
轻型载重轮胎聚酯帘线胎体帘布胶的配方优化设计
2020-08-04 08:38姚舫
轮胎工业 2020年10期
姚 舫
(徐州徐轮橡胶有限公司,江苏 徐州 221011)
相较于锦纶帘线,聚酯帘线具有形变小、模量高的特性[1],可适用部分规格的轮胎。尤其对于轻型载重轮胎,要求其在行驶过程中胎体变形小,安全性和耐久性能良好,使用寿命长。因此,对于轻型载重轮胎来说,聚酯帘线是非常理想的骨架材料[2]。
我公司生产的部分轻型载重轮胎在市场上出现胎体早期脱空和帘布脱层现象[3-4]。为了解决这一问题,本工作对轻型载重轮胎胎体帘布胶的配方进行优化,以提高胎体帘布胶与聚酯帘线和胎面胶的粘合力,降低胎体生热,从而提高轮胎的高速性能。
1 实验
1.1 主要原材料
天然橡胶(NR),STR20,泰国产品;丁苯橡胶(SBR),牌号1502,中国石油抚顺石化分公司产品;顺丁橡胶(BR),牌号9000,南京扬子石化有限公司产品;炭黑N330和N660,河北龙星化工有限公司产品;增粘树脂,聊城宝和化学科技有限公司产品;增粘剂,淄博鑫乐化工有限公司产品。
1.2 配方
胎体帘布胶优化试验配方和生产配方见表1。
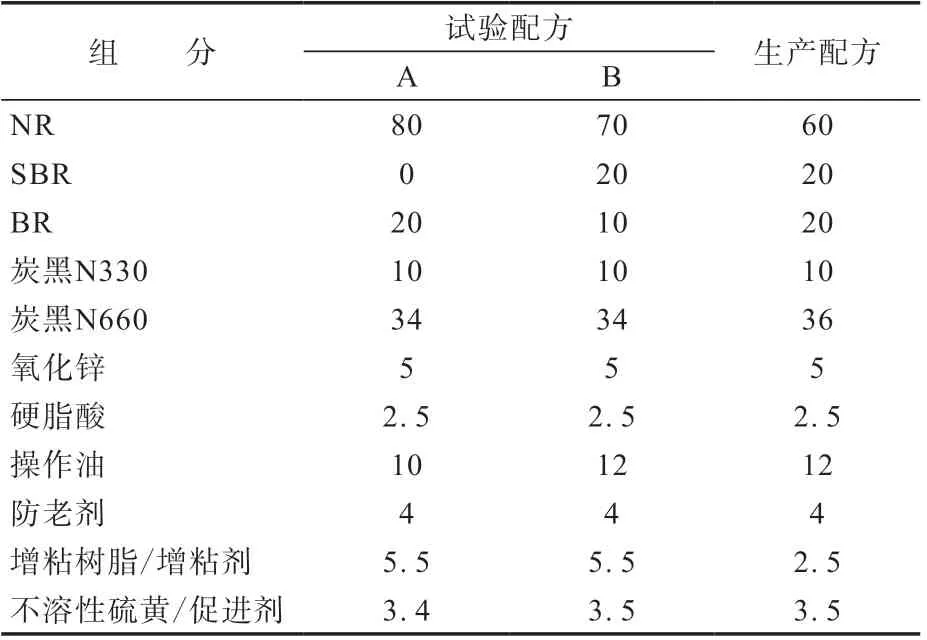
表1 配方 份
与生产配方相比,试验配方中优化了生胶体系,调整了补强体系炭黑N660用量,增大了增粘体系用量。
1.3 主要设备和仪器
