
基于支持向量机算法的造纸过程磨后纤维形态软测量模型
2020-07-23 11:16:16李继庚洪蒙纳孟子薇朱小林
中国造纸学报 2020年2期
江 伦 满 奕,2,* 李继庚 洪蒙纳 孟子薇 朱小林
(1.华南理工大学制浆造纸工程国家重点实验室,广东广州,510640;2.深圳新益昌科技股份有限公司,广东深圳,518000)
近年来,我国纸和纸板消费量逐渐增加,从2009年的8569万t增长到2018年的10439万t,年均增长率达2.22%[1]。随着纸和纸产品消费量的增加和物质文化生活水平的提高,人们对纸产品质量的要求越来越高,也增加了对高质量纸浆的需求。其中,浆料的纤维形态对成纸质量至关重要[2],如纤维长度、扭结纤维百分比对成纸抗张强度等指标影响较大[3],细小纤维的含量通过影响纤维间的氢键结合,最终影响成纸的强度[4-5],纤维宽度是影响打浆和成纸撕裂指数的重要纤维特性[6]。通过改变纸浆或者纤维的质量来改善成纸的特性是造纸工业面临的科学挑战之一。由于浆料纤维形态受磨浆过程影响较大(使得纤维内外部润胀、细小纤维化、纤维变短和表面化学成分变化[7]),并且浆料经磨浆后直接用于纸张的抄造,因此,磨后浆料的纤维形态是决定成纸质量的重要参数和依据[8]。此外,长、短纤维的使用量直接关系到原料成本[9-10]、生产过程能耗等[11],对磨后浆料纤维形态的测量和调优,也直接关系到生产成本的优化[12]。
目前,浆料纤维形态参数测量主要通过国外进口纤维形态分析仪(FQA)[13]和国内自主研发的基于机器视觉FQA进行测量。基于仪器进行纤维形态检测,一方面检测费用昂贵;另一方面,少量的检测数据对于纤维抄造性能的影响无法量化,使得纤维形态这一重要指标无法应用到生产中。这给制浆过程实现自动控制和优化带来很大的不便,直接影响浆料对成纸质量的控制效果。
为解决磨后纤维形态检测成本高且其抄造性能无法量化的问题,本研究利用机器学习方法,建立纤维形态的在线软测量模型,实现对生产过程中磨后纤维的实时在线软测量。模型以原始浆板纤维形态参数、碎浆和磨浆工艺等参数作为输入,预测磨浆后的浆料纤维平均长度、纤维平均宽度、扭结纤维百分比、断尾纤维百分比、纤维平均粗度、细小纤维含量(按长度)和分丝帚化率7种形态指标,以减少大量实验检测成本,同时为分析浆料纤维形态与纸张质量提供关键数据并进一步预测成纸质量。
1 方法原理
1.1 建模技术路线
本研究利用原始浆板纤维形态、浆板配比、磨浆功率、流量和浓度数据作为输入,建立磨后浆料纤维形态软测量模型,实现对磨后浆料纤维形态的软测量。由于从原始浆板到磨浆阶段过程中还有磨浆准备阶段,即浆料混合碎浆过程,因此首先需要通过原始浆板纤维形态数据和浆板配比数据,得到混合浆料碎浆后纤维形态这一过程参数,然后结合磨浆工艺参数建立磨后浆料纤维形态软测量模型。
首先在浆料混合过程,本研究利用每件原始浆板纤维形态数据及浆板配比数据,基于混合机理公式推导出混合后浆料纤维形态。然后在碎浆过程,结合混合后浆料纤维形态数据、碎浆后浆料纤维形态数据及碎浆时间数据,基于图表分析得出碎浆过程不改变浆料纤维形态,即将混合后浆料纤维形态视为混合浆料碎浆后纤维形态。在建模阶段,以混合浆料碎浆后纤维形态、磨浆功率、流量、浓度作为输入,利用基于支持向量机(SVM)算法建立磨后浆料纤维形态软测量模型,输出为磨浆后的浆料纤维形态,并与偏最小二乘回归(PLS)算法进行比较以验证所建模型精度。本研究所建立的磨后浆料纤维形态软测量模型,其具体的建模技术路线如图1所示。
1.2 浆料混合过程机理
对于浆料混合过程机理,根据各个纤维形态的数学定义,推导过程如下。
(1)纤维平均长度等于纤维总长度除以纤维的总根数,用来表征纤维的长度。纤维平均宽度等于所有纤维宽度的总和除以纤维的总根数,用来表征纤维的宽度。纤维平均长度和纤维平均宽度模型可由其定义进行推导,具体如式(1)所示。

