
一种基于图像识别系统的焊瘤清理设备
2020-09-10 07:22郭吉萍吴鸣胡锦扬许明方王善林陈玉华
电焊机 2020年8期
郭吉萍 吴鸣 胡锦扬 许明方 王善林 陈玉华

摘要:针对现有磨削式和切削式设备限制焊管尺寸、花费大量的人工时间等问题,自行设计了一套带图像识别控制系统的焊瘤清理设备,并改进当前固定的夹持装置,以实现在进行不同尺寸的焊管清瘤工作时都能达到优异的效果。设备的图像识别控制系统能够实时采集焊管内部图像,并通过PC端的图像处理程序调节打磨机的位置及角度,实现整个设备的自动化运行。与传统清除焊瘤设备相比,在操作过程中具有简单方便、节省人工等优点。此外,将传统焊管固定式夹持结构改为卡盘夹紧旋转式,能够提升清理精度和效率并适应不同形状和高度的焊瘤。
关键词:焊瘤清理;图像识别;设计分析;卡盘夹紧旋转结构
中图分类号:TG439.9 文献标志码:A 文章编号:1001-2303(2020)08-0039-04
DOI:10.7512/j.issn.1001-2303.2020.08.08
0 前言
航空发动机技术作为国家经济实力和科技水平的体现,具有十分重要的意义[1-2]。航空管道是发动机上的重要组成部分,在燃油、液压、介质传送以及润滑等方面不可或缺[3-4]。单面焊接双面成形技术由于具有不受构件尺寸、形状以及空间位置影响,并且焊接接头质量好、强度高等优点被广泛应用于航空管道的连接[5]。但该技术在连接过程中由于电流的聚集作用容易导致管道局部高温熔化,液体金属凝固时,在重力作用下会形成微小疙瘩,聚集在焊接接头周围,导致焊后管道内外聚集大量疙瘩形成的焊瘤。管道外部的焊瘤可以通过打磨机打磨去除,但内部的焊瘤却因为管道长度、隐蔽性等原因难以除去,从而导致航空管道在输油、润滑等方面效率低下,甚至堵塞管道造成无法预料的灾难[6]。
根据相关标准要求,在清除内部焊瘤时,对于一般管道焊瘤厚度应小于1.52 mm,而高精度管道标准更加严格[7]。当下受设备调整、刀具寿命等影响,加之在生产过程中为保证管道成功率以及大量生产,导致大量的焊瘤清除达不到标准,从而造成大量经济损失[8]。目前,焊瘤清除方法主要有磨削法和切削法。磨削法一般采用砂轮机对管道进行磨削,该装置结构简单、成本低廉,但仅适用于φ323 mm以上大尺寸管道,对于小尺寸管道则无法处理。切削法利用电动机带动特制刀杆旋转来清除焊瘤,根据工作情况可使用机械式、气动式以及液压式等各种样式的刀杆[9]。机械式结构简单、维修方便;气动式清除过程稳定、精度高;液压式结构复杂、稳定性好。但由于刀具自身限制,不同管径需配备不同刀具,兼容性较差,并且需要定时更换刀具[10]。