XSM-1.5型智能实验室密炼机,青岛科高橡塑机械技术装备有限公司产品;F370型和GK270型密炼机,大连橡胶塑料机械股份有限公司产品;25 t平板硫化机,上海第一橡胶机械厂产品;MDR2000型无转子硫化仪,优肯科技股份有限公司产品;TCS-2000型伺服控制电脑拉力试验机和GT-RH-2000型压缩生热机,高铁检测仪器有限公司产品。
1.4 试样制备
小配合试验胶料采用两段混炼工艺,均在小型智能实验室密炼机中进行。一段混炼初始转子转速为50 r·min-1,混炼工艺为:生胶、氧化锌和硬脂酸等小料→压压砣(25 s)→转子转速降为45 r·min-1→炭黑→压压砣(20 s)→提压坨→压压砣(20 s)→提压砣(15 s)→操作油→压压砣(20 s)→提压砣(10 s)→压压砣→排胶(165 ℃)。二段混炼转子转速为20 r·min-1,混炼工艺为:一段混炼胶→混炼10 s→压压砣(15 s)→提压坨→硫黄和促进剂→压压砣(20 s)→提压坨(5 s)→压压砣→排胶(103 ℃)。
大配合胶料采用两段混炼工艺。一段混炼在F370型密炼机中进行,初始转子转速为50 r·min-1,混炼工艺为:生胶、氧化锌和硬脂酸等小料→压压砣(25 s)→转子转速降为45 r·min-1→炭黑→压压砣(25 s)→提压坨→压压砣(20 s)→提压砣(15 s)→操作油→压压砣(20 s)→提压砣(10 s)→压压砣→排胶(165 ℃)。二段混炼在GK270型密炼机中进行,转子转速为20 r·min-1,混炼工艺为:一段混炼胶→混炼10 s→压压砣(15 s)→提压坨→硫黄和促进剂→压压砣(20 s)→提压坨(5 s)→压压砣→排胶(103 ℃)。
