件的基本信息,包括零件类型、零件名称、外形尺寸、主机厂[4]、项目代号、零件代号、质量、料厚、总产量,其中前6 项组合作为外键链接到其他数据表,作为检索的主键值。
产品客户对热冲压零件的技术要求在“产品要求”表中体现,具体来说它由4 个子表构成,即材料牌号、力学性能、表面质量和金相组织。材料牌号[5]子表包括3 个部分:化学成分、力学性能和表面质量。化学成分要求包括10 种元素的成分百分比:C,Si,Mn,P,S,Alt,B,Cr,Ti,N。材料的力学性能[6]要求包括5 项属性:屈服强度、抗拉强度、断后伸长率、硬度、弯曲角。表面质量[7]要求包括5 项属性:涂层代码、单面涂层平均质量、单面涂层厚度、涂层密度、表面粗糙度。
主机厂对零件产品和材料的力学性能要求包括的属性项是一样的,只是具体的数值或者范围不同。产品的表面质量要求包括4 项属性的标准数值和检测数值:涂层厚度、脱碳层厚度、粗糙度[8]、磷化标准。另外产品要求表中还提供了金相组织的图片和描述2 项属性。
零件的材料属性表包括4 个部分:基本信息、化学成分、力学性能和表面质量,其中后边3 个部分和产品要求表中“材料牌号”所包含的3 个部分是一致的,所以在用户访问的网页页面上“材料牌号”是一个链接,用户点击这个链接以后,网页就会弹出对应当前这条记录的“材料属性”详情信息。材料的基本信息包括8 项属性数据:材料类型、供应商、牌号、材质、料厚、幅宽、制造工艺和成材率。
2)设计工艺库按照零件的板材类型不同划分为6 个子表:普通板类、补丁板类、拼焊板类、不等厚板类、软硬分区类和其他类。所有子表共享由5 个部分组成的统一数据结构:基本信息、工艺分析、冷却分析、落料排样和边线预开发。基本信息包含4 项属性字段:零件名称、主机厂、项目代号和零件代号,它们和基本信息表中的信息是对应一致的。