其中,l表示单一浆板纤维平均长度/宽度,N表示单一浆板纤维数量,L表示单一浆板纤维总长度/宽度,Lm表示混合纤维总长度/宽度,n表示浆板种类个数,xi表示浆板i的件数,Li表示浆板i的纤维总长度/宽度,Nm表示混合纤维总数量,Ni表示浆板i的纤维数量,lm表示混合浆板的纤维平均长度/宽度,li表示浆板i的纤维平均长度/宽度。
(2)扭结纤维百分比是扭结纤维根数占总纤维根数的比例,用来表征纤维分丝帚化的程度,断尾纤维百分比是发生切断的纤维数占总纤维数的比例,用来表征纤维被切断的程度。扭结纤维和断尾纤维百分比模型可通过定义由纤维数量加权平均值求得,具体如公式(2)所示。

其中,dm表示混合浆料扭结/断尾纤维百分比,Dm表示混合浆料扭结/断尾纤维的数目,Nm表示混合纤维总数量,n表示浆板种类个数,xi表示浆板i的件数,Di表示浆板i的扭结/断尾纤维数,Ni表示浆板i的纤维数量,di表示浆板i的扭结/断尾纤维百分比,Ni表示浆板i的纤维数量。
(3)细小纤维含量(按长度)为长度小于0.2 mm的纤维总长度除以所有纤维的总长度,用来表征浆料细纤维化的程度。纤维平均粗度为单位长度的绝干纤维的质量,用来表征纤维的粗度。细小纤维含量(按长度)和纤维平均粗度通过定义进行推导,具体如公式(3)所示。

其中,rm表示混合浆料细小纤维含量/纤维平均粗度,Mm表示混合浆料中绝干纤维质量/长度小于0.2 mm的纤维总长度,Lm表示混合浆料纤维总长度,n表示浆板种类个数,xi表示浆板i的件数,Mi表示浆板i的绝干纤维质量/长度小于0.2 mm的纤维总长度,Li表示浆板i的纤维总长度,ri表示浆板i的纤维平均粗度/细小纤维含量。
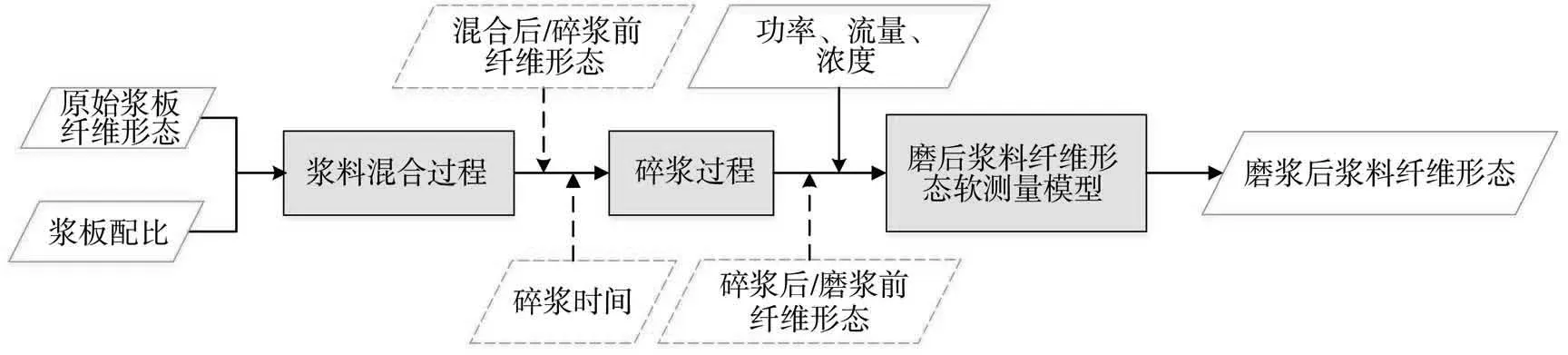
图1 磨后浆料纤维形态软测量建模技术路线
(4)分丝帚化率,与打浆度呈高度相关性,用打浆度表示纤维分丝帚化程度,其公式如公式(4)所示[14]。