胶料在平板硫化机上硫化,硫化条件为143℃/10 MPa×40 min。
1.5 性能测试
各项性能均按相应的国家标准进行测试。
2 结果与讨论
2.1 小配合试验
小配合试验结果如表2所示。
从表2可以看出:试验配方A和B胶料的H抽出力由生产配方胶料的193.7 N分别提高至240.2和231.6 N,分别提升了24%和20%;覆胶率也由生产配方胶料的71%分别提高到84%和81%,压缩温升由生产配方胶料的30.5 ℃分别下降至24.5和26.7℃,拉伸强度和拉断伸长率较生产配方胶料都有所提升。试验配方A和B胶料的老化后综合性能也优于生产配方胶料。
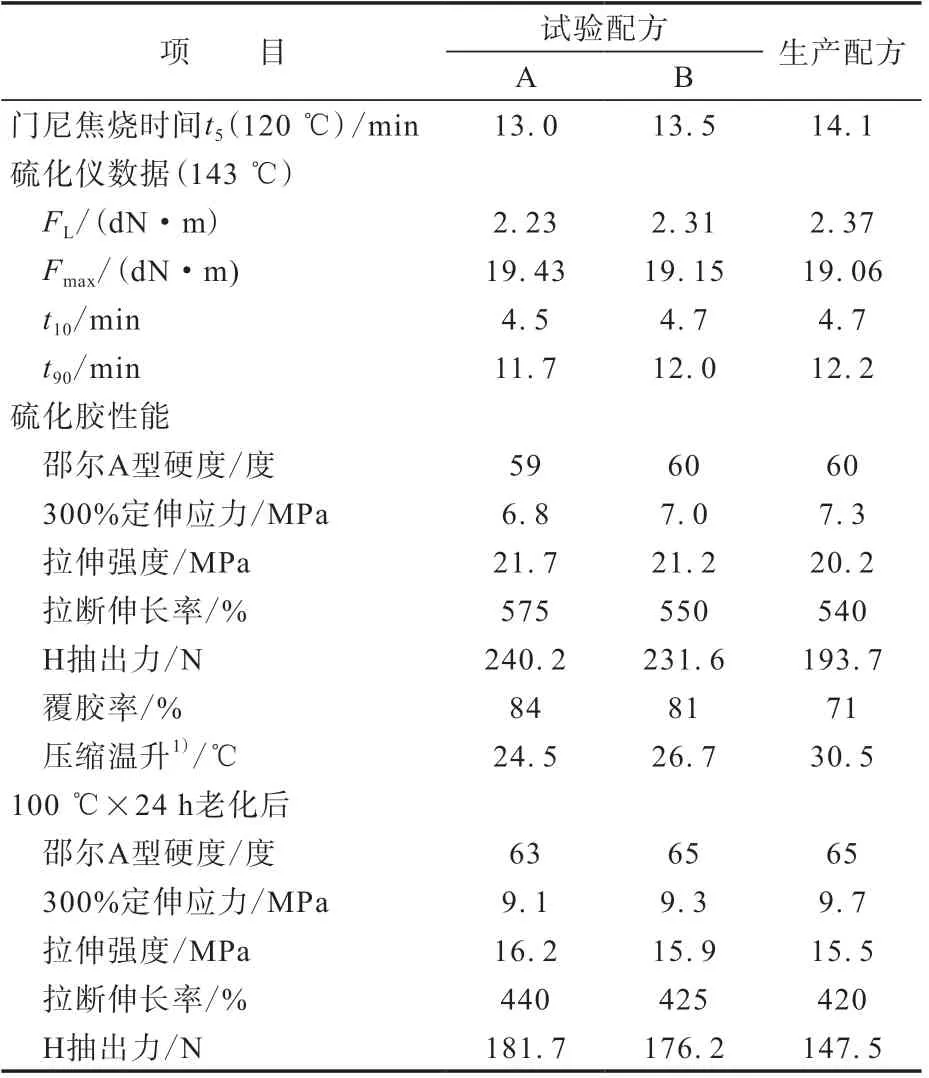
表2 小配合试验结果
综合考虑,选取试验配方A进行大配合试验。
2.2 大配合试验
考虑到胶料在加工过程中的安全性,在进行大配合试验时在试验配方A中加入0.2份防焦剂CTP,试验结果如表3所示。
从表3可以看出,大配合试验结果与小配合试验结果基本一致,试验配方胶料的H抽出力和覆胶量均高于生产配方胶料,而压缩温升明显低于生产配方胶料。
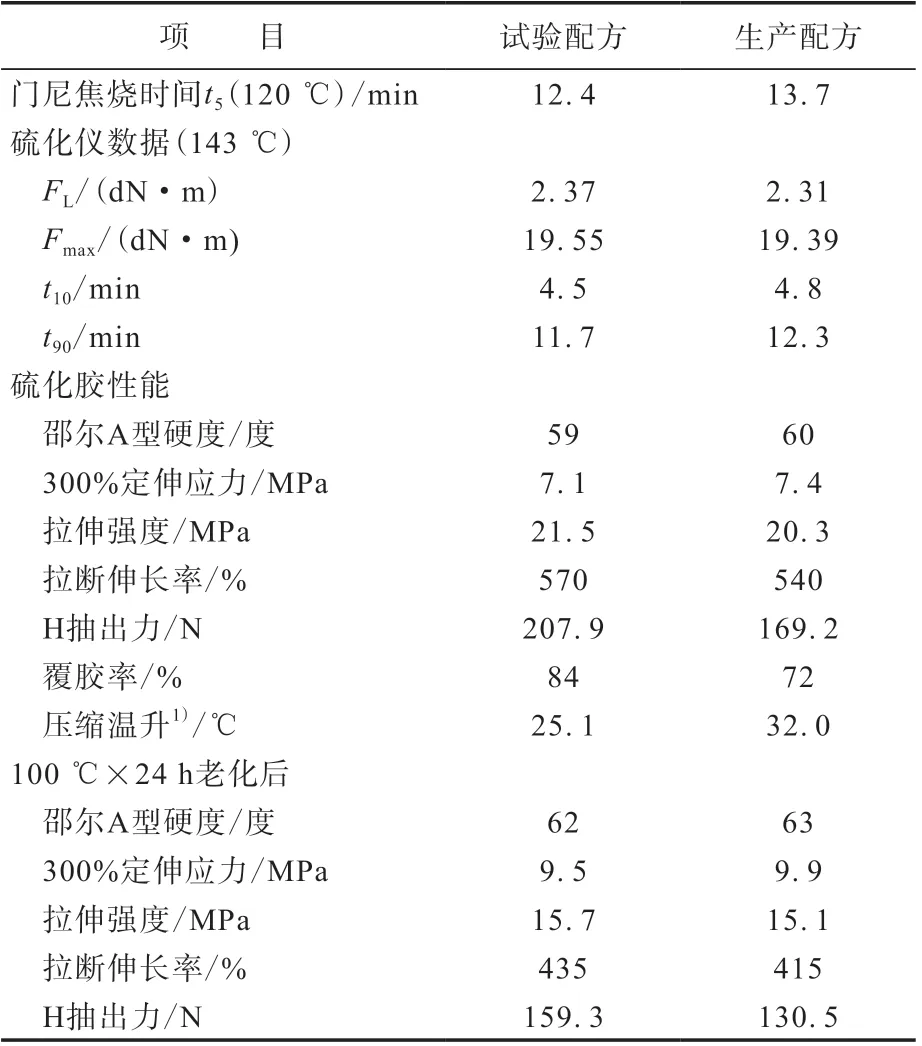
表3 大配合试验结果
2.3 成品轮胎高速性能
采用试验配方A和生产配方胎体帘布胶制备6.50-16-10T2轻型载重轮胎,成品轮胎的胎体粘合力试验结果如表4所示。
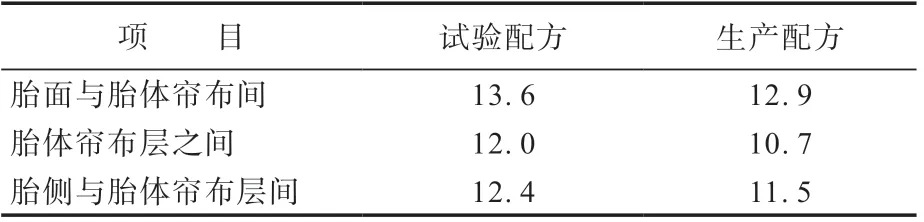
表4 成品轮胎胎体粘合力试验结果 kN·m-1
