
等参数直齿及弧形齿磨盘对纤维切断的研究
2020-07-23 11:16:20董继先郭西雅杨瑞帆乔丽洁段传武
中国造纸学报 2020年2期
刘 欢 董继先,* 罗 冲 郭西雅 杨瑞帆 乔丽洁 祁 凯 段传武
(1.陕西科技大学机电工程学院,陕西西安,710021;2.中国轻工业装备制造智能化重点实验室,陕西西安,710021;3.河南卷烟工业烟草薄片有限公司,河南许昌,461100)
盘磨机是制浆造纸工业用于改善纤维及浆料性能的重要设备。磨浆过程中,浆料从进料口喂入由定盘及动盘组成的沟槽型旋转磨区内,其受到磨齿的剪切及压缩、纤维与纤维间的摩擦等复杂的机械作用,使得纤维形态及浆料性能发生改变,如纤维内部细纤维化、外部细纤维化、细小纤维产生、纤维切断、纤维卷曲及校直等[1-5]。
纤维切断是磨浆过程中,由于磨齿与纤维之间的剪切、纤维与纤维之间的摩擦造成纤维发生横向断裂的现象,如图1和图2所示。从早期的文献中发现,低浓磨浆时,纤维的切断直接源于磨齿与纤维接触过程中,“刀”与“刀”交错所形成的“剪刀”的剪切作用[6],这里的“刀”即为磨齿。但在磨浆过程中,纯剪切作用几乎不存在,磨齿对纤维施加的作用以应变的形式在多根纤维间传递,几乎不存在磨齿对单根纤维的直接剪切作用[7]。由于磨浆是磨齿对纤维重复施加应力的作用,可理解为疲劳破坏是磨浆过程中纤维形态改变的原因[8-9]。Olsen等[10]认为,纤维切断不是疲劳破坏,在高强度磨浆过程中,对浆料施加更多的能量会使得纤维切断的比例增加,纤维切断的发生并不需要临界的冲击次数。因此,磨浆过程中,可认为纤维切断是磨齿交错剪切与冲击疲劳破坏共同作用的结果。

