
提高轻型载重子午线轮胎老化耐久性能的结构优化设计
2020-08-04 08:38余本祎蔡莹莹
轮胎工业 2020年10期
余本祎,邢 程,蔡莹莹
(佳通轮胎中国研发中心,安徽 合肥 230601)
轮胎老化是其失效的主要原因之一,对于轻型载重(LT)类大规格轮胎,若使用环境温度较高、日照时间较长,则更容易出现轮胎老化后耐久性能差的问题。美国国家公路交通安全管理局(NHTSA)对轮胎老化耐久性能进行了近15年的研究,目前已经确定了其合适的室内测试方法。
国家橡胶轮胎质量监督检验中心在2016年开展了“汽车轮胎老化测试项目的研究”,邀请国内轮胎企业一起开展同等条件下国内外品牌轮胎老化耐久性能对比分析。研究结果表明:国内品牌轮胎的老化耐久性能与国际行业标杆品牌轮胎存在一定差距;国内品牌轮胎老化后的拉伸强度和拉断伸长率都明显下降,相比国际行业标杆品牌轮胎差距较大。
本工作分析轮胎老化机理,通过轻型载重子午线轮胎的结构优化设计提高其老化耐久性能,并试制成品轮胎进行试验验证。
1 轮胎老化机理分析
与普通的轮胎耐久失效相比,轮胎老化耐久失效现象和成因都有一定差别,主要体现在以下3个方面。
1.1 化学老化是轮胎老化失效的主要原因
轮胎实际使用过程中,有很多因素都会导致轮胎性能下降,但从机理上主要可以分为化学老化和机械老化两种。
若仅使用长时间的转鼓测试(机械老化)来模拟轮胎老化,轮胎性能下降不明显。通过收集市场上旧轮胎发现,不仅正常行驶多年的轮胎发生老化而出现性能下降的问题,实际上未使用过的备胎老化情况也很严重,性能下降程度仅略低于正常行驶的轮胎(为其70%~80%)。因此可以得出:对于轮胎老化,化学老化占主要部分,行驶里程不是关键影响因素,车辆类型、臭氧、湿度及路况对带束层的损坏等影响因素也不是主要因素,影响轮胎老化程度的关键因素是环境温度和轮胎类型。
1.2 老化对胶料和材料性能的影响
老化时间的延长会使胶料的模量、硬度、含氧量和交联密度都有增大的趋势,但是拉伸强度、拉断伸长率、剥离力和弯曲特性会随着时间的延长而降低。
为对比轮胎老化前后胶料性能的变化,我公司进行了大量的物理性能测试。结果表明,老化使轮胎胶料的硬度和刚度增大,强度大幅下降,恢复形变的能力也降低,老化后轮胎进行室内耐久性试验,发生损坏的部位多为胎侧和胎圈。分析认为,胎侧胶和胎体帘布胶的硬度和刚度大幅提高,同时三角胶的强度大幅下降,可能对轮胎的耐久性能影响较大,即老化后轮胎胶料和帘线变硬、变脆,对轮胎耐久性能产生不利影响。
1.3 不同类型的轮胎性能下降幅度不同
抽取不同规格、不同类型的轮胎,对比老化前后轮胎的室内耐久性能(每个规格抽取4条轮胎,2条老化前进行测试,2条老化后进行测试)。试验方法为:轮胎先充入氮氧(体积比为1/1)混合气体,然后在65 ℃的烘箱中老化5周,且每周更新混合气体;老化试验结束后,参考FMVSS 139—2005《低气压耐久性能试验方法》在转鼓试验机上进行试验,直至轮胎损坏为止,若试验达到200 h轮胎还未损坏,则手动停机,试验结束。不同规格轮胎老化耐久性试验结果如表1所示。
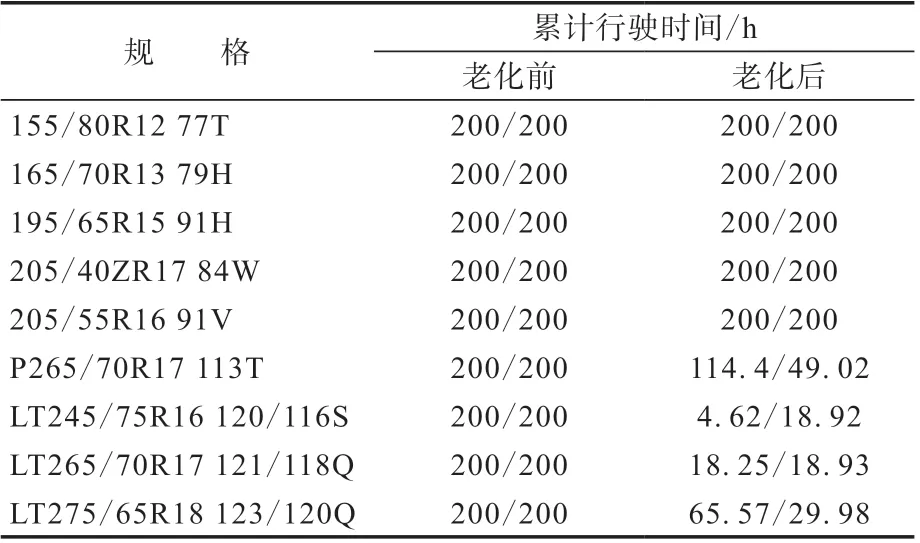
表1 不同规格轮胎老化耐久性试验结果
从表1可以看出:规格和负荷较小的轮胎,老化前后轮胎耐久性能基本没有变化;规格和负荷较大的轮胎,老化后轮胎在低气压耐久性试验中累计行驶时间大幅缩短,多数轮胎损坏情况为肩部和冠部开裂或掉块(占70%),其他为胎圈起鼓(占30%)。由此可以判断,老化耐久问题主要表现在大规格、高负荷轮胎上,LT类轮胎表现更为明显,普通轿车轮胎则表现较好。
2 结构设计优化
2.1 气密层
耐久性试验与氧扩散能力有很大的相关性,充入的气体通过扩散而引起胶料氧化降解和轮胎胎体内部压力升高,是室内试验和道路行驶过程中引起带束层边缘脱层进而产生破坏的重要因素。对轮胎室内耐久性试验而言,充气压力损失率较低的轮胎具有非常好的耐久性能。
在气密层胶中使用溴化丁基橡胶[1-2]替代天然橡胶,可提高胶料老化后性能,气密层的透气率随着胶料中溴化丁基橡胶含量的增大而显著减小。为提高气密层的保气性能,还可以考虑增大气密层厚度或者增加肩部胶条。
2.2 胎圈
轮胎在行驶过程中,因受到负荷、制动力、驱动力和横向力等作用,会导致轮胎某一部位受力较大。通过有限元模拟分析发现,胎圈部位所受的应力较大。现有轮胎结构设计技术在胎圈部位会聚集大量的端点,包括帘布层反包端点、胎圈耐磨胶端点、胎圈包布端点、三角胶端点和增强层端点等。
胎圈部位的端点使其应力集中明显,生热较大,会导致帘布与橡胶粘合性能下降,不利于轮胎的耐久性能。在实际使用过程中,则表现为轮胎胎圈部位脱层,严重时影响汽车行驶的安全性。通过降低三角胶高度和调整帘布层端点高度,可以减小胎圈应力集中。图1示出了设计方案优化前后胎圈部位应力的有限元分析结果。
通过本次研究可以看出,凶险性前置胎盘患者相对于普通前置胎盘患者来说,面临的威胁更大,可能导致的不良妊娠结局与不良新生儿结局的概率更高。另外,在一般资料对比中我们可以看出,高龄产妇、孕次和产次较高的产妇其发生凶险型前置胎盘的可能性更大,因此,临床上对于此类前置胎盘产妇要给予特别关注。
从图1可以看出,与优化前轮胎相比,优化后轮胎胎圈处剪切应力较小。
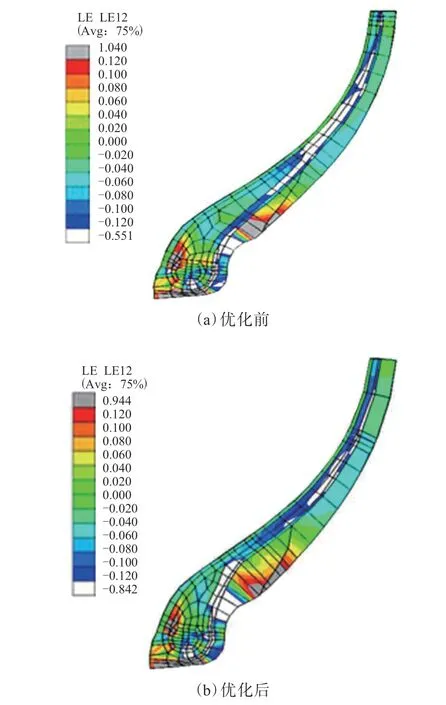
图1 胎圈部位结构优化前后应力有限元分析结果
2.3 带束层
分析老化耐久轮胎的损坏位置发现,损坏大多由带束层端点开始,然后分离1#和2#带束层,最终导致轮胎肩部损坏。而带束层端点的主要材料是带束层边胶[3],胶片贴合在1#和2#带束层间。
采用有限元方法分析带束层边胶厚度对带束层端点应力的影响,结果表明增大带束层边胶厚度有利于提高肩部耐久性能。
图2示出了带束层边胶厚度对轮胎肩部剪切应力影响的有限元分析结果。
从图2可以看出,带束层边胶厚度为1.6 mm的轮胎肩部剪切应力明显小于带束层边胶厚度为0.8 mm的轮胎。

