热作模具激光表面淬火工艺与性能分析
2020-08-25 06:12皮华春赵中里薛勇杰
沈阳大学学报(自然科学版) 2020年4期
皮华春, 赵中里, 薛勇杰
(1. 中国中钢集团有限公司 科技创新部, 北京 100080; 2. 北京化工大学 机电工程学院, 北京 100029)
随着制造业的迅猛发展,模具已成为主要的成型工具,但因其形状复杂、易磨损,且价格昂贵,模具的使用寿命会直接影响产品质量及生产效率[1].由于模具钢所处的工况条件往往比较恶劣,在热成型工艺过程中,基体在高温下承受较大的冲击载荷、剧烈的摩擦以及高温氧化,常常会出现磨损、腐蚀、变形、崩裂等失效形式.模具的磨损和腐蚀本质上是模具表面组织的劣化,通过调整模具表面的组织或成分,可以有效地防止磨损和腐蚀.具有高淬透性、高韧性、优良抗热裂能力的H13热作模具钢通常用于制造热挤压模具、冲击载荷大的锻造模具、挤出模具及压铸模具等.对于H13热作模具钢而言,采用常规的表面硬化处理方式,在提高热作模具的硬度以及耐磨性能方面已经很难有所改变.目前,随着大功率激光器的出现,人们已经开始探索尝试利用激光表面淬火技术提高模具的使用寿命[2].激光表面淬火过程中,聚焦激光束并调整离焦量后直接照射材料表面,使之加热至奥氏体的转变温度,然后迅速移去激光束,加热区表面冷却自行淬火,由先前的奥氏体转变为马氏体,从而提高了模具的表面硬度和耐磨性,在一定程度上延长了模具的使用寿命.由于激光表面淬火的激光能量密度高,与其他常规热处理工艺相比,具有加热速度快、时间短,热影响区较小,工件几乎无畸变,加工过程快速、灵活等优点.此外,由于激光淬火是自冷淬火,无需冷却介质,无需真空条件,因此生产成本较低,拥有良好的经济效益和社会效益,也在一定程度上减小了对环境的影响[3].
本文对国内外有关激光表面淬火技术的文献进行梳理总结,目的是结合激光表面淬火后热作模具钢的表面性能,研究有关H13热作模具钢激光表面淬火处理表面强化问题,以及最佳激光工艺参数,进一步延长H13热作模具钢使用寿命.
1 激光表面淬火技术的应用分析
激光表面淬火与激光切割、激光焊接、激光熔覆等技术统称为激光加工技术,始于20世纪70年代.激光加工技术具有独特优势,几乎不破坏材料表面粗糙度,不需要冷却介质,是传统加工技术无法比拟的.因此该项技术受到世界各国政府、科研机构及制造企业的高度重视.随着大功率激光器的出现,许多国家纷纷制定关于激光技术发展战略和规划,并投入大量人力、物力来广泛开展相关研究和推广应用,使这项技术在短短的30多年内得到了飞速发展[4].
1.1 激光表面淬火的应用
激光表面淬火具有许多优点,例如淬火区域中的晶粒非常细小,并且对工件具有良好的均匀强化效果.其在提高机械产品的硬度、耐磨寿命等方面起着越来越重要的作用,可以很好地解决耐磨性差、硬度低、形状复杂零件的表面强化等问题.如对管子切割刀实施激光表面淬火后,刀锋硬度达到63~65HRC,使切管更稳定,效率同比提高了30%;对模具刃口实施激光表面淬火,与同等未处理的模具刃口相比,硬度提高了3~4HRC,使用寿命也有所提高.并且当淬火层深度大于0.5 mm时,变形量小于0.01 mm.此外,激光表面淬火还应用于机床导轨淬火、齿轮淬火、发动机曲轴的主轴颈和凸轮部位局部淬火,以及各种工具刃口的表面强化[5].