图1 纤维切断示意图

图2 低浓磨浆过程纤维切断扫描电镜图
实际磨浆过程中,影响纤维切断的参数主要有磨盘间隙、磨盘转速及齿型参数等。在恒定磨盘间隙及磨盘转速情况下,磨盘齿型结构对纤维形态的影响较大。弧形齿及直齿磨盘是常见的两种磨盘,在实际磨浆过程中应用相对广泛,等参数的直齿及弧形齿磨盘的磨浆特性需要进一步探究。Kenichi等[11]发现,若直齿磨盘磨齿倾角为10°,则动盘磨齿与定盘磨齿的交错角一般在15°~40°变化,平均角度为30°。磨齿交错角的变化,会造成磨区内纤维流动不稳定或浆层阻断,使得磨区不同位置所磨浆料质量不均匀;从理论上讲,弧形齿磨盘由于磨齿带有一定的弧度,可在一定程度上解决磨齿交错角变化较大的问题,尤其是对数螺旋线磨齿,可使磨浆过程磨齿交错角恒定,理论上磨浆质量更加均一,但其数学分析及实验研究均需进一步开展。
国内外研究人员对弧形齿的研究持不同的观点,Andritz公司提出的MDF螺旋线磨片及LemaxX系列磨片均采用螺旋线弧形齿设计,保证了磨齿交错的稳定性,保证了浆料质量的稳定[12]。蒋思蒙等[13-15]均对弧形齿磨盘有一定研究,认为弧形齿对纤维的切断作用较弱,但其实际磨浆效果还有待于实验检验。Dong等[16]通过数值模拟发现,弧形齿磨区浆料流速分布较均匀,有利于浆料质量的提升。Georges等[17]认为螺旋齿型磨片可使磨浆质量均一稳定、磨浆效率较高,这一观点有待于进一步深入商榷。
本研究对等参数的等距直齿及弧形齿磨盘进行了磨浆实验,综合分析两者对纤维的切断性能,探究了弧形齿及直齿磨盘对纤维的切断机理,对促进磨盘的设计及选型具有积极意义。
1 实验
1.1 设备及流程
本实验选用漂白硫酸盐桉木浆板作为实验浆料,将其浸泡4 h后利用疏解设备进行疏解,并将其浓度调至3%。实验采用MD3000单盘磨浆机,如图3(a)所示,对等距直齿及弧形齿磨盘(见图3(b))在恒定转速下(1460 r/min)进行磨浆实验。这两种磨盘具有相同的磨齿倾角及相关齿型参数,且直接由南通华严铸造有限公司通过数控机床加工成型。
实际生产中多用分段磨浆来反映磨浆机对浆料的处理次数及处理时间,并通过几段磨浆使浆料达到质量要求。实验通过MD3000单盘磨浆机在恒定转速下对浆料进行循环磨浆,用循环时间代替实际生产中的段数。经合理设计,对磨盘间隙为0.1 mm时的浆料进行间隔取样发现,约每2 min浆料循环1次,即相当于生产中的1段磨浆。随着磨浆时间的进行,共取10个(相当于10段磨浆)样本浆料,运用纤维质量分析仪(Valmet,Espoo,芬兰)分析纤维平均长度,探究不同磨浆时间下两磨盘对纤维的切断情况。
1.2 直齿及弧形齿磨盘表征参数
在磨浆过程中,磨浆强度是影响磨浆效果的重要参数,其表现形式有比能量消耗(SRE)、比边缘负荷(SEL)、比表面负荷(SSL)及C因子理论中的冲击强度等。磨浆强度较高表示对纤维的冲击频率较小,但冲击强度较大,有利于纤维的切断;而磨浆强度较低表示对纤维的冲击频率较大而冲击强度较小,有利于纤维的分丝、帚化。刘欢等[18]认为,磨浆过程中机械强度可分为基于SEL的磨浆强度、基于磨齿交错的磨浆强度等。磨齿表征参数综合表征磨齿对浆料的冲击能力,可分为基于剪切边缘长度(CEL)的表征参数及基于磨齿交错的表征参数。
在相同磨浆条件下,磨齿表征参数越大,磨浆强度越小,越有利于减少对纤维的切断,增强纤维的分丝帚化效果。本实验基于SEL理论分析等参数的弧形齿及直齿磨盘的磨浆强度。TAPPI标准TIP 0508-05(1994)[19]对直齿磨盘的CEL计算进行了规定,其表达式为:

图3 MD3000单盘磨浆机(a)及实验用磨盘(b)

式中,RI、Ro表示盘磨机磨盘的内径及外径,nr(r)、ns(r)表示动盘及定盘半径为r时的磨齿数量,α为磨齿倾角。
类比于直齿磨盘CEL的计算思路,弧形齿磨盘的磨齿表征参数CEL可表示为[20]:

式中,γi表示区域i磨齿中心线的中心角;Ri表示区域i内弧形磨齿中心弧线的半径;nri及nsi表示区域i内动盘及定盘的磨齿数量。
1.3 实验磨片的设计
磨盘对浆料的磨浆作用与磨浆强度有直接关系。当SEL为3~5 J/m时,磨盘适用于长纤维浆料磨浆,对纤维有较强的切断作用,为高强度磨浆;当SEL为0.5~2 J/m时,磨盘适用于短纤维浆料磨浆,对纤维有较好的分丝帚化作用,为低强度磨浆[21]。阔叶木浆纤维的平均长度为0.6~2 mm,宽度为0.01~0.04 mm,常用SEL为0.6~0.8 J/m,为典型的低强度磨浆[22]。有研究表明,对于阔叶木浆,磨齿设计时齿宽一般为2~3 mm并在较低的磨浆强度下进行磨浆。基于此,根据文献[20]及[23]提出的等距弧形齿设计方法,直齿磨盘磨齿倾角与弧形齿采用相同的倾角定义方法,设计了具有相同齿型参数的弧形齿及直齿磨盘。其中,等距弧形齿中心磨齿中心弧线的半径为79.84 mm,起始点所在圆半径为44.02 mm,起始点与圆心连线与单组磨齿中心线夹角为20°;直齿磨盘中心磨齿中心线起始点所在圆半径为54.09 mm,起始点与圆心连线与单组磨齿中心线夹角为20°,其他详细齿型参数如表1所示。经计算,等距直齿及弧形齿磨盘的CEL分别为276.55 m/r和327.58 m/r。