从表4可以看出,试验配方成品轮胎的胎体粘合性能明显优于生产配方成品轮胎。
成品轮胎室内高速性能试验结果见表5和6。
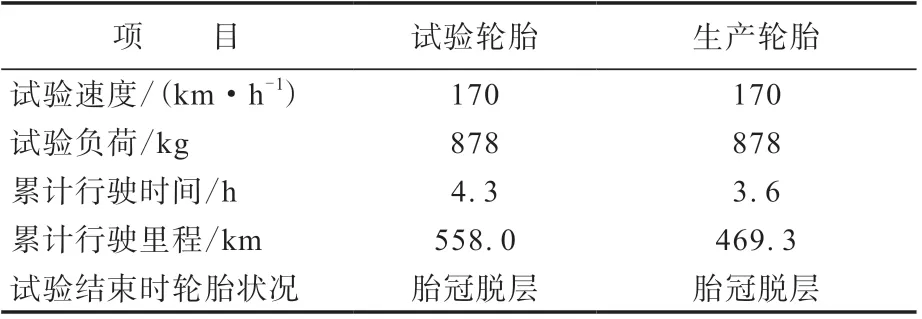
表5 成品轮胎室内高速性能试验基本数据
从表5和6可以看出:试验轮胎胎肩部位在各试验阶段的生热较生产轮胎平均下降12 ℃;试验轮胎的高速性能试验累计行驶时间由生产轮胎的3.6 h延长至4.3 h,时间延长19%,高速性能显著提高。
将试验轻型载重轮胎投放市场,经过近2年的市场验证,轮胎未出现胎体早期脱空、帘布脱层等质量问题。
3 结语
通过对聚酯帘线胎体帘布胶的配方优化,我公司轻型载重轮胎的胎体粘合性能和轮胎高速性能显著提升,产品质量明显提高,减小了轮胎退赔率,有效提高了公司轻型载重轮胎在市场上的占有率。
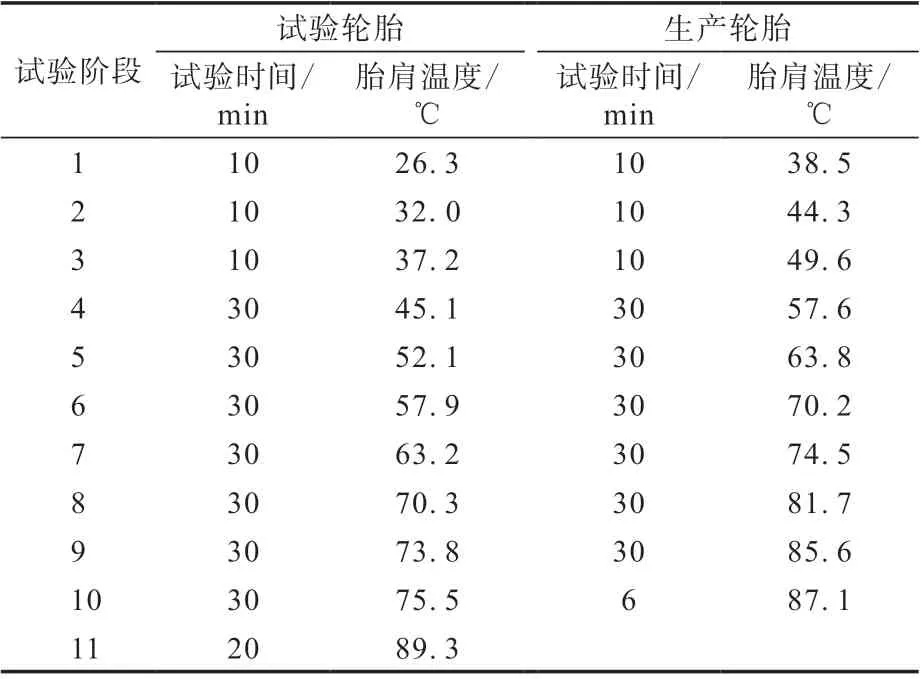
表6 成品轮胎高速性能试验胎肩部位升温情况
猜你喜欢
轮胎工业(2022年7期)2022-11-25
轮胎工业(2022年2期)2022-07-19
轮胎工业(2020年7期)2020-07-19
中国金属通报(2020年4期)2020-07-04
天然气工业(2020年1期)2020-04-10
轮胎工业(2020年11期)2020-03-01
钻探工程(2019年1期)2019-02-13
橡胶科技(2016年10期)2016-07-30
专用汽车(2016年9期)2016-03-01
橡胶工业(2015年5期)2015-08-29