工艺分析包含3 类数据:工艺方法、CAE 参数设置和DL 图信息。“工艺方法”包括5 项属性数据:冲压方向、上模压料部位、下模压料部位、料片定位方式[9]和顶料杆位置,每项都包括“图片”和“文字描述”属性字段。“CAE 参数设置”包括6 项属性数据:成形力、压料力、保压时间[10]、加热时间、模具温度和加热温度。
“DL 图信息,冷却分析,落料排样,边线预开发”都由“图片”和“文字描述”属性字段构成。
3)生产工艺库包括3 类主系统的参数:压机、加热炉和自动化,它们共有的参数有5 项:零件代号、产品名称、产线ID、产线名称和备注。压机特有的参数共10 项:滑块上限位高度、滑块下行转慢高度、滑块下限位高度、压机下行最大速度、压机回程最大速度[11]、保压时间、压机下行时间、压机回程时间、成形压力和模具氮气缸数值。加热炉特有的参数共12 项:料片炉内传输速度、料片加热循环时间、料片最长加热时间、加热炉出料节拍、料片出炉转移时间[12]、露点、压缩空气、料片加热设定温度、保护气氛、温区数量、温区设置和极限产能。自动化特有的参数共14 项:压缩空气、转移时间、机械手上料节拍、机械手下料节拍、整线节拍、送料高度、料片定中温度[13]、成形前温度、成形后温度、模具温度、上模单条管路冷却水流量、下模单条管路冷却水流量、上模冷却水出口温度和下模冷却水出口温度。
4)工艺方案库包括和工艺相关的2 类数据表:工艺报价和工装费用。“工艺报价”表包括热冲压工序及相关项共6 类数据:基本信息、落料工序[14]、热成形工序、激光切割工序、抛丸工序和质量检验,其中“基本信息”和“零件信息库”对应一致,其余5 类数据都包括“工装费用”项。“工装费用”除了“基本信息”公共字段外,还包括4 项属性字段:费用、数量、合计与备注。“热成形工序”的“工装费用”分为3 类:热成形模具、端拾器和托盘。