通过上述分析可知,磨削式设备结构简单,但对管道尺寸有限制,切削式设备多样,但较为消耗刀具,并且这些设备都需花费大量的人工时间。为此文中结合两种类型设备的优点,研制了一种图像识别系统的自动化设备,可适用于多种尺寸焊管焊瘤的清除。
1 焊瘤清除设备的设计
1.1 设计思路
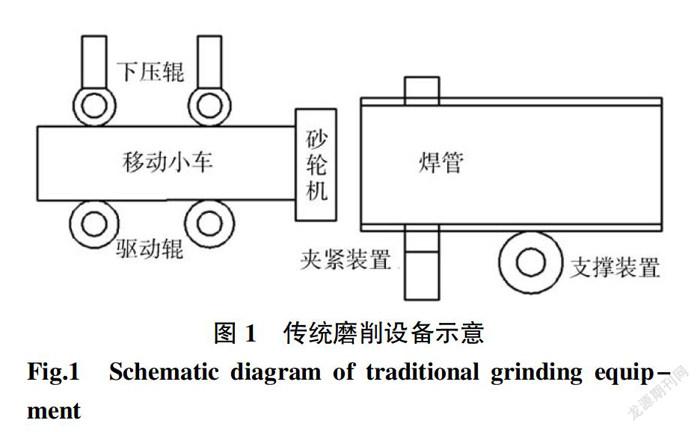
传统磨削设备一般由焊管支撑夹持装置、电机驱动装置、支撑装置、移动小车、磨削砂轮机和驱动辊等几部分组成,如图1所示[7]。磨削时先将焊管固定于焊管夹持装置中,砂轮机固定于移动小车前方,然后启动驱动辊,带动砂轮机向焊管内部移动,直至将焊管焊瘤清除完毕,驱动辊反向旋转,驱使砂轮机沿同一路径返回,此时焊管可进入下一道工序。传统磨削式设备主要依靠固定于移动小车中的砂轮机来进行磨削,只能依靠人工机械式工作,难以进行位置和角度调节,无法保证误差。如果设备能在焊管装夹后自动检测焊瘤位置并進行调节,同时又能安装不同角度的刀具或者调节磨削设备角度,将大大提高设备的适用范围。
1.2 焊瘤清除设备基本结构
结合传统清除设备,文中设计了一种带图像识别的新型焊瘤清除设备,同时为提高除瘤精度和效率,将打磨部分修改成活动式结构,焊管夹紧装置改为旋转固定,简化主体部分,方便安装维修。新型焊瘤清除装置主要由驱动系统、夹持装置、导轨装置、升降装置、监控装置、打磨装置、工作台和控制系统组成。
驱动系统主要由设备各系统提供动力源的电动机组成;夹持装置由卡盘夹具组成,卡盘通过深沟球轴承与过渡盘以及设备主体连接;导轨装置为一套导轨滑块,固定于支撑座用作工作台的水平移动;升降装置采用滚珠丝杆机构,用来控制工作台的上下移动;监控装置主要为CCD摄像头,用于监控管道积瘤情况,并将信息传送给控制系统;打磨装置主要为打磨机,其头部与工作台连接部分可进行转动从而实现打磨机的角度调节;工作台用来连接打磨机和CCD摄像头,并结合导轨装置和升降装置来控制打磨机工作时的空间移动;控制系统将监控系统传来的信息反馈给控制升降系统、导轨装置以及打磨机的PLC,从而调整当前工作位置,设备示意如图2所示。
一般打磨机磨削部分材料多使用棕刚玉或者白刚玉,但由于这两种材料硬度高,在实际磨削时易造成抖动,影响磨削焊瘤清除精度和效果,甚至引发磨削头的断裂。基于此,特选用硬度相对较低的树脂磨轮,一方面减震效果优异,另一方面对于形状差异较大的焊瘤清除效果更好。
该新型焊瘤清除设备将传统固定夹持装置改为旋转卡盘夹具固定,对焊管夹持固定后驱动焊管沿水平方向进行轴线旋转,同时避免焊管在磨削过程中受到横向应力作用而造成滑动。另外,卡盘夹具可通过调整自身尺寸来适应不同尺寸焊管的夹紧固定。
