管壳式余热锅炉薄管板与换热管胀接性能研究
2020-09-02 01:37时明伟
化工机械 2020年3期
胡 涛 时明伟
(北京航化节能环保技术有限公司)
管壳式余热废锅(以下简称余锅)是石油化工行业中用于尾气处理的主要装置, 整个装置在工作过程中处于高温状态。 为了保证余锅的管板在高温状态下不会因为过量的温差应力发生破坏, 该类型余锅管板一般采用挠性管板设计方法进行设计,其厚度往往较小[1]。 在实际工程应用中,由于管板较薄,换热管和管板连接宜采用强度焊加贴胀的结构形式, 且应该先贴胀后强度焊[2],这样能够很好地消除间隙腐蚀和应力腐蚀,提高接头的疲劳性能。 薄管板和换热管的贴胀质量主要由残余接触压力等因素控制。其中胀接压力和胀接长度直接影响残余接触压力。 笔者探究胀接压力和胀接长度对残余接触压力的影响规律, 为薄管板和换热管的密封性能设计提供一定的参考。
1 设计参数
笔者选用某在役余锅的薄管板和换热管连接处为研究模型,分析薄管板和换热管胀接区域在不同胀接压力和不同胀接强度下,薄管板和换热管胀接区域的残余接触压力。 其具体结构如图1、2 所示。
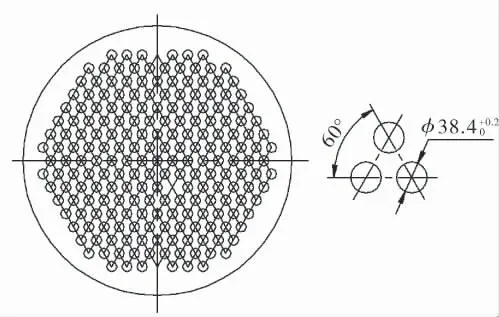
图1 薄管板结构
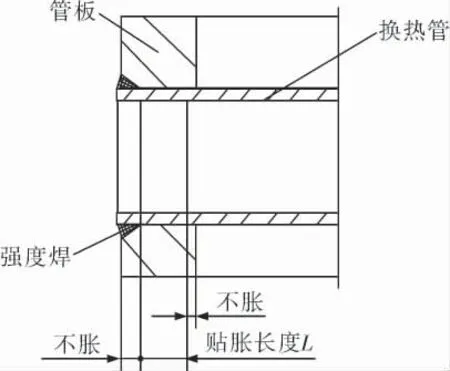
图2 薄管板-换热管连接结构
2 材料性能曲线确定
2.1 确定方法
工程上材料应力-应变曲线的确定方法有两种,一种是将该种材料制成拉伸试件,使用材料性能拉伸试验机进行拉伸从而获得其应力-应变关系[3];另外一种是通过数学方法对材料曲线进行拟合从而获得其应力-应变关系[4]。
2.2 材料曲线
数值分析采用ANSYS 有限元软件。 ANSYS有限元软件中是使用多个点来逼近材料曲线,即使采用拉伸方法获得了材料的应力-应变曲线,仍然需要将曲线离散成多个点,以便在软件中模拟出此曲线, 并且采用拉伸方法获得材料的应力-应变曲线需要试件、专用仪器等设备,较为复杂。 因此工程上多采用拟合的方法来获得材料应力-应变曲线。
拟合方法大致分为两段拟合、 多段拟合、幂函数拟合和ASME 拟合方法。 其中工程上应用最广泛,也是最能得到认同的方法是ASME 拟合方法。 下面将使用ASME 拟合方法确定15CrMo(换热管材料)和15CrMoR(薄管板材料)的应力-应变曲线。 查询JB 4732—1995《钢制压力容器——分 析设计 标准》(2005 年确认) 和GB 150.1~150.4—2011《压力容器》确定ASME 拟合方法中需要的各种参数,最终经过计算和拟合可以得到15CrMo 和15CrMoR 的应力-应变曲线如图3 所示。
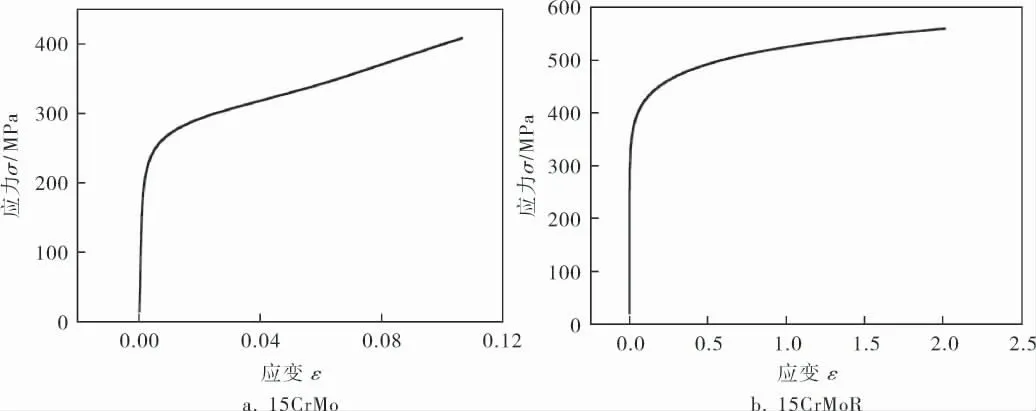
图3 不同材料的应力-应变曲线
3 数值计算模型
根据图1、2 所示的管板和换热管结构,利用其受力特点和结构特征,并依据弹性力学和有限元理论进行简化后[5],建立几何模型,并采用PLANE182 单元对它进行网格划分, 得到如图4所示的有限元模型。