表1 等距直齿及弧形齿磨盘齿型参数
1.4 纤维分析及数据处理
运用纤维质量分析仪对采样纤维进行分析,分析样本纤维平均长度的变化。为了便于分析2个磨盘对纤维的切断效果,定义了原始切断率及相邻切断率。
1.4.1 原始切断率
原始切断率表示随着磨浆进行,所采集的样本纤维平均长度相对于原料纤维的切断程度,可表示为:

式中,K1表示纤维原始切断率,l0表示原料纤维平均长度,lj表示取样纤维平均长度。
1.4.2 相邻切断率
相邻切断率表示随着磨浆进行,所采集的样本纤维平均长度相对于前一次取样纤维的切断程度,可表示为:

式中,K2表示纤维相邻切断率,lj-1表示前一次取样纤维平均长度,lj表示本次取样纤维平均长度。
2 结果与讨论
2.1 两种磨盘的SEL比较
SEL是衡量磨浆过程强度的典型指标,其将磨浆齿型参数与控制参数结合,虽有局限之处,但应用仍十分广泛。通过测量不同磨浆时间的功率,分析两种磨盘SEL的变化,结果如图4所示。由图4可知,运用两种磨盘进行磨浆时,SEL均随着磨浆时间的延长呈下降趋势,且直齿磨盘SEL减小的幅度高于弧形齿磨盘,说明运用直齿磨盘进行磨浆时的功率波动较大,对纤维施加的冲击强度变化较大;相同磨浆条件下,直齿磨盘的磨浆强度较弧形齿磨盘高20%左右,说明直齿磨盘对纤维的冲击作用较大,导致纤维的切断较为严重。通过SEL预测纤维的切断情况与前人研究结果[13-15]基本一致。
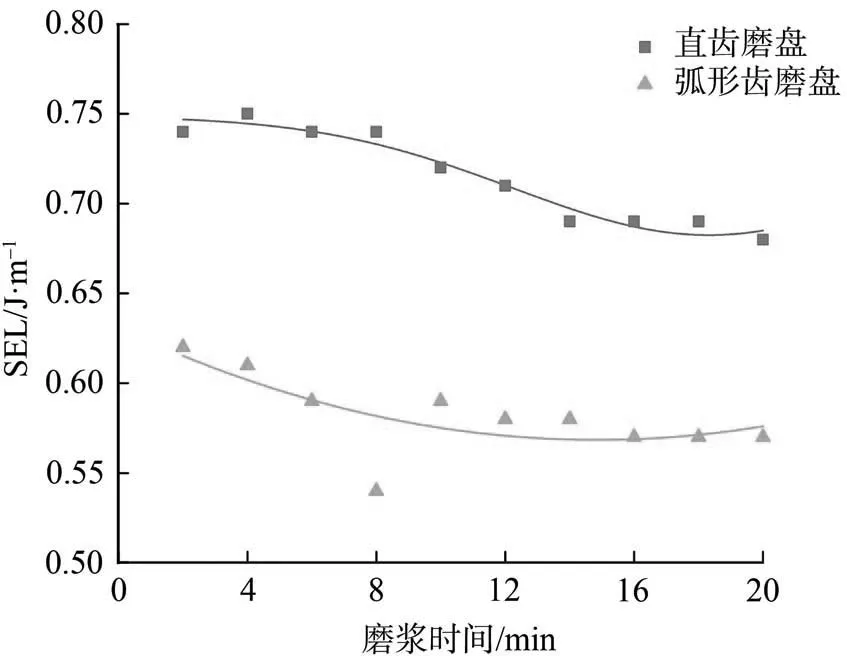
图4 2种磨盘SEL随磨浆时间的变化
2.2 纤维平均长度的变化
纤维长度是磨浆过程中衡量纤维质量的重要指标,其会影响纤维与纤维间的结合力,进而影响纸张强度,尤其对纸张撕裂度影响较大。因此,对于废纸浆、阔叶木浆等纤维长度较短的原材料应尽可能地减少对纤维的切断,并积极发展纤维的其他性能以保证所成纸张具有足够的强度。
直齿及弧形齿磨盘磨浆过程中对阔叶木浆中纤维的切断情况如图5所示。由图5可知,随着磨浆时间的增加,纤维平均长度逐渐下降。磨浆时间相同时,经过直齿磨盘所处理的浆料纤维平均长度较短,而经弧形齿磨盘处理的纤维平均长度较直齿磨盘处理的纤维长20%~30%,表明直齿磨盘对纤维的切断作用较强,这与SEL的理论预测结果及前人的研究结果基本保持一致。因此,相同磨浆条件下,弧形齿磨盘能够有效保留纤维的长度,减少对纤维的切断。