图2 带束层边胶厚度对轮胎肩部剪切应力影响的有限元分析结果
3 成品轮胎性能
3.1 外缘尺寸
按照GB/T 521—2012《轮胎外缘尺寸测量方法》测定轮胎充气外缘尺寸。安装在标准轮辋上的成品轮胎在标准充气压力下,原方案和优化方案轮胎的充气断面宽分别为272.0和270.0 mm,充气外直径分别为808.0和809.0 mm,均符合国家标准要求(充气断面宽为257.0~280.0 mm,充气外直径为793.0~815.0 mm)。
3.2 脱圈阻力
按照GB/T 4501—2016《载重汽车轮胎性能室内试验方法》测定轮胎脱圈阻力。结果表明,原方案和优化方案轮胎的脱圈阻力分别为36 892和36 116 N,均符合国家标准要求(不小于11 120 N)。
3.3 强度性能
按照GB/T 4501—2016进行轮胎强度性能测试,试验条件为:压头直径 63 mm,充气压力410 kPa。试验结果表明,原方案和优化方案轮胎的最小破坏能分别为1 891和1 626 J,均符合国家标准要求(不小于972 J)。
3.4 高速性能
高速性能试验先按照GB/T 4501—2016进行,达到国家标准要求后,再按企业标准继续进行试验,直至轮胎损坏为止,试验条件和试验结果如表2所示。
从表2可以看出,原方案和优化方案轮胎的高速性能均符合国家标准和企业标准的要求,优化方案轮胎的高速性能优于原方案轮胎。轮胎高速行驶过程中,离心力逐渐增大,胎冠温度持续升高,胶料老化、性能下降,导致胎冠崩花掉块。