美国通用汽车公司于1974年首先将CO2激光器用于激光表面淬火,随后陆续建立了多条激光热处理生产线,日处理零件高达3万余件.该公司对易磨损的汽车转向器齿轮内表面用激光处理出5条耐磨带,克服了磨损问题,齿面基本没有发生变形,延长了转向器齿轮的使用寿命[6].在激光表面淬火方面,我国也在积极进行理论研究和实践应用,例如久恒光电技术有限公司采用半导体激光表面淬火装备对管道坡口机辊道面实施淬火处理,严格控制激光的扫描速度、扫描宽度和扫描轨迹,处理后表面硬度比感应淬火高2~3HRC,硬化层深度范围内硬度一致,表面没有熔化,且形变量小于0.05 mm,减小成本的同时有效提高了工作效率.河北共晶激光技术有限公司采用半导体激光器,对精密齿条进行激光表面淬火后,齿条硬度高、组织细密、位错密度高,且变形小,不破坏表面粗糙度,耐磨效果优良,配副性优良,经济效益显著.
1.2 激光表面淬火研究方向分析
目前,国内外激光表面淬火处理的研究方向主要集中在以下几个方面.
1) 在理论研究方面,大多数研究只计算温度和相变,却很少考虑相变结构分布和材料性质对相变后温度场的影响.随着计算机技术的发展和计算方法的改进,激光热处理理论正逐渐发展为预测淬火材料的性能和硬化层的深度.
2) 在光束传导系统功能部件研究方面,未来的发展趋势是提高大功率激光束聚焦光路系统和传输系统的性能等,包括大功率光路系统中电光调制器、监测系统以及驱动器的研究.
3) 在激光器光束模式的改进研究方面,未来的发展趋势是减小激光束发散角和超小功率气体激光器的研究等.
4) 在优化激光表面淬火工艺的研究方面,未来的发展趋势是进一步研究优化扫描工艺和参数计算的方法和模型,以便满足特定构件的结构和要求.
2 激光表面淬火技术的工艺与性能分析
H13热作模具钢的表面被一定能量的激光束照射,当加热到奥氏体的转变温度时材料仍处于冷态,并且材料与加热区之间存在陡峭的温度梯度.当不照射激光时,加热区将迅速冷却并发生马氏体相变,从而导致材料表面发生自冷淬火,从而获得相变硬化.
2.1 激光表面淬火技术的工艺分析
激光表面淬火工艺是激光表面淬火研究的关键领域之一[7],现阶段研究内容主要包括激光扫描方式和特定零件的特定扫描路径的设计.激光的扫描方式分为圆形、矩形光斑的窄带扫描和线形光斑的宽带扫描3种类型[8].对于窄带扫描,其硬化带的宽度与光斑尺寸相当.当需要大面积硬化时,逐步进行扫描的重叠部分会留下回火软化带,回火软化带硬度比较低,耐磨性能较差.为减少回火软化带造成的不良影响,研究人员发明了宽带扫描技术.宽带扫描技术可以将扫描焦点改变为线性点,从而显著增加扫描宽度,提高了扫描速度,宽带扫描宽度可大于10 mm,能有效解决回火软化带带来的不良影响.此外,激光表面淬火技术的研究内容还包括激光加工参数的选择和参数与材料表面硬化尺寸的关系等.
激光淬硬层的尺寸参数和性能参数主要取决于激光功率密度、扫描速度、材料的特性、搭接率和材料表面预处理情况等,同时也与被处理零件的几何形状以及激光扫描区的力学性能有关[9].在其他工艺因素不变的条件下,激光器输出功率、扫描速度和作用在材料表面的光斑尺寸等主要工艺参数的综合作用直接反映了激光表面淬火过程的保温温度及保温时间[10].
同时,不应忽略激光器参数的范围,例如扫描速度也不宜过低、光斑尺寸不宜过大,以防发生马氏体阶段相变失败的现象.当激光输出功率过大、扫描速度过低时,则容易引起表面熔化,导致模具表面粗糙度发生改变,直接影响到模具使用寿命.此外,扫描图案和硬化面积比、硬化带的宽度、光学电路系统和激光束的焦距都会影响到激光表面淬火的质量.
激光表面淬火是快速加热、快速冷却的过程.采用大功率激光束直接照射在材料表面,使得材料表面被扫描区域的温度急速升高,而不与材料表面产生直接接触的方式来满足人们对于常规热淬火无法满足的特定需求[11].进行激光淬火处理前,需要进行如材料表面除锈除油、表面粗糙度的检测、激光器的参数设置等前处理工作,具体操作流程如图1所示.
