刮板输送机张紧系统的智能化控制
2020-08-21 05:22卫贤涛
机械管理开发 2020年7期
卫贤涛
(山西煤矿机械制造股份有限公司, 山西 太原 030000)
引言
刮板输送机作为综采工作面的必需设备,承担着物料的运输任务,充当着采煤机导轨以及辅助液压支架推移的角色,该设备是实现工作面高产、高效生产的基础。刮板链作为刮板输送机的牵引机构,在实际生产中链条的张紧力处于动态变化,为保证链条不会出现掉链、卡链等事故的发生,需根据刮板链条张力的变化智能、自动地对刮板链条长度进行调整[1]。本文着重研究刮板输送机张紧系统的智能化控制,为提高综采工作面的生产效率和安全性奠定基础。
1 张紧系统组成与性能要求
刮板输送机张紧系统是刮板输送机系统的关键组成部分,其主要功能是对刮板链条的调整。张紧系统的性能直接决定刮板输送机的运输性能。刮板输送机张紧系统主要由伸缩机尾、电液控制单元以及自动张紧液压系统组成。其中,伸缩机尾由机尾架、链轮组件、推移机架、过渡槽、固定部分、推移液压缸等组成[2]。
自动张紧液压系统主要由液压油缸、液压阀、传感器以及其他控制阀组成。电液控制单元根据压力传感器和位移传感器所采集的数据由控制阀控制油缸及液压阀实现对刮板链条长度的调整。
张紧液压系统为刮板输送机张紧系统的关键分系统,根据实际生产中刮板链条张紧力的变化,由张紧系统通过液压系统的收缩阀(减压阀)控制液压油缸活塞进入有杆侧(进入无杆侧)完成伸缩和收缩动作。为保证张紧系统的性能,要求液压系统具有较高的效率、较高的功率利用率以及较大的调速范围和灵敏的调速性能等特点。结合实际生产的需求,要求自动张紧液压系统性能指标满足表1。
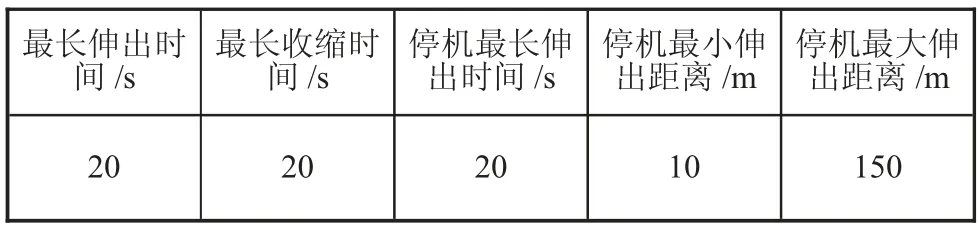
表1 张紧液压系统的性能指标要求
2 自动张紧液压系统的建模与仿真
2.1 自动张紧液压系统仿真模型
根据某型张紧液压系统液压元器件的参数,见表2,基于AMESim 软件搭建液压系统仿真模型。

表2 张紧液压系统液压元器件参数
根据表2 中的参数对AMESim 的模型对应元器件模型参数进行设置,并对刮板输送机伸出工况和收缩工况下活塞杆及液压缸无杆侧的压力进行仿真分析。
2.2 张紧液压系统仿真结果分析
根据仿真需求设置仿真时间为10 s,仿真步长为0.1 s。
2.2.1 伸出工况仿真分析
要求张紧液压系统液压缸无杆侧的压力低于设定压力值[3],因此,将液压缸无杆侧的压力设定为0,对其在伸出工况下活塞杆的速度和液压缸无杆侧的压力进行仿真分析,仿真结果如下页图1 所示。
如图1 所示,液压缸无杆侧的压力从0 均匀缓慢增大至150 bar(15 MPa),耗时长约为4.2 s,对应活塞杆的伸出速度迅速增大至0.056 m/s,并在无杆侧压力增大至设定压力150 bar后停止伸出。经仿真,在伸出工况下,活塞杆的伸出速度及无杆侧压力变化变化均匀。
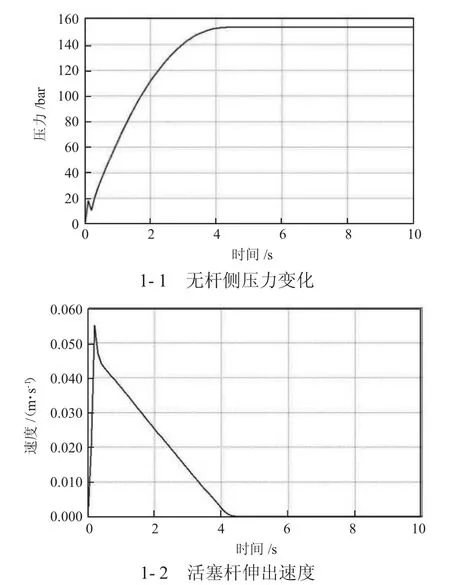
图1 伸出工况仿真结果
2.2.2 收缩工况仿真分析
要求张紧液压系统液压缸无杆侧的压力高于设定压力值,因此,将液压缸无杆侧的压力设定为250 bar(25 MPa),对其在收缩工况下活塞杆的速度和液压缸无杆侧的压力进行仿真分析,结果如图2 所示。

