加氢反应器碳钢裙座段和容器本体一起参与PWHT的焊接工艺研究
2020-09-15 07:41:00朱莎莎孙亚杰张继亮
大型铸锻件 2020年5期
朱莎莎 许 凯 孙亚杰 张 力 张继亮
(二重(镇江)重型装备有限责任公司,江苏212000)
在加氢反应器等设备的制造中,许多壳体材料选择12Cr2Mo1R材质,裙座则采用Q345R材质。对于主壳体与裙座材质不同的设备,通常是在主壳体焊接完成之后,在下封头部位热箱段焊接一段材质为12Cr2Mo1R的裙座过渡段与主壳体一同进行最终热处理,Q345R裙座则单独进行热处理,最后将Q345R裙座与主壳体热箱段12Cr2Mo1R组装后再进行620℃±14℃×3+1h局部焊后热处理,总共进行三次热处理。如果Q345R钢板入厂经705℃±14℃×8 h模拟焊后热处理后的力学性能满足GBT 713—2014标准要求时,Q345R裙座段可参与产品的最终焊后热处理。
另外,保证12Cr2Mo1R+Q345R和Q345R+Q345R的焊接接头在经历705℃±14℃×8 h热处理后的接头强度与母材匹配也是制造的关键,为此我公司开展了12Cr2Mo1R+Q345R和Q345R+Q345R的焊接工艺试验,为加氢反应器等产品裙座与主壳体进行整体焊后热处理提供参考。
1 焊接材料及热处理
GB 150.4—2010《压力容器:制造、检验和验收》8.2.2.1中规定Q345R厚度≥32 mm需要进行焊后热处理,而12Cr2Mo1R任意厚度都需要进行焊后热处理。这可使接头的金相组织得到改善,提高了焊接接头的塑性、韧性,从而改善焊接接头的综合力学性能;另外8.2.3条规定对于异种钢之间的焊接接头,需要焊后热处理时按照热处理要求高的材质进行确定。加氢反应器的壳体材质为12Cr2Mo1R,最终焊后热处理温度明确为705℃±14℃×8+2h,当Q345R钢板入厂按照模拟705℃±14℃×8+2h工艺进行热处理后的力学性能检验符合GB 713—2014标准要求时,反应器与Q345R钢裙座可同炉焊后热处理,那么Q345R+12Cr2Mo1R、Q345R+Q345R试板的热处理保温温度及保温时间也须确定为705℃±14℃×8+2h。
根据GB 713—2014《锅炉和压力容器用钢板》中的规定,厚度36 mm~100 mm的钢板需进行焊后热处理,并要求Q345R的Rm为490 MPa~620 MPa,12Cr2Mo1R的Rm为520 MPa~680 MPa。