表2 轮胎高速性能试验条件和结果
3.5 老化耐久性试验
老化耐久性能的验证参考NHTSA烘箱老化测试方法,先对轮胎进行烘箱老化[老化气体 氧气和氮气混合气体(体积比为1/1),充气压力550 kPa(100%胎侧压力),温度 (65±2.0) ℃,时间 35 d,气体补充频率 每周取出轮胎并更换气体],以模拟轮胎在正常使用多年后轮胎性能下降的情况,该条件可以模拟轮胎使用4年后的情况。
轮胎烘箱老化结束后,进行室内耐久性试验,试验条件见表3。

表3 轮胎耐久性试验条件
轮胎老化后耐久性试验结果表明:原方案轮胎累计行驶时间为37.8 h,总行驶里程为4 536 km,胎面花纹掉块时试验终止;优化方案轮胎累计行驶时间为200 h,总行驶里程为24 000 km,试验结束时轮胎外观完好,无损坏,但无损检测机检测发现带束层端点有气泡。
从损坏现象上看,原方案轮胎胎面花纹掉块,通过切割断面可以看到轮胎内部已经出现了带束层间的脱离(见图3)。分析认为:烘箱老化过程中橡胶与氧气加速反应,能快速模拟轮胎在自然使用条件下橡胶性能下降的过程;轮胎带束层端点为胎面胶与胎侧胶汇集处,烘箱老化过程导致胶料性能下降,且带束层端点本身是轮胎应力集中的位置,因此轮胎老化后进行耐久性试验,一般都是带束层端点先损坏,然后导致胎面花纹掉块。这种损坏现象是典型的老化后耐久损坏。

图3 老化后耐久性试验结束后原方案轮胎断面
优化方案轮胎累计行驶200 h后外观依然完好,无损检测机检测发现带束层端点有气泡。分析认为:在轮胎行驶过程中,带束层不断发生变形,导致带束层端点不停地产生剪应变,会造成带束层端点的钢丝帘线与橡胶之间产生小缝隙;轮胎无损检测时周围环境抽真空,导致轮胎内部的缝隙因为压力的作用膨胀变大,再通过X光照射检查时有缝隙的地方会以气泡的形式展现出来。
图4示出了优化方案轮胎无损胎冠照片。带束层端点缝隙在耐久性试验中很常见,并不属于严重的损坏。优化方案轮胎的老化耐久试验时间比原方案轮胎延长5倍以上。

图4 优化方案轮胎无损冠部照片
4 结语
分析轮胎老化机理,通过优化轻型载重子午线轮胎的结构设计提高其老化耐久性能,并试制成品轮胎进行试验验证。通过采取增大气密层厚度、调整胎圈区域各部件的应力分布以及增大带束层边胶厚度等优化措施,可以大幅提高轮胎的老化耐久性能,同时轮胎的充气外缘尺寸、强度性能、脱圈阻力和高速性能均能满足国家标准和企业标准要求。
猜你喜欢
橡胶工业(2022年7期)2022-07-19
数学物理学报(2022年2期)2022-04-26
轮胎工业(2020年1期)2020-07-28
轮胎工业(2020年7期)2020-03-01
轮胎工业(2020年12期)2020-02-28
中学生数理化·教与学(2019年8期)2019-09-18
橡塑技术与装备(2018年5期)2018-03-17
北京信息科技大学学报(自然科学版)(2016年6期)2016-02-27
橡胶工业(2015年10期)2015-08-01
橡胶科技(2015年2期)2015-07-30