除了“质量检验”之外的所有工序都包括“设备名称,生产节拍”2 项属性,只有“落料工序”和“热成形工序”包括“总产量”项,“落料工序”还包括“材料利用率”项。
5)设备信息库包含了和生产线及设备配置相关的8 个子表,即生产线配置、压机配置、加热炉配置、拆垛机器人配置、上料机械手配置、下料机械手配置、热敏相机配置和打标设备配置。“生产线配置”包括4 个公共属性字段:产线名称、产线ID、产线类型、总能耗;此外,还包括指向所有设备的链接字段,即设备ID,用以展示各个设备的详细配置参数。
所有设备配置子表都包括5 个公共属性字段:产线ID、设备ID、供应商、型号和备注。“压机配置”包括7 个特殊属性:吨位、工作台尺寸、最大下行速度、最大回程速度、快转慢高度、占地面积和平均能耗。“加热炉配置”也包括7 个特殊属性:加热温区数量[15]、有效加热宽度、炉辊间距、炉长、装机功率、占地面积和平均能耗。“拆垛机器人配置”包括2 个特殊属性:轴数和滑轨距离。
6)按照产品开发过程中涉及到的相关标准,在标准类库中设立5 个子表,即设备开发标准、产品开发标准、非标件标准、产品检测标准和材料标准。所有子表都包括7 项属性字段:文件名称、扩展名、文件大小、文件版本、更新时间、读写动作和备注。用户通过访问这些标准文件,将设计流程信息共享,提高了设计效率。
2 数据库系统搭建
基于上述热冲压工艺数据信息,文中以关系型数据库Microsoft SQL Server 为平台,通过开发工具Visual Studio C#,采用ASP.Net Core 技术进行数据库系统搭建、网页界面开发,实现用户登录,数据录入并储存、数据关联和检索、数据及用户管理等功能,建立热冲压工艺方案数据库。
2.1 数据库模型