Q345R与12Cr2Mo1R分别为Fe-1-2和Fe-4-2组别,参照NBT 47015—2011标准,常规情况下在选择焊接材料时按照低强度级别的Q345R选择低级别的焊接材料,但考虑到Q345R+12Cr2Mo1R、Q345R+Q345R之间的焊接接头需经705℃的焊后热处理,故特地提高了焊接材料的强度等级,Q345R+12Cr2Mo1R、Q345R+Q345R之间的埋弧焊焊材最终均采用某公司生产的CHW-S7+CHF113,焊条电弧焊焊材采用CHE-557R,埋弧焊焊丝中含有一定量的Mo、Ni元素,可以保证在705℃热处理后的焊缝强度符合要求,也降低了12Cr2Mo1R侧母材中的合金元素稀释率。
CHW-S7+CHF113、CHE-557R熔敷金属的力学性能如表1所示。
试验用焊接试板12Cr2Mo1R为正火+回火供货态,按照模拟705℃±14℃×8+2h热处理后的力学性能检测结果如表2所示;Q345R板为正火供货态,按照模拟705℃±14℃×8+2h热处理后的力学性能检测结果如表3所示。
从表2、表3可以看出,12Cr2Mo1R、Q345R试板在模拟705℃×8 h热处理后的力学性能满足GB 713—2014的要求。
2 焊接试板
试验用焊接试板12Cr2Mo1R数量两块,Q345R数量六块,试板尺寸均为40 mm×200 mm×600 mm,焊接方法采用埋弧焊和焊条电弧焊。埋弧焊焊接坡口如图1所示,焊条电弧焊焊接坡口如图2所示。
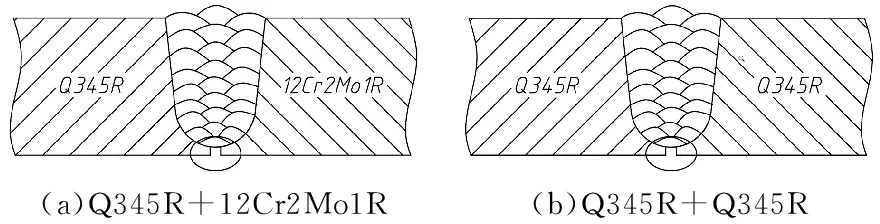
图1 埋弧焊焊接坡口Figure 1 Submerged arc welding groove

(a)Q345R+12Cr2Mo1R(b)Q345R+Q345R
焊接前对焊剂进行严格烘干,防止焊接时产生气孔等缺陷;Q345R+12Cr2Mo1R预热温度≥150℃,焊接时层温严格控制在150~250℃范围内;Q345R+Q345R预热温度≥100℃,焊接时层温严格控制在150~250℃范围内。焊接时先焊接正面,背面碳弧气刨清根及打磨之后再进行焊接,焊接完成之后进行消氢处理(300~350)℃×2 h,埋弧焊和手工电弧焊焊接参数见表4、表5。
试板焊接完成之后,对Q345R+12Cr2Mo1R、Q345R+Q345R进行焊后热处理,热处理工艺如表6所示。试板焊后热处理24 h后,按照NBT 47013.10—2015技术等级B级对焊缝进行100%TOFD检测,质量等级I合格。
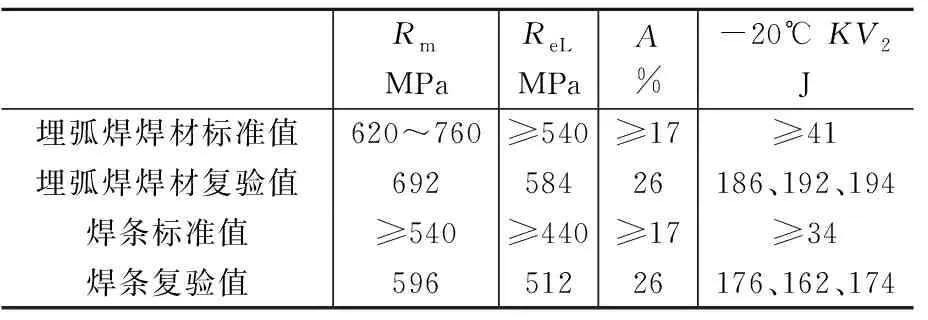
表1 熔敷金属力学性能检验结果Table 1 Test results of mechanical properties of deposited metal