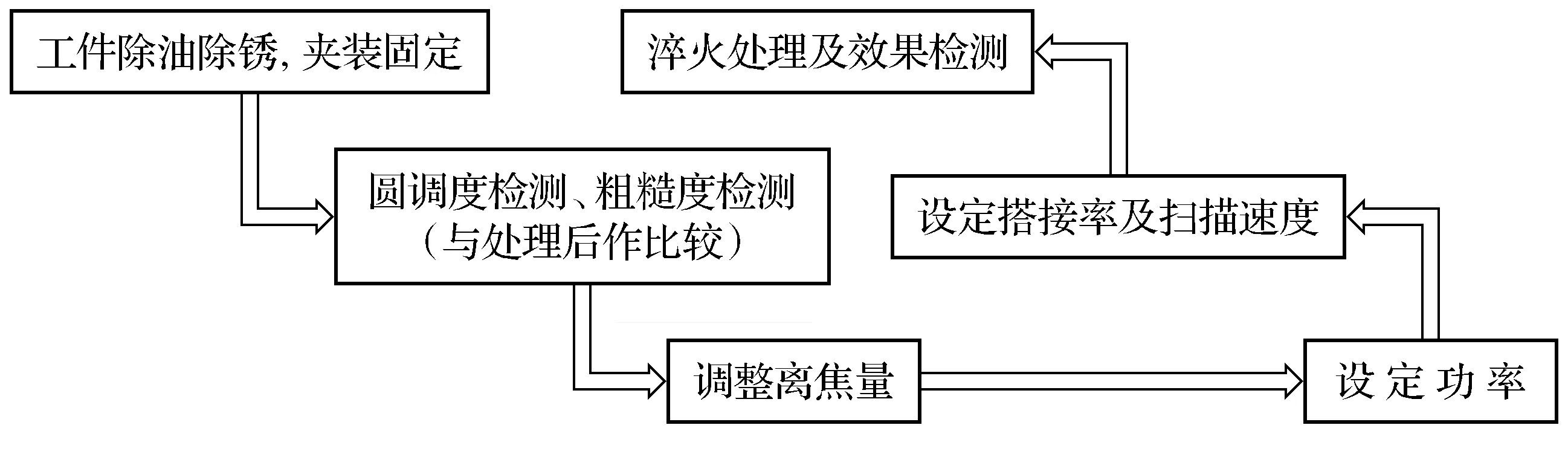
图1 激光表面淬火处理基本流程Fig.1 Basic process of laser surface quenching
2.2 常用激光器类型及参数分析
目前,国内外主要采用CO2激光器、YAG激光器以及半导体二极管激光器对热作模具进行激光表面淬火处理.采用传统的CO2激光器淬火,存在温度不能精确控制、激光能量密度波动性大、光斑不均匀等问题,造成材料表面产生熔融、气孔等缺陷,导致材料表面粗糙度增大,直接影响材料的使用寿命,增加生产成本.而半导体激光器具有体积小、重量轻、可靠性高、使用寿命长、功耗低等优点[12],特别是经半导体激光器表面激光表面淬火后工件表面粗糙度几乎没有改变,使得半导体激光器技术得到不断发展与革新,已逐渐在激光表面淬火领域取得主导地位.
在激光能量密度方面,结合了激光功率、扫描速度以及光斑尺寸的影响,优化了激光表面淬火参数.经过如下实验对比,确定激光表面淬火最佳参数组.
1) 采用半导体激光器,额定功率为3 kW,矩形光斑尺寸为4 mm×10 mm,波长为980 nm,焦距为150 mm.搭接率约为30%时,以800 mm·min-1的速度扫描.当淬火温度由1 200 ℃升至1 500 ℃时,淬硬层深度逐渐增加至550 μm;淬火温度为1 500 ℃时,硬度显著提高;以1 000 mm·min-1的速度扫描,当淬火温度由1 200 ℃升高至1 400 ℃时,淬硬层深度逐渐增加至510 μm;淬火温度为1 400 ℃时,硬化层的硬度高于从其他温度淬火的硬化层,并且在距表面0.4 mm处硬度最低.分析实验数据可得,提高H13热作模具钢耐磨性的最佳半导体激光表面淬火工艺参数为激光扫描速度800 mm·min-1、淬火温度1 500 ℃、搭接率30%[13].
