
浅析导套双键槽铣削夹具设计及应用
2020-09-10 07:22:44许伟君
内燃机与配件 2020年5期
许伟君




摘要:数控铣床因具有高效、高精度等特点,能满足各种三维零件生产加工,被广泛应用于制造业中。若在同一个零件上铣削加工多个键槽时,为降低工人的劳动强度,提高企业产品质量,则要使用相关的辅助工具或夹具才能有效地提高生产效率、保证品质。本文主要根据零件的结构形状、工艺特点,设计了一套在导套上加工双键槽的夹具,夹具结构简单,应用于生产中能确保零件的加工精度和质量,提高生产效率。
关键词:导套;键槽;夹具
0 引言
如零件图1所示,需加工零件材料为45号钢,为中小批量生产。经工艺分析,该零件的主要加工难度是在同一道工序上利用数控铣床完成两个相互成90°±10′的键槽且键槽的对称度公差要求为0.04。如果没有相应的辅助夹具,直接采用分度盘分度后进行加工,不仅加工质量难于保证,且效率较低,不能满足批量生产的需要。因此,针对这一情况,为了保证加工质量,提高生产效率,设计了一套导套双键槽铣削夹具并用于零件生产加工,取得了预期的效果。
1 夹具设计
1.1 工艺分析
如零件图1所示,由于加工的两个键槽是相互成90°±10′的键槽且键槽的对称度公差要求为0.04,加工过程中需要先加工其中一个键槽,另一键槽的位置难于确定,如果直接采用分度盘由工人自己操作容易产生较大的误差,而且工作效率低下。因此,设计出了一套加工该键槽的专用夹具,更加准确、快速地完成零件键槽的铣削加工。
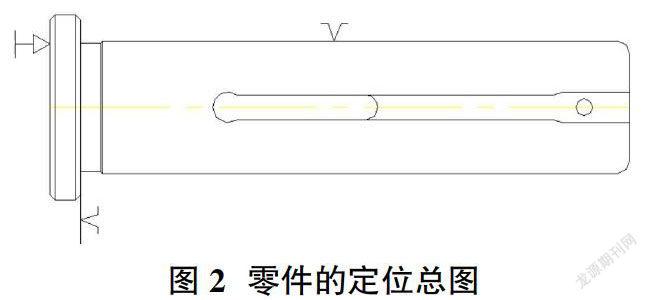
如图2所示为零件的定位总图,如图可见外圆定位限制了Y、Z方向的移动和旋转,轴肩限制了X方向的移动,外圆的定位可以直接用夹具体保证,轴肩的定位可以直接靠在夹具体的左端面上,采用兩个Z形压板压紧,避免零件发生轴向移动。由于加工的两键槽之间有角度要求,加工键槽时,零件要保证在X方向上不发生旋转,仅靠夹具体和压板并不能将零件完全固定,不能完成加工。针对以上情况,可以直接通过加工后的第一个键槽用圆柱销使零件与夹具体紧固在一起,限制了零件沿X方向上的旋转自由度,这样不但能保证加工精度,而且装夹和拆卸方便。每次加工完第一个键槽后,可以直接旋转90°再插入圆柱销固定,即可加工另一个键槽,实现了同一道工序完成多键槽加工的目的。更换零件时,直接拧开压板螺钉,拔出圆柱销即可将零件取出。
1.2 夹具的设计
本夹具由底座、Z形压板、圆柱销等零件组成。下面是非标准件的结构与分析:
1.2.1 夹具体如图3所示
材料采用45钢。在夹具体的底部装两个定位键,底座的两端加工耳座用T形螺钉直接紧固在工作台上。夹具体以底面为加工基准,加工Φ26.1mm的通孔时由于公差为0.02mm所以应先车孔然后再铰孔,最后要注意倒角防止刮花工件。加工销孔时,采用先钻孔再铰孔的加工方法,并且要注意销孔对Φ26.1mm孔的中心轴线位置度和垂直度公差为0.01mm。
1.2.2 圆柱销设计如图4所示,材料采用45钢。
1.2.3 Z形压板设计如图5所示,材料采用45钢,压板安装在夹具体的左端面。
2 夹具的应用和零件的加工
本道工序主要是完成导套上双键槽的铣削加工,按照零件加工方案选择的一般原则,安排零件加工的工艺过程如下:①将夹具体校准后用T形螺钉将其固定在机床工作台上;②将零件配进夹具,再装上Z形压板将零件压紧;③装夹完成后,对刀;④粗加工深度为1.2mm的键槽到槽宽为4mm,反向旋转90度,插入?准4圆柱销固定工件。粗、精铣第二个键槽,完了后拔出圆柱销,正向旋转90度,插入?准6圆柱销固定工件。精铣第一个键槽。⑤加工完后,将压板松开,取出圆柱销就可以取出工件,完成零件的加工。
3 结束语
该套夹具结构简单,加工方便、容易操作,破解了传统的采用分度盘分度加工两垂直键槽的难度,提高了生产效率。经过实际生产验证,该夹具用于生产加工,满足了设计要求,确保了零件尺寸精度,质量稳定,提高了生产效率,降低了工人的劳动强度,为企业加工生产带来便利,深受欢迎。
参考文献:
[1]刘璇,王小北.机械设计与制造工程[M].天津机械工业出版社,2000.
[2]杨振国,梅彤.机械工程材料[M].北京机械工业出版社,2001.
[3]王光斗,王春福.机床夹具设计手册[M].上海科学技术出版社,2000.
[4]傅玲梅.机床夹具设计与制作[M].中国劳动社会保障出版社,2008.
猜你喜欢
装备制造技术(2021年1期)2021-05-21 07:54:52
哈尔滨轴承(2021年4期)2021-03-08 01:00:48
装备制造技术(2020年9期)2021-01-26 00:15:30
电镀与环保(2018年2期)2018-04-19 02:05:04
精密制造与自动化(2018年1期)2018-04-12 07:42:46
制造技术与机床(2017年10期)2017-11-28 05:20:46
锻压装备与制造技术(2017年1期)2017-06-05 14:19:44
表面工程与再制造(2016年5期)2016-12-15 11:42:26
锻造与冲压(2016年13期)2016-06-23 12:29:07
制造技术与机床(2014年11期)2014-07-13 07:43:36