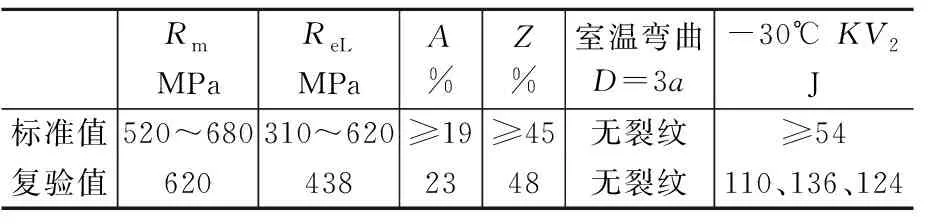
表2 12Cr2Mo1R力学性能检验结果Table 2 Test results of mechanical properties of 12Cr2Mo1R
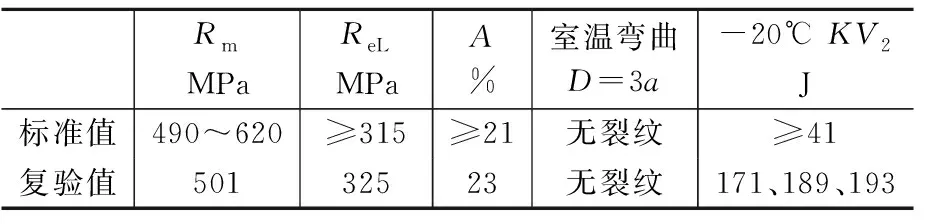
表3 Q345R力学性能检验结果Table 3 Test results of mechanical properties of Q345R
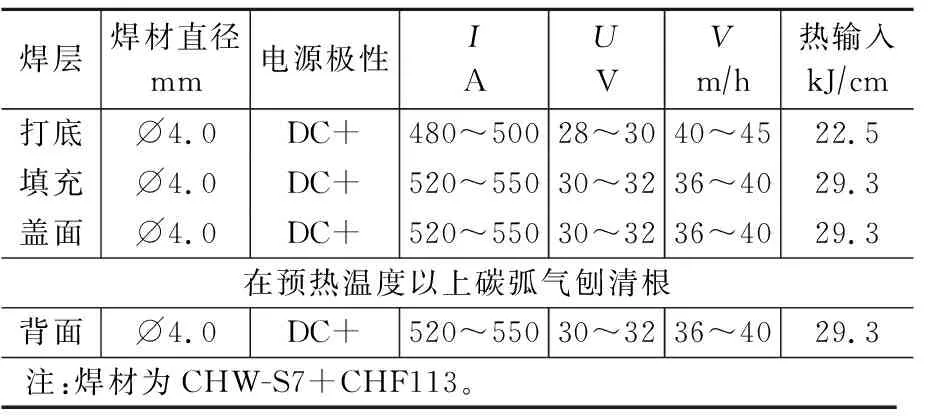
表4 埋弧焊焊接工艺参数Table 4 Welding process parameters for submerged arc welding
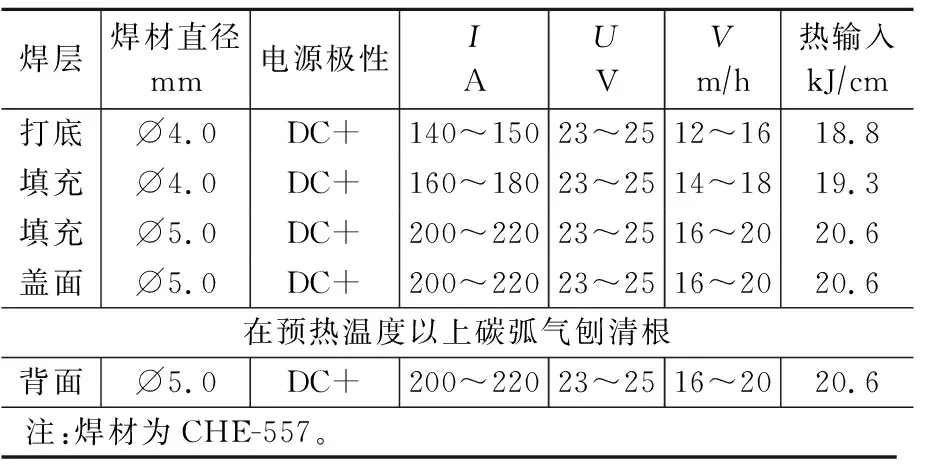
表5 焊条电弧焊焊接工艺参数Table 5 Welding process parameters forwelding electrode arc welding
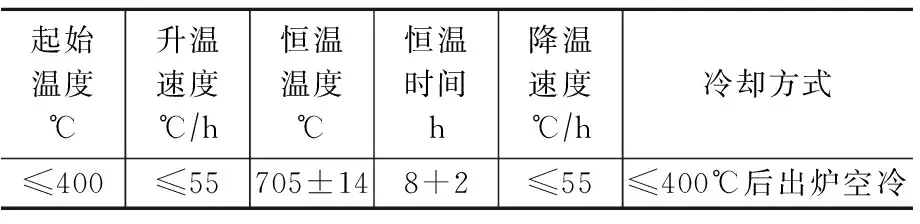
表6 焊后热处理工艺Table 6 Post-weld heat treatment process

表7 Q345R+12Cr2Mo1R板材接头拉伸试验检验结果Table 7 Tensile test results of Q345R+12Cr2Mo1Rplate joint

表8 Q345R+Q345R板材接头拉伸试验检验结果Table 8 Tensile test results of Q345R+Q345R plate joint
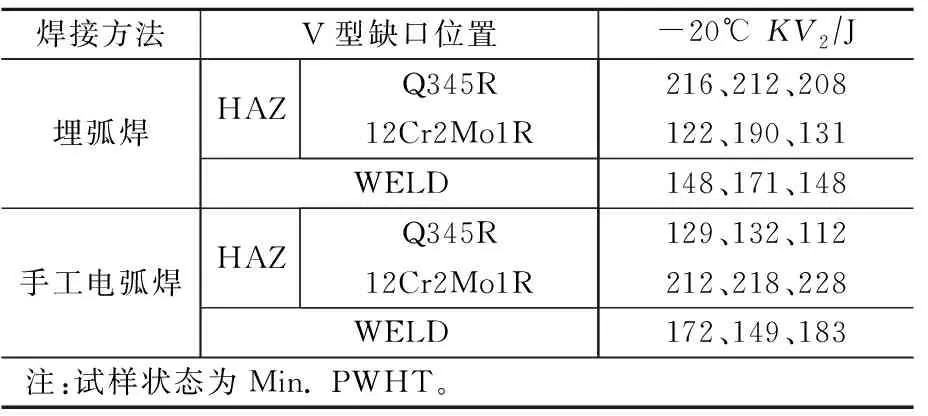
表9 Q345R+12Cr2Mo1R焊接接头冲击试验检验结果Table 9 Impact test results of Q345R+12Cr2Mo1R welded joint

表10 Q345R+Q345R焊接接头冲击试验检验结果Table 10 Impact test results of Q345R+Q345R welded joint
3 试验结果及分析
3.1 焊接接头抗拉强度
3.2 焊接接头冲击性能
一般来说,热影响区、焊缝区域的冲击性能是验证焊材选用、热处理工艺是否合适的重要指标之一。按照GBT 229—2007要求,对焊接接头热影响区、焊缝进行了冲击试验,试样尺寸为10 mm×10 mm×55 mm,具体测试数值如表9、表10所示,其检验结果均满足GBT 713—2014标准和产品技术条件要求。