其中,fm表示混合浆料分丝帚化率,n表示浆板种类个数,xi表示浆板i的件数,fi表示浆板i的分丝帚化率。
1.3 基于SVM的磨后浆料纤维形态软测量模型
SVM能够充分利用有限的样本信息进行学习解决非线性问题[15]。其采用结构风险最小化原则,可以在最小化模型训练误差的同时较好地保留算法的泛化能力[16]。结合本研究在磨浆工艺上采集的纤维形态数据集有限,因此采用SVM建立磨浆模型。SVM建模过程如下。
假设输入变量Xij和输出变量Yi后,为了消除各个变量在量纲上的差异,提高分析算法的效率,需要对数据进行标准化处理(以纤维平均长度为例,其他6个指标同理),如公式(5)所示。

其中,Xij为输入变量,i=1,2,…,n,为样本数,j=1,2,…,4,为样本维度,含混合后浆料纤维平均长度、磨浆功率、流量和浓度,Yi为第i个样本对应的磨后纤维平均长度。 为样本在j维的均值,为第i个样本的j维标准化数值,Sj为样本在j维度标准差。Sj2为样本在j维度方差。
SVM通过内积核函数变换将输入低维空间转换到高维特征空间中,然后在高维特征空间中回归,基于结构风险最小化原则,引入松弛变量{ξi}li=1和以及引入拉格朗日乘子αi、ηi、得到支持向量机的回归模型,如公式(6)所示[17]。

其中,ω为权重系数,b为偏置项,αi、为拉格朗日乘子,取值为[0,C],C为惩罚系数,K(xi,x)为核函数。
核函数可将低维数据映射到高维空间,将非线性问题转换为线性问题。核函数有线性核函数(Linear)、多项式核函数(Poly)、径向基核函数(RBF)和sigmoid核函数,其公式分别如公式(7)~公式 (10)所示[18]。