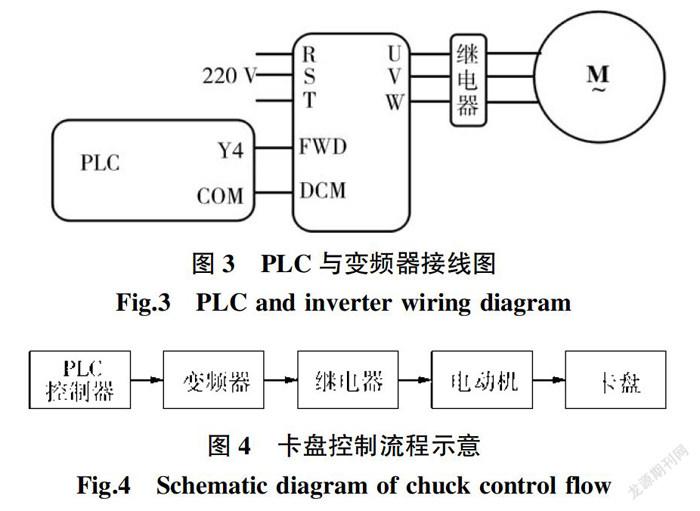
一般来说,旋转速度越高,除瘤效果越好、焊管内部表面光洁度越高。但在实际操作中,由于焊管材料的差异,速度并非越高越好,高速度带来的发热情况容易引发其他问题,因此采用变频器对电机进行转速控制,以达到调节多段速度,甚至可实现无级调速控制。在磨削过程中,利用卡盘带动焊管旋转并配合打磨机来实现焊瘤的清除,因此卡盘的旋转速度快慢决定磨削效果以及效率的好坏。对于精度高的管道,高转速将实现优良的内表面光洁度。为了达到良好的变频效果,选用vfd系列变频器,该种变频器可利用多样的控制方式来达到无级调速的效果,并且可以根据负载转矩提供相应的电流和电压输出。电机选用130ZYT54PK4型,转速范围0~2 500 r/min,功率1 500 W。运行前,设定电机主轴转速n,PLC根据公式d=3 200n/2 500自动计算出Da模块数字量,并传送至变频器设定端,变频器与电机之间的继电器接通,电机开始工作,从而带动卡盘的转动。PLC与变频器接线以及卡盘控制流程分别如图3、图4所示。
2.3 图像识别系统
控制系统为一套图像识别系统,主要由PC端的数字图像处理程序来控制。首先由工作台上的CCD摄像头以及内置的图像采集卡采集焊管的实时图像,随后将这些图像数据送入PC端进行存储并供图像处理程序调用处理,此时PC端的图像处理程序将自动识别出打磨机与焊管焊瘤之间的距离以及角度,并向运动控制器发送信号以调整工作台的位置。
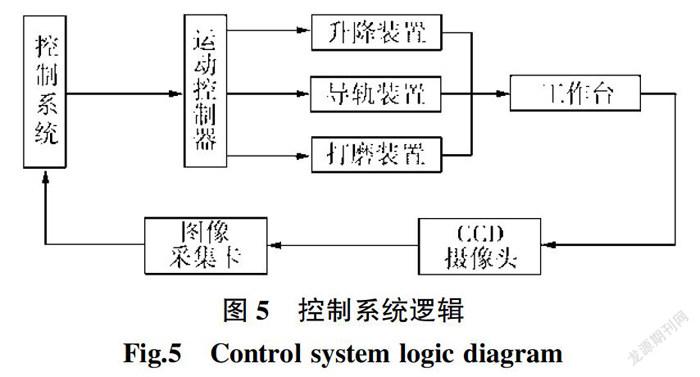
工作台是由升降装置、导轨装置以及打磨装置组成的三自由度装置,并通过控制系统来控制运动。控制升降系统的PLC接收到控制系统发送过来的信息后,步进电机开始工作并带动滚珠丝杆机构运动,到达指定位置后停止工作。导轨系统中的导轨一端与气缸连接,气缸与空压机相连,控制系统前后运动信号输送过来后,空压机开始运行并促使气缸工作,进而推动滑轨运动。打磨装置内部有微型芯片,控制系统发出运动指令后微型芯片内部电机开始工作,进而带动打磨机的旋转,从而实现角度的调节。三种装置相配合来执行三个方向的位移从而实现工作台的三维运动。当控制系统识别程序识别出焊瘤和打磨机的距离和角度大于控制系统设定值时,PC端的数字图像处理程序将控制命令发送给运动控制器,使其向某一方向运动,然后运动控制器将命令发送给驱动相应的装置向某一方向接近,控制系统逻辑如图5所示。