图4 有限元模型
确定其具体简化结构后,再依据第2 节得到的15CrMo 和15CrMoR 材料的应力-应变曲线,在ANSYS 中输入将它转化为程序可用的材料特性曲线。 按照模型简化情况和其设计条件施加相应载荷后即得到完整的有限元模型。
4 胀接压力和胀接长度对密封性能的影响
4.1 胀接压力有限元数值计算
4.1.1 计算方案
本节主要探究胀接长度L0一定时,胀接压力和残余接触压力之间的关系。 将胀接压力180MPa 设定为一初值,假设一个无量纲α:

式中 p——胀接压力,MPa;
p0——初定胀接压力,MPa。
采用此定义即可探究胀接压力的大小对残余接触压力的影响。 并且采用此方法计算得到的结果和结论还可以推广到其他类似的产品结构上。
笔者将胀接压力设置为144~270MPa, 且每18MPa 作为一个计算点,通过式(1)可以得到系数α 的计算范围(表1)。

表1 系数α 的计算范围
4.1.2 计算结果
根据4.1.1 节确定的计算方案,使用数值分析软件ANSYS 中的时间历程模块先加载再卸载,可以得到如图5 所示的计算结果, 根据图5 所示结果绘制残余接触压力随系数α 的变化曲线(图6)。由于,残余接触压力越大,管板与换热管之间的密封性能越好[6],从图5、6 可以看出随着胀接压力的提高,残余接触压力也越大,因此,说明薄管板和换热管间的密封性能更好。 但是当胀接压力过高时,胀接设备也会越来越贵,经济性较差。 因此在实际工程中, 余锅薄管板和换热管在胀接压力允许的情况下,胀接压力越大越好。