图2 收缩工况仿真结果
如图2 中活塞杆伸出速度所示,在刮板输送机收缩工况下活塞杆呈现收缩和伸出两个方面的运动。造成上述问题的主要原因为由于液压缸无杆侧的压力较高,使得乳化液被压缩,继而导致部分结构构件的弹性变形和管路膨胀,使得系统在3 s 内存在泄油和补油的往复动作,从而对系统造成冲击[4]。
综上所述,刮板张紧液压系统在伸出工况下的工作满足系统要求,而在收缩工况下会对系统造成冲击,进而影响刮板链条的使用寿命,降低刮板张紧系统的可靠性。
3 自动张紧智能控制系统的实现
经上文仿真分析可知,造成刮板张紧液压系统在收缩工况下出现振荡,继而对系统造成冲击的主要原因是其管路膨胀或机械构建弹性变形所导致的[5]。因此,需对张紧控制系统进行优化,确保其能够适应收缩工况下高压所导致的管路膨胀导致对系统造成冲击的问题。
3.1 张紧控制系统的优化
为解决刮板输送机张紧控制系统在收缩工况下的问题,采用遗传算法的PID 控制器对张紧控制系统进行优化。基于遗传算法对PID 控制器中积分系数、微分系数以及比例系数进行调整,最优化后的PID 控制器对电液比例换向阀和液压缸进行控制,最终达到最佳控制效果。
为能够减小系统在收缩工况下液压活塞杆的振荡和液压缸内的波动问题,基于遗传算法对PID 控制器中的系数进行优化整定,最终整定结果如下:比例系数Kp=0.54;积分系数Ki=0.59;微分系数Kd=0.67。
3.2 张紧控制系统的优化结果验证
在上文中搭建的AMESim 液压仿真模型中设定基于遗传算法所得的PID 控制器中的比例系数、微分系数和积分系数。设定仿真时长为5 s,仿真步长为0.05 s,液压缸无杆侧的初始压力值为250 bar,对刮板输送机在收缩工况下的活塞杆的收缩速度和液压缸无杆侧的压力变化进行仿真分析。仿真结果如下页图3 所示。
如图3 所示,经基于遗传算法对控制系统中PID 控制器的比例、积分、微分三个环节的参数进行优化后,在收缩工况下活塞杆的收缩速度明显减小,且速度波动幅度也得到明显减小;与此同时,液压缸无杆侧压力波动范围而也明显减小。最终,液压缸无杆侧的压力维持在148 bar(14.8 MPa)左右,平衡耗时3.4 s。
综上所述,PID 控制参数经遗传算法优化后控制系统的超调量明显较小,而且有效解决了在收缩工况下对系统造成冲击的问题。
4 结论

图3 张紧控制系统优化后收缩工况仿真结果
1)刮板输送传统张紧控制系统在伸出工况下的控制性能能够满足系统要求,而在收缩工况下容易对系统造成冲击;
2)基于遗传算法对PID 控制器中的比例、积分、微分环节系数进行优化,优化结果为比例系数Kp=0.54;积分系数Ki=0.59;微分系数Kd=0.67;
3)张紧控制系统经优化后,系统的冲击问题得到明显控制,为刮板输送机张紧系统的智能化控制奠定基础。
猜你喜欢
设备管理与维修(2022年11期)2022-09-11
沈阳理工大学学报(2022年3期)2022-08-11
机械管理开发(2022年1期)2022-03-24
中国金属通报(2021年21期)2021-11-19
建材发展导向(2021年6期)2021-06-09
矿山机械(2021年3期)2021-03-25
中国设备工程(2018年15期)2018-08-08
山东工业技术(2015年1期)2015-03-16
中国新技术新产品(2014年12期)2014-11-16
中国新技术新产品(2014年1期)2014-11-16