3.3 焊接接头弯曲试验
3.4 焊接接头硬度试验
为了更好地了解705℃热处理温度对焊接接头硬度的影响,对Q345R+12Cr2Mo1R、Q345R+Q345R试块进行了硬度试验,检验结果见表11。
Q345R侧母材及热影响区硬度相较于610~620℃去应力退火时明显降低,其主要是由珠光体中渗碳体的转化及组织的均匀化所致。

表11 PWHT后的焊接接头硬度试验检验结果Table 11 Hardness test results of welding joint after PWHT
4 分析及小结
加氢反应器裙座Q345R筒体段入厂检验时选用两种热处理工艺,即705℃±14℃×8+2h和620℃±14℃×3+1h,前者是为保证碳钢裙座段参与反应器整体热处理,后者是保证碳钢裙座段与反应器裙座Cr-Mo段实施局部焊后热处理。当采用前者热处理时,Q345R钢板复验结果能够满足GB 713—2014标准要求时,Q345R段裙座可参与整体热处理,更为经济,这时的Q345R+12Cr2Mo1R、Q345R+Q345R焊接接头的力学性能是否与Q345R筒体匹配,则成为主要矛盾。
通过上述的试验结果证明,选择合金含量高的高强度级别的焊接材料更能保证Q345R+12Cr2Mo1R、Q345R+Q345R焊接接头的力学性能在经历705℃±14℃×8+2h热处理后能满足GB 713—2014对Q345R的力学性能要求。对于12Cr2Mo1R壳体、12Cr2Mo1R裙座过渡段、Q345R裙座的产品,整体进行最终焊后热处理可缩短工期,降低成本。
猜你喜欢
材料科学与工程学报(2022年4期)2022-08-25 08:51:08
理化检验(物理分册)(2022年3期)2022-03-31 07:07:48
减速顶与调速技术(2022年3期)2022-02-11 11:26:36
制造技术与机床(2019年4期)2019-04-04 12:22:10
压力容器(2019年1期)2019-03-05 11:12:06
广东技术师范大学学报(2016年5期)2016-08-22 09:07:26
焊接(2016年2期)2016-02-27 13:01:22
焊接(2015年2期)2015-07-18 11:02:38
焊接(2015年8期)2015-07-18 10:59:14
机械制造文摘(焊接分册)(2014年5期)2014-03-20 13:57:45