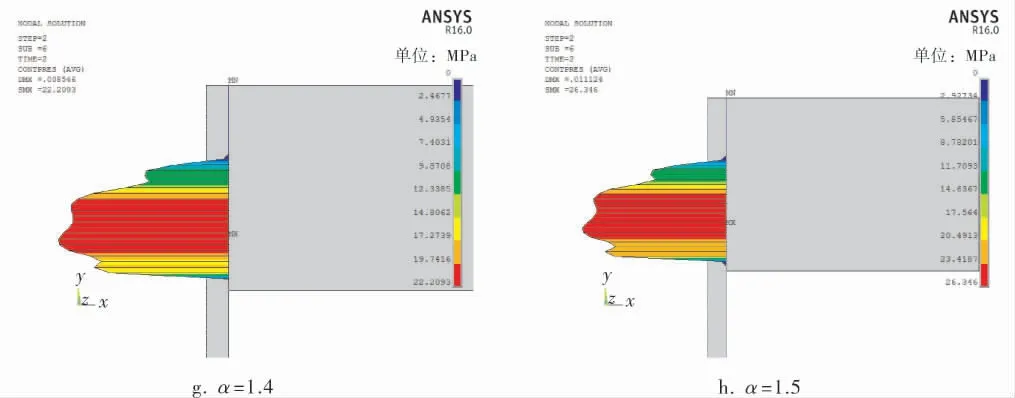
图5 不同系数α 下的残余接触压力分布

图6 残余接触压力随系数α 的变化
4.2 胀接长度有限元数值计算
4.2.1 计算方案
本节主要探究胀接压力p0一定时,胀接长度和残余接触压力之间的关系。 将胀接长度16mm设定为一初值,假设一个无量纲β:

式中 L——胀接长度,mm;
L0——初定胀接长度,mm。
采用此定义即可探究胀接长度的大小对残余接触压力的影响。
笔者将胀接长度设置为11.2~22.4mm, 并且每1.6mm 作为一个计算点,通过式(2)可以得到系数β 的计算范围(表2)。

表2 系数β 的计算范围
4.2.2 计算结果
根据4.2.1 节确定的计算方案, 使用数值分析软件ANSYS 中的时间历程模块先加载再卸载, 可以得到如图7 所示的计算结果。 从图7、8可以得出:胀接长度越长,残余接触压力也越大,薄管板和换热管间的密封要性能更好。 但是规范规定: 胀接开始区域至少要比焊缝长度大3mm,胀接长度受焊缝长度限制。 因此在实际工程中,余锅薄管板和换热管在胀接长度允许的情况下,胀接长度越长越好。


图7 不同系数β 下的残余接触压力分布
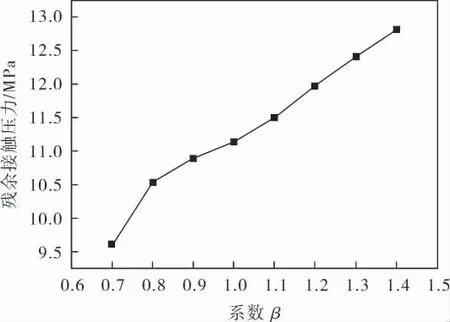
图8 残余接触压力随系数β 的变化
5 结束语
选用某在役管壳式余热锅炉的结构作为研究基础,探讨了在相同胀接长度下,不同胀接压力对余锅薄管板与换热管之间密封性能的影响;同时探讨了在相同胀接压力下,不同胀接长度对余锅薄管板与换热管间密封性能的影响。 通过比较分析, 在满足工程要求和经济性的情况下,应选择较大的胀接压力和胀接长度,保证胀接后残余接触压力越大,密封性能越佳,更好地避免缝隙腐蚀、应力腐蚀等现象,从而提高余热锅炉寿命。 同时在余锅薄管板和换热管胀接连接处设计时, 可参照笔者运用的数值分析方法进行计算,提供一组既经济又安全的胀接压力和胀接长度,为管壳式余热锅炉的设计提供一定的参考。
猜你喜欢
化工设备与管道(2021年4期)2022-01-19
建材发展导向(2021年20期)2021-11-20
石油化工设备(2021年4期)2021-07-21
化工机械(2021年2期)2021-05-18
科学家(2021年24期)2021-04-25
水泥工程(2020年4期)2020-12-18
化工机械(2020年5期)2020-11-14
动漫界·幼教365(大班)(2019年10期)2019-10-28
汽车电器(2016年7期)2016-12-02
载人航天(2016年4期)2016-12-01