2.3 纤维各长度组分变化
磨浆是对纤维性能进行处理的过程,随着磨浆的进行,浆料纤维的长度分布会发生变化,其分布情况可反映不同长度组分纤维的变化趋势及两种不同齿型磨盘对纤维的切断情况。
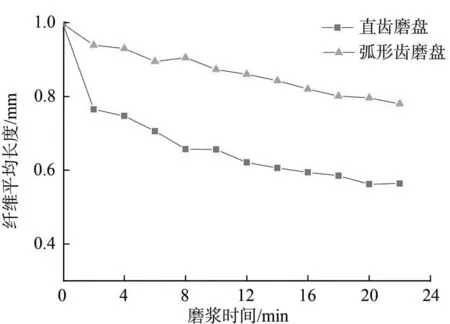
图5 2种磨盘取样浆料纤维平均长度随磨浆时间的变化
本研究所用阔叶木浆的纤维平均长度为0.93 mm,磨浆后纤维各长度组分的变化如图6所示。由图6可知,磨浆初期,浆料主要由f3(0.6~1.2 mm)纤维组分组成,而f4(1.2~2.0 mm)及f1(0~0.2 mm)纤维组分占比较少;随着磨浆的进行,纤维组分f3及f4减少,f1及f2(0.2~0.6 mm)增加。当磨浆时间小于4 min时,直齿磨盘磨后浆纤维f3及f4迅速减少,而f1及f2增加较快;当磨浆时间大于4 min时,f1及f2增加较为平缓且其增加主要来源于f3的减少。而弧形齿磨盘磨后浆纤维组分的变化则与直齿磨盘略有不同,纤维组分f3及f4基本呈线性减少,而f1及f2呈线性增加,且f1及f2的增加基本来源于f3及f4的减少。由此可见,直齿磨盘可实现对长纤维的快速切断,而弧形齿磨盘对纤维切断作用均一且柔和。
2.4 纤维切断率
为了便于分析直齿及弧形齿磨盘对纤维的切断效果,本研究提出了纤维原始切断率(K1)及相邻切断率(K2),并从这2个参数表征磨盘对纤维的切断作用。
纤维原始切断率反映整个磨浆周期内磨齿对纤维的切断作用强弱。2种磨盘磨后浆纤维原始切断率随磨浆时间的变化如图7所示。由图7可知,随着磨浆时间的增加,纤维平均长度不断减小,故其相对于原料纤维的长度差逐渐增大,但可以发现,直齿磨盘对于阔叶木浆纤维的原始切断率大于弧形齿磨盘,且直齿磨盘对于纤维的原始切断率随着磨浆时间逐渐增加至恒定值,说明此时纤维过于细小,由于齿型布置的原因,其对纤维不再进行切断;而弧形齿磨盘对于纤维的原始切断率随着磨浆时间的增加线性增大,在长时间内均可保证对纤维的均一切断。