1)数据库概念结构模型设计。数据库的概念结构模型设计是指对系统需求进行功能分析,归纳总结,采用一些属性字段及其实体来反映相互间的关系,形成逻辑概念模型的过程。系统实体-关系(E-R)图是进行概念结构模型设计的常用描述工具[3]。本系统的E-R 图如图1 所示。
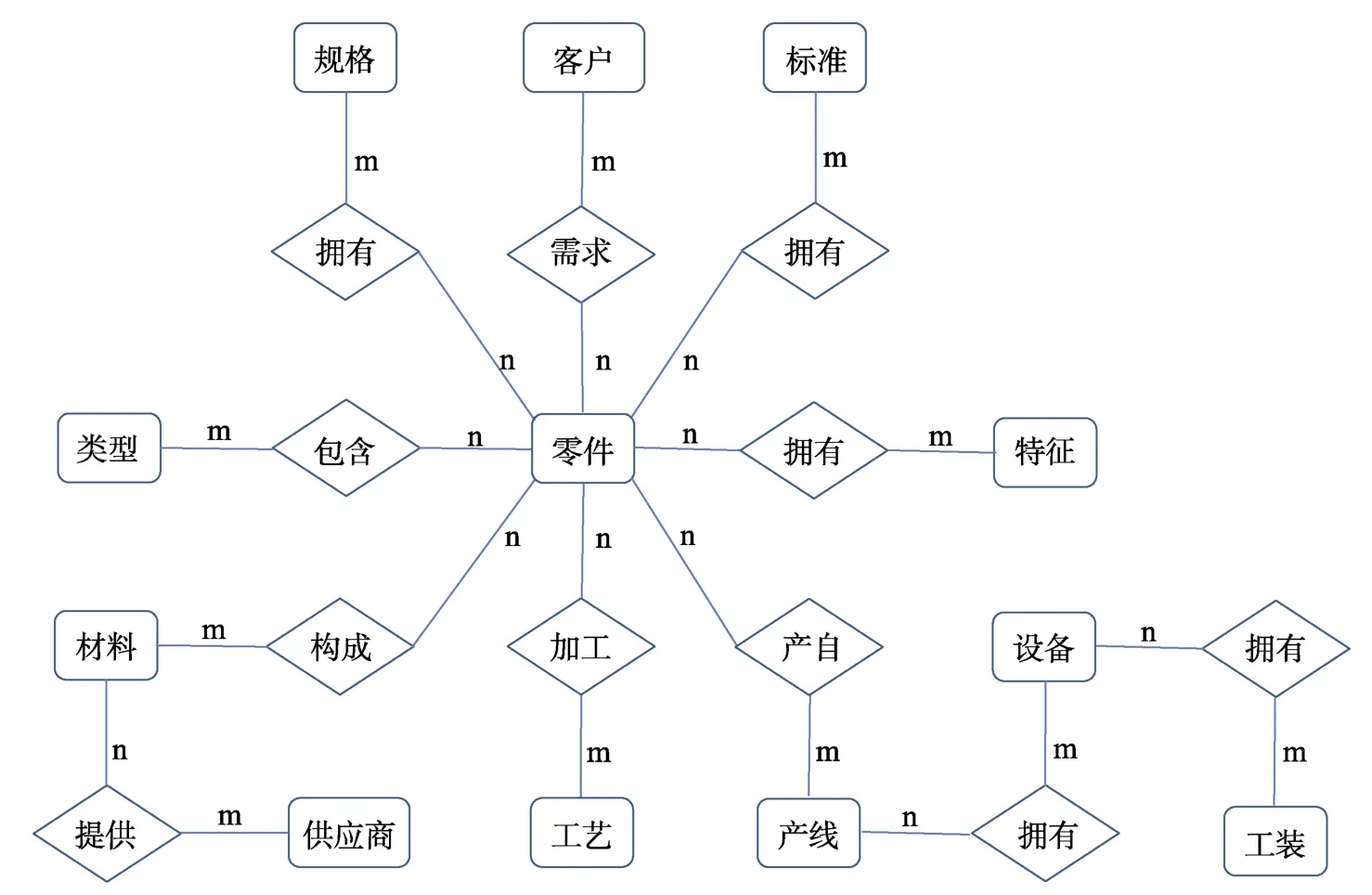
图1 系统E-R 图Fig.1 E-R chart of system
2)录入数据并储存,导出数据。用户登录系统之后,点击相应的菜单入口即可对数据进行“添加、删除、编辑”操作,之后“提交”操作即可将数据存入数据库。数据录入系统以后,通过“筛选、打印、导出”功能可以将页面上显示的数据打印出来,或者导出成pdf 和excel 格式电子档文件,方便使用。
热冲压工艺数据库原型系统包含材料信息、产品规格信息、零件特征信息、设备属性和工艺参数信息等12 类报表,每个报表中包含名称、数字、图片、链接、表格等多种类型的属性数据。数据库系统后台设计时分别采用相应类型的变量管理这些数据的类型、类别以及长度,如图2 所示。比如零件质量、料厚、产量、幅宽、材料屈服强度、抗拉强度等整型或者浮点型数据,采用数值型变量存储;零件类型、零件名称、图片保存所在的路径等数据采用文本型变量存储,并采用nvarchar 类型来节省存储空间;标识材料是否可用等属性的数据采用布尔型变量存储;表示记录条目的创建时间和修改时间的数据采用日期型变量存储。
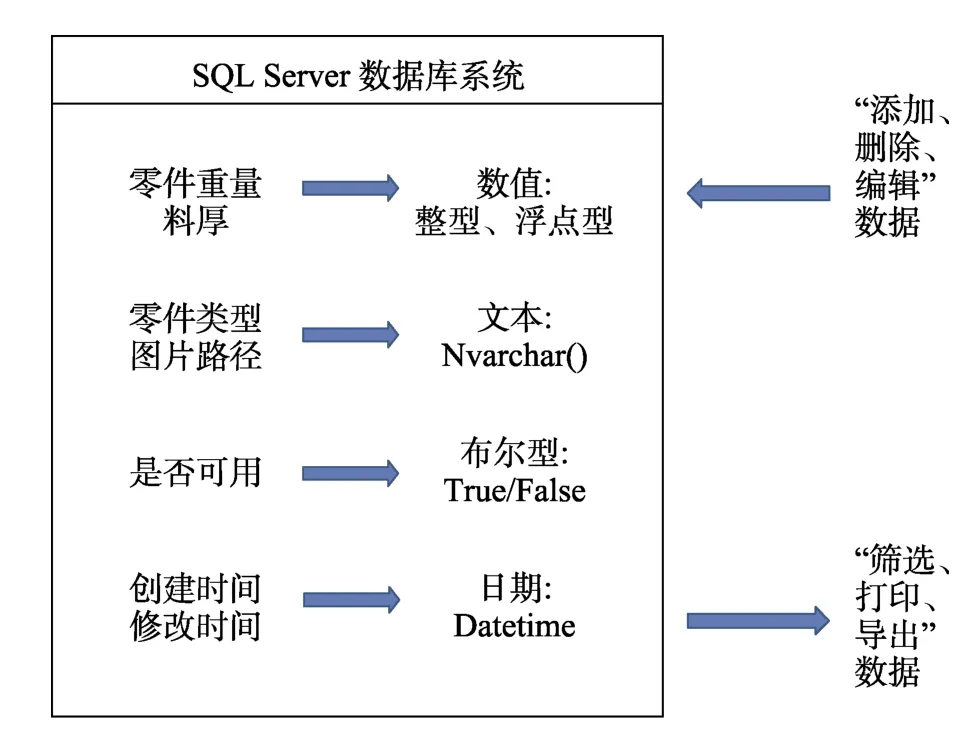
图2 数据类型和操作方式Fig.2 Data type and operation method
3)用户交互界面设计。数据库系统采用 Web浏览器作为用户与数据库之间交互的界面,用于数据记录的添加、删除、更新和查询操作,以及管理数据库系统。本系统包括“零件信息库”、“设计工艺库”、“生产工艺库”、“工艺方案库”、“设备信息库”和“标准类库”,每个库中包含“添加、删除、更新”3种功能。另外还有“智能分析”模块,其中包括“信息查询、信息对比、推荐方案”3 项功能,分别采用和“零件”信息相关的若干关键词对子库系统中的数据进行检索,给用户提供对应查询检索信息。如表1 所示。