图像处理系统主要依靠图像识别以及运动匹配等关键技术来判断工作状况,这也是控制系统的关键之处。图像识别的模式包括三个相互关联又有差异的部分,分别为数据生成、模式分类和模式分析[11]。其中,数据生成是将采集到的数据转换成便于计算机处理的矢量,模式分类是对数据进行处理,一般可分为特征提取、特征选择和可能的分类。模式识别则一般采用统计模式识别和结构模式进行识别[12]。而图像识别作为解决图像匹配技术的关键,选择快速图像匹配算法中的快速傅立叶变换算法能够大大加快运算速度[13]。
一个系统的运行速度与内部算法的总计算量密切相关,而总计算量由相关算法的计算量与搜索位置的个数的乘积决定。在一幅图像中,一般搜索目标的个数是相对固定的,因此为了实现快速的运行速度,必须减少相关算法的计算量。分析Fourier的相关定理可知,两个函数定义域中的卷积与它们在频域中的乘积具有等量关系,因此可以得到一种相关函数的计算方法,即傅立叶快速变化法(FFT)[14-15]。该方法首先将参考图和实时图进行二维离散傅立叶变换(DFT),其中参考图如下:
X(u,v)=x(j,k)ωn-ujωn-vk(1)
式中 假定参考图为N×N维;u、v分别为j和k方向的变量因素,ωn=j
。根据上述方法,计算出实时图的离散傅立叶变换Y(u,v),根据相关定理推导出相关的离散傅立叶变换ω(u,v):
ω(u,v)=X(u,v)·Y*(u,v)(2)
式中 *为共轭运算符号。
通过傅里叶变换的逆变换得到空间域的相关函数ω(j,k)为:
ω(j,k)=X(u,v)·Y*(u,v)ωnujωnvk(3)
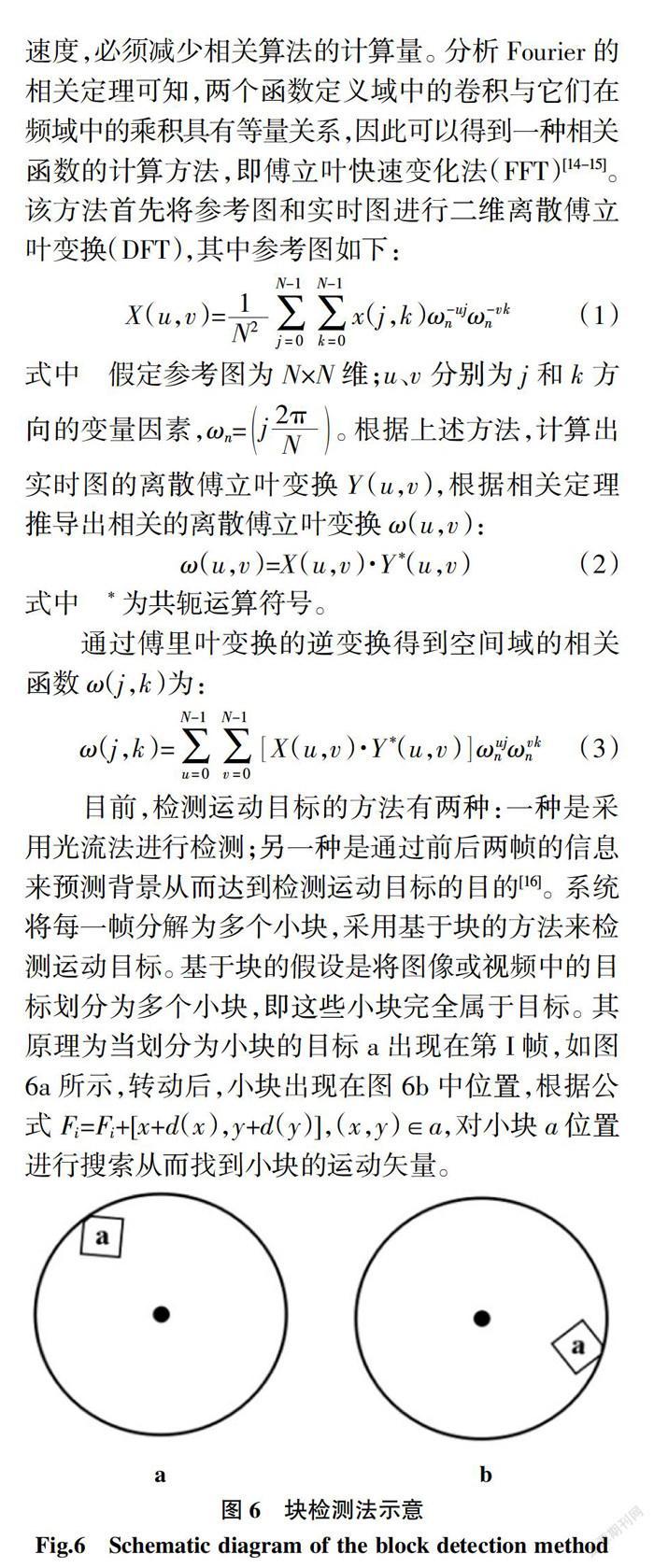
目前,检测运动目标的方法有两种:一种是采用光流法进行检测;另一种是通过前后两帧的信息来预测背景从而达到检测运动目标的目的[16]。系统将每一帧分解为多个小块,采用基于块的方法来检测运动目标。基于块的假设是将图像或视频中的目标划分为多个小块,即这些小块完全属于目标。其原理为当划分为小块的目标a出现在第I帧,如图6a所示,转动后,小块出现在图6b中位置,根据公式Fi=Fi+[x+d(x),y+d(y)],(x,y)∈a,对小块a位置进行搜索从而找到小块的运动矢量。
2 结论
通过添加图像识别系统来实现整个设备的自动化运行,与传统清除焊瘤设备相比,在操作过程中具有简单方便、节省人工等优点。将传统焊管固定式结构改为卡盘夹紧旋转式,能够适应不同尺寸焊管,提升清理精度和效率并且能够适应不同形状和高度的焊瘤。
参考文献:
[1] 胡晓煜. 航空发动机技术发展展望[J]. 航空制造技术,2004(10):51-53+55.