图6 2种磨盘磨后浆纤维长度分布随磨浆时间的变化

图7 2种磨盘磨后浆纤维原始切断率随磨浆时间的变化
纤维相邻切断率反映整个磨浆周期内不同磨浆时间磨盘对浆料纤维的动态切断过程。2种磨盘磨后浆纤维相邻切断率随磨浆时间的变化如图8所示。由图8可知,弧形齿及直齿磨盘对纤维相邻切断率的影响截然不同,对于直齿磨盘,随着纤维长度的变短,纤维的相邻切断率逐渐减小直至不再变化,其对纤维的切断作用逐渐减弱;而弧形齿磨盘对纤维的切断较为缓慢,且相邻切断率基本维持恒定,对纤维进行均匀的切断,保证磨浆过程纤维长度的均一。
通过分析纤维的原始切断率及相邻切断率可知,直齿和弧形齿磨盘对纤维的切断机理不同,直齿磨盘对纤维进行快速切断,随着磨浆时间的增加,切断作用逐渐减弱;而弧形齿磨盘对纤维进行均一稳定切断,切断速率基本不变,但随着磨浆时间的继续延长,其切断作用由于纤维的变短可能减弱。
3 结论
研究了等参数的等距直齿及弧形齿磨盘对纤维的切断效果,运用纤维平均长度、不同长度组分分布、纤维原始切断率及相邻切断率来分析两磨盘对纤维的切断过程,所得结论如下。
3.1 类比直齿磨盘剪切边缘长度(CEL)的计算,提出了弧形齿磨盘CEL的计算方法。相同齿型参数及磨浆条件下,弧形齿磨盘的磨浆强度,即比边缘负荷(SEL)低于直齿磨盘,对纤维的冲击作用小于直齿磨盘,理论上有利于纤维长度的保留。
3.2 相同磨浆条件下,等参数的直齿磨盘对纤维的切断作用强于弧形齿磨盘。直齿磨盘磨后浆纤维平均长度较短,而弧形齿磨盘磨后浆的纤维平均长度较直齿磨盘纤维长20%~30%。
3.3 相同磨浆条件下,等距直齿和弧形齿磨盘对纤维的切断机理不同。直齿磨盘对纤维进行快速切断,随着磨浆时间的增加,切断作用逐渐减弱;而弧形齿磨盘对纤维的切断速率较低且相对稳定,但随着磨浆时间的持续增加,其切断作用可能由于纤维长度的变短而减弱。

图8 2种磨盘磨后浆纤维相邻切断率随磨浆时间的变化
猜你喜欢
湖南理工学院学报(自然科学版)(2022年1期)2022-03-16 05:33:12
中国造纸(2020年4期)2020-05-28 13:37:10
中国造纸(2017年8期)2017-09-15 08:56:36
制造技术与机床(2017年3期)2017-06-23 08:11:48
制造技术与机床(2017年3期)2017-06-23 08:11:38
中南大学学报(自然科学版)(2016年2期)2017-01-19 07:37:00
天津造纸(2016年1期)2017-01-15 14:03:28
锻压装备与制造技术(2016年3期)2016-06-05 09:36:10
组合机床与自动化加工技术(2014年12期)2014-03-01 02:22:43
河南科技(2014年12期)2014-02-27 14:10:34