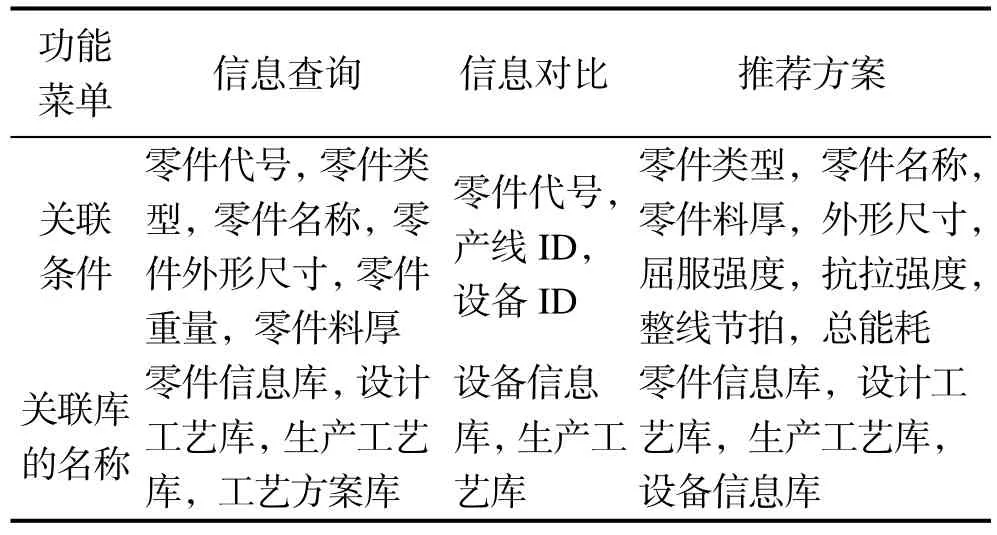
表1 智能分析模块功能Tab.1 Functions of intelligent analysis module
2.2 数据库运行
1)用户登录与系统界面。用户登录系统时需要输入用户名称和密码,如图3 所示,系统服务器会搜索数据库验证用户名和密码的正确性,只有用户名和密码都正确才能成功登录。登录成功后,显示系统主界面,如图4 所示。否则,系统将提示“用户不存在”或“密码错误”。

图3 系统登录界面Fig.3 Login interface of system

图4 数据库系统主界面Fig.4 Main interface of database system
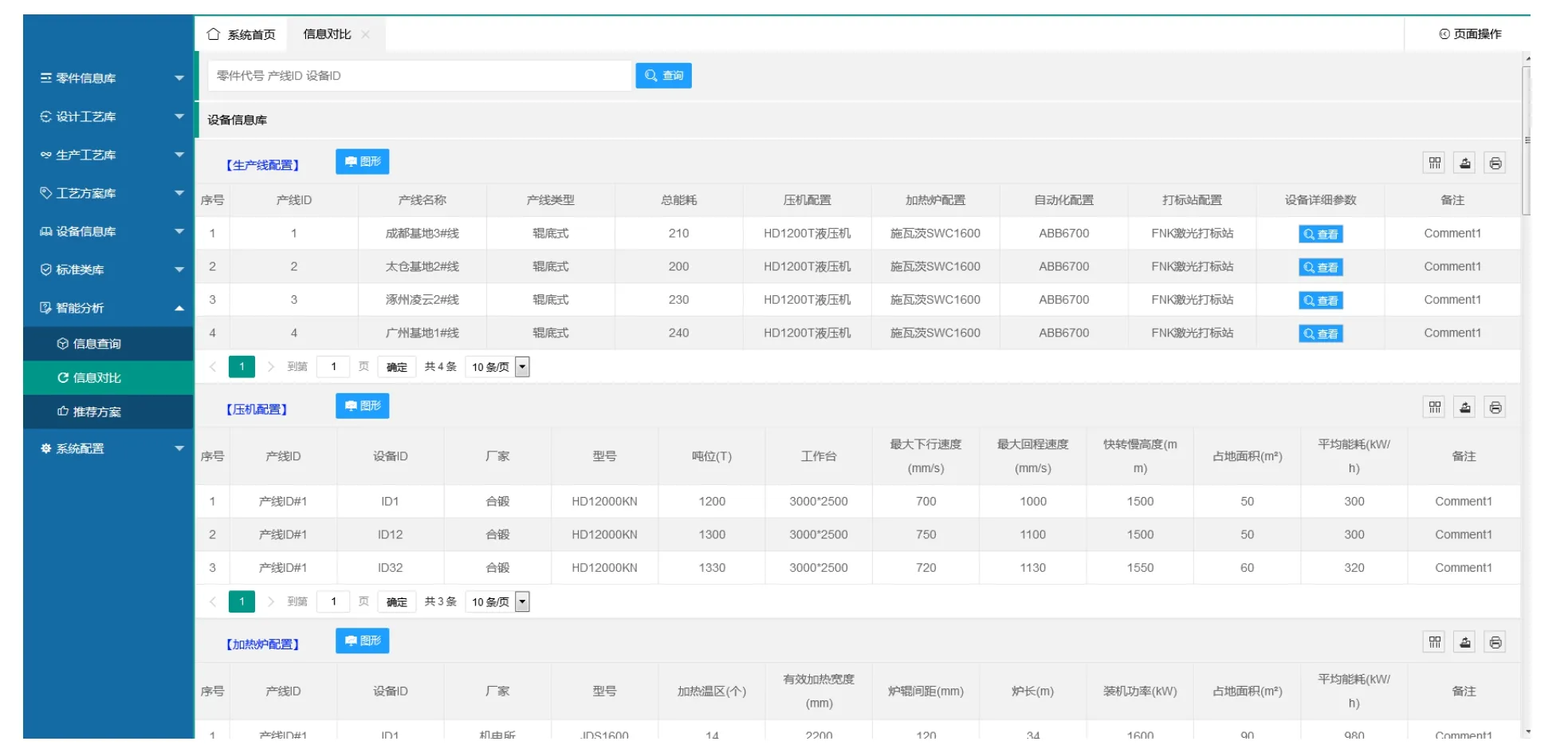
图5 信息对比Fig.5 Information comparison
2)数据库信息查询。数据检索功能可通过数据关键词实现全字段和部分字段的模糊检索,显示匹配数据记录项的信息。以“设备信息库”为例,在“信息对比”中输入某零件代号后,点击“查询”按钮,对应记录的信息便可通过文本、表格和图片等方式显示出来,部分结果的截图如图5 所示。同时通过查询结果中的“查看”按钮,实现与其他子库的链接,如在“零件信息库”中点击“查看”材料,可直接链接到材料属性的详情信息界面,实现数据的关联。同理,产品要求信息、设计工艺信息、生产工艺信息、工艺报价信息和设备信息也可以通过类似方式读取。
3 结语