2) 半导体激光器功率为6 kW,波长为915 nm,激光头与基板之间工作距离约285 mm,矩形光斑尺寸为5 mm×20 mm,功率由0.9 kW升至2.5 kW,扫描速度由2 mm·s-1升至8 mm·s-1.使用如上所示的具体参数组合,利用式(1)计算激光能量密度.分析实验数据可得最佳应用激光能量密度为62.5 J·mm-2[14].
(1)
式中:ρ为激光能量密度,J·mm-2;P为激光功率,W;v为扫描速度,mm·s-1;l为平行于激射方向的基板表面上聚焦激光光斑的尺寸,mm.
2.3 激光表面淬火的性能特征分析
本文从硬度和耐磨性能2方面来表征激光表面淬火.经过激光表面淬火处理后,H13热作模具钢的结构性能和力学性能发生了变化,主要表现出以下特征.
1) 硬度.与常规淬火相比,激光表面淬火具有更高的硬度.激光表面淬火后,在随后的加热过程中可以保持比常规淬火更高的硬度.
2) 耐磨性.激光表面淬火后,材料表面发生马氏体转变,晶粒细化和表面硬度增加,可大大提高材料的表面耐磨性.
3) 硬化层深度.当使用1 kW的激光进行扫描时,硬化层深度可达1 mm,采取一定措施后,硬化层深度可达2 mm.对热硬度要求比较高时,必须严格控制激光扫描速度和激光功率密度的变化,操作不当会导致材料表面出现熔化现象.
3 激光表面淬火存在的缺陷及改进方法
激光表面淬火是一种较好的热处理方法,有很多独特优势,是不少传统加工技术所无法比拟的.根据激光表面淬火研究中工艺参数及其联系,处理过程中可能会出现一些问题.
1) 材料表面烧损,表面组织粗大,有凹坑和变形.凹坑形成的主要原因是激光能量密度过大,使得金属表面吸收的能量增加.当温度升至熔点附近或超过熔点时,材料表面发生熔化,出现凹坑.这种情况可通过降低激光功率或提高扫描速度解决.
2) 材料表面热处理不足,硬化层太浅,表层组织不均匀.该问题可通过提高功率或降低扫描速度解决.
3) 激光表面淬火后材料表面出现细微裂纹.高能量激光束照射在金属材料表面时,需要准确控制扫描速度.扫描速度的变化影响着淬火后的表面特征,所以操作时选择合理的扫描速度,可避免淬火时材料快速升温、冷却造成热应力过大而产生裂纹的现象.
4) 激光表面淬火过程中,高能量激光束的光束中心加热速率和冷却速率都会高于光束边缘位置,因此会出现材料的硬化层深度不均匀现象.另一方面,当需要大面积硬化时,逐步进行扫描的重叠部分会留下硬度比较低的回火软化带.该问题可以通过选取矩形光斑、减少搭接次数来解决.
5) 当对材料表面进行激光吸收涂层或黑化处理时,不同的化学试剂也会对材料表面产生不同程度的影响.
4 结 论
H13热作模具钢经半导体激光表面淬火处理后,表面粗糙度几乎没有改变,形变量也近乎为零,可显著提高材料的表面硬度及耐磨性.与常规淬火相比,激光表面淬火处理后,材料表面硬化层更均匀、硬度更高,且可以根据模具形状在指定区域内进行淬火处理,可有效降低生产制造成本.本研究的主要结论如下.
1) H13热作模具钢经激光表面淬火处理后,得到的强化层组织分为3层,最外层为相变硬化层,中间层为回火层,心部为基体组织.
2) 激光表面淬火可以有效细化马氏体组织.相变硬化区主要由针状马氏体、残留奥氏体和细小碳化物组成.
3) 激光表面淬火作为模具生产的最后处理工序,需要保证淬火后模具表面质量,因此在保证材料表面不发生熔化的情况下选择合理的参数组以获取所需的表面性能.
猜你喜欢
制造业自动化(2022年9期)2022-10-03
模具制造(2022年6期)2022-07-26
大型铸锻件(2022年2期)2022-04-08
政工学刊(2021年12期)2021-12-22
炎黄地理(2017年10期)2018-01-31
公务员文萃(2014年7期)2014-09-21
汽车与新动力(2014年5期)2014-02-27
鸭绿江(2013年11期)2013-03-11
微型计算机·Geek(2009年3期)2009-12-11