[2] Huang W Q,Yang X G,Li S L. Evaluation of service-in- duced microstructural damage for directionally solidified turbine blade of aircraft engine[J]. Rare Metals,2019,38(2):157-164.
[3] 魯华平,张峰,李宝辉,等. 基于动力学优化的航空管道DFR疲劳寿命分析[J]. 机械设计与制造,2012(6):10-12.
[4] 鲁华平,贾普荣,张峰,等. 基于误差可靠性分布的航空管道动力学响应实验与分析[J]. 机械科学与技术,2013,32(4):488-492.
[5] 齐晓刚,杨金玉,王颉. MAG焊单面焊双面成形焊接技术[J]. 科技创新与生产力,2018(7):74-75.
[6] 崔晓东,洪毅,解晓阳. 管道焊接中手工TIG焊单面焊双面成形技术[J]. 电焊机,2004,34(1):64-65.
[7] 吴福辉,陈文豪,王海峰,等. 一种可安装在通径机上的HFW钢管内毛刺清除装置[J]. 焊管,2019(10):43-47.
[8] 于波. 新型直缝焊管内毛刺清除装置的研究[J]. 现代制造技术与装备,2011(5):21-23.
[9] 魏雪冬,王润成,王欣悦. 小直径HFW焊管内毛刺清除装置及故障处理[J]. 焊管,2015(1):54-58.
[10] 韩子元,杜广来,祁云祥,等. 高频直缝焊管内毛刺清除装置设计改进[J]. 焊管,2011,34(7):55-58.
[11] 段峰,王耀南,雷晓峰,等. 机器视觉技术及其应用综述[J]. 自动化博览,2002,19(3):59-61.
[12] 刘钊. 基于计算智能的计算机视觉及其应用研究[D]. 湖北:武汉科技大学,2011.
[13] Alberto Carboni,Alessandro Ferrero. A Fourier Transform- Based Frequency Estimation Algorithm[J]. IEEE Transac- tions on Instrumentation & Measurement,2018(99):1-7.
[14] Narasimhan M S,Karthikeyan M. Evaluation of Fourier Transform Integrals Using FFT with Improved Accuracy and its Applications[J]. IEEE Transactions on Antennas & Propagation,1984,32(4):404-408.
[15] 杨丽娟,张白桦,叶旭桢. 快速傅里叶变换FFT及其应用[J]. 光电工程,2004(3):31-34.
[16] 白晓方,杨卫,陈佩珩. 一种改进的运动目标检测与跟踪方法[J]. 电视技术,2014,38(1):180-182.
收稿日期:2020-04-27
基金项目:国家自然科学基金(51865035);江西省杰出青年基金(2018ACB21016);国防基础科研计划项目(JCKY2018401C003)
作者简介:郭吉萍(1971— ),女,讲师,主要从事焊接工艺及信息化方面的教研工作。E-mail:guozhenghua@nchu.edu.cn。
通讯作者:陈玉华(1979— ),男,教授,博导,主要从事新材料及异种材料连接方面的研究工作。E-mail:ch.yu.hu@163.com。
猜你喜欢
国际商业技术(2022年4期)2022-04-21
科技视界(2019年31期)2019-12-02
数码世界(2019年6期)2019-09-09
中国信息技术教育(2019年2期)2019-01-28
计算机应用(2016年10期)2017-05-12
现代商贸工业(2016年9期)2017-01-07
珠江水运(2016年24期)2017-01-04
文艺生活·下旬刊(2016年11期)2016-12-12
中国信息技术教育(2016年21期)2016-12-05
科学与财富(2016年26期)2016-12-01