热冲压工艺信息化管理系统建立了适用于批量生产的信息库,包含普通板、补丁板、拼焊板、软硬分区板、不等厚板、其他共6 类板材,A 柱、B 柱等15 种零件类型,以及相关的零件信息、材料属性、产品要求、制造工艺、供应商、产线、设备等7 类数据信息,通过关键词将6 个子库相关联,集成在统一的网络平台上,可实现独立查询与多条件联合查询,并采用智能算法根据零件尺寸、形状特征等对工艺数据进行智能分析,缩短新产品的工艺开发周期。该数据库系统通过服务器存储,浏览器网页方式访问,便于查阅与维护;内容上包含6 个子库,数据信息丰富,并具有开放性,可通过添加、删除、修改等功能,不断完善数据库信息。
热冲压工艺信息化管理系统有利于企业工艺设计和研究人员总体把握和快速掌握热冲压零件工艺设计技术,促进国内热冲压工艺技术研究水平提高。后续将进一步完善数据库内容,扩充数据库信息,加强与相关企业合作,完善模具信息,材料信息,加入模具变形速率、温度关系曲线,材料动静态特性、疲劳性能、热力性能等明细数据,充分发挥数据库技术平台的作用。
猜你喜欢
建材发展导向(2023年4期)2023-03-14 07:20:04
承德医学院学报(2023年1期)2023-02-08 08:51:56
装备制造技术(2020年9期)2021-01-26 00:14:34
新生代(2018年16期)2018-11-13 23:14:18
国际木业(2016年2期)2016-12-01 05:04:17
世界制造技术与装备市场(2015年6期)2015-02-28 22:20:24
压缩机技术(2014年5期)2014-02-28 21:28:23
中国氯碱(2014年8期)2014-02-28 01:04:47
科技传播(2013年22期)2013-10-17 11:16:36
轴承(2010年2期)2010-07-28 02:25:52