2 结果与讨论
2.1 数据准备
本研究采集了浙江某造纸厂实际生产数据作为建模的数据基础。使用法国Techpap公司制造的Morfi纤维质量分析仪对纤维形态进行测量。本研究所展示的数据均为脱敏处理后的数据。
(1)浆板纤维形态数据采集:对该企业使用率最高的16种浆板,进行小块取样。经疏解机疏解制成浆样后,测量浆样的纤维形态。
(2)碎浆阶段的纤维形态数据采集:上述的16种浆板组成了11种不同浆板配比的浆料,对它们进行编号。数据采集对象为该企业某台碎浆机,在特定时间间隔下使用塑料杯去碎浆池中取样。共采集12组数据,其中配比1、配比2和损纸各4组。
(3)磨浆阶段的纤维形态数据采集:每次调整磨浆机过程参数,记录此时的设定功率(kW)、设定流量(m3/h)、设定浓度(%)。待其稳定后,从磨浆后取样口接浆,总共采集了11种配比下的磨浆前纤维形态数据和77组磨浆后纤维形态数据。由于其中一种配比没有检测磨前的浆料纤维形态,所以有效建模数据为69组。
2.2 碎浆数据分析
为避免配比的特殊性对纤维形态的影响,本研究选用了3种配比(配比1、配比2和损纸),分析碎浆对纤维形态的影响。分别采集了配比1在碎浆时间8、9、10、11 min下的7种浆料纤维形态指标,配比2在碎浆时间8.5、9.5、10.5、16 min下的7种浆料纤维形态指标,损纸在50、55、60、65 min碎浆时间下的7种浆料纤维形态指标。其纤维形态的变化直方图如图2所示。
由图2可知,不同配比在不同碎浆时间下进行碎浆,7种浆料形态数据无明显变化。
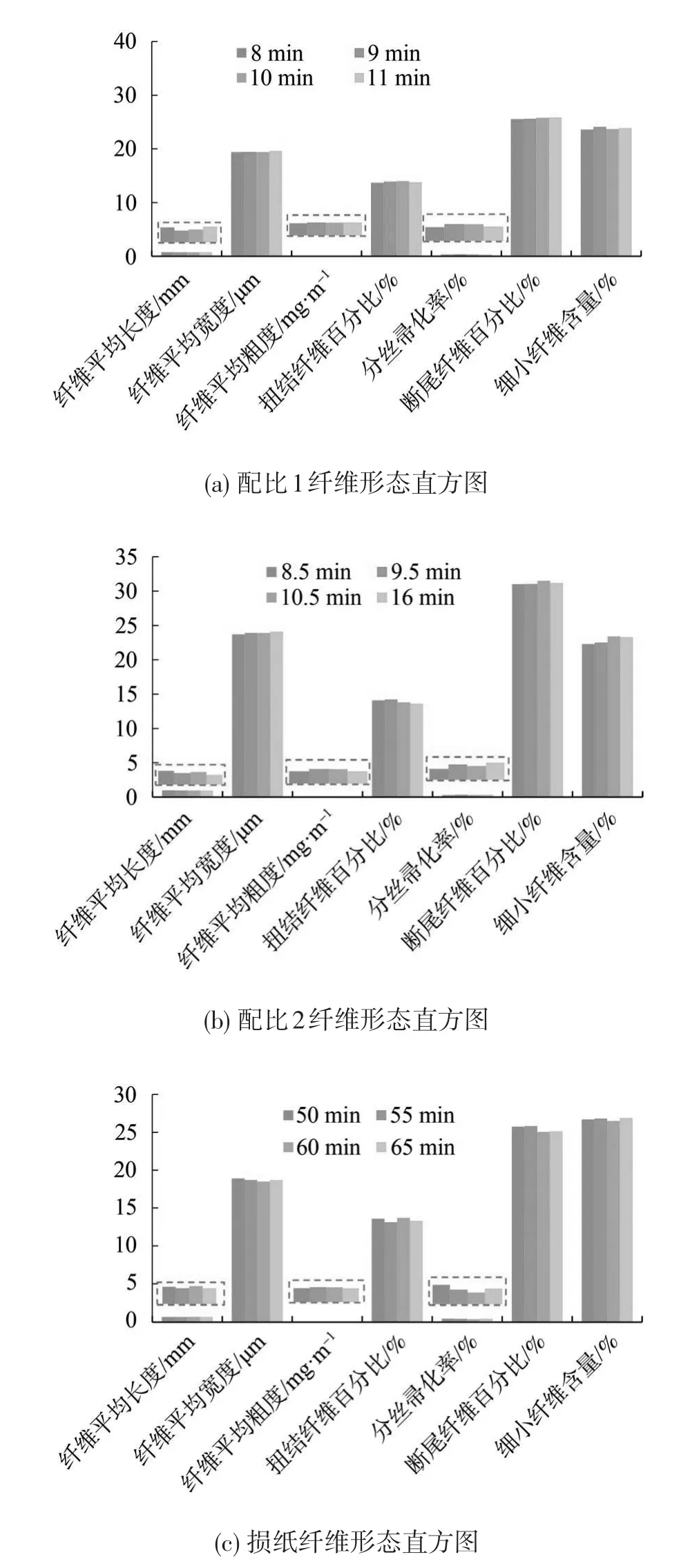
图2 不同碎浆时间下的纤维形态直方图
2.3 磨后浆料纤维形态软测量模型建模与结果分析
研究共收集了77组磨浆样本,其中8组没有检测磨浆前的浆料纤维形态,故有效建模数据69组。磨后纤维形态软测量模型的输入变量为混合后浆料纤维形态数据、磨浆功率、流量和浓度,输出变量为相应的磨后浆料纤维形态数据。
磨后浆料纤维形态软测量模型采用SVM算法进行建模,SVM的参数主要包括核函数、惩罚系数C及距离度量ϵ。核函数功能主要是将低维不可分的数据映射到高维以后,就变成线性可分,从而解决线性不可分问题。惩罚系数C类似一个正则化因子,其值越大,对误分类的惩罚越大,模型越复杂,越容易发生过拟合。对于距离度量ϵ,其决定样本点到超平面的距离损失,ϵ值越小,损失函数则越大,模型越复杂。本研究首先通过网格搜索法[18-19]确定参数大致范围,然后利用误差迭代曲线进行分析,确定最优参数值。以磨后浆料纤维平均长度软测量模型为例,对于核函数,在上述常用的核函数(Linear、Poly、RBF和sigmoid)中选取,针对惩罚系数C及距离度量ϵ,结合本研究数据量较少,不能使模型太复杂,因此在{0.0001,0.01,1}三个梯度上对69组数据通过6折交叉验证进行查找,初步确定最优参数组合为Linear核函数,C为0.01,ϵ为0.01。然后固定Linear核函数,ϵ=0.01,以0.001为初始值,增量为0.001对C进行寻优,将数据集分57组训练集和12组测试集,迭代寻优曲线如图3所示。随着C的增加,训练集和测试集的平均绝对误差都下降,然后测试误差反而增加,此时模型出现过拟合,因此确定最优惩罚系数C,接着固定Linear核函数和C,以0.1为初始值,增量为-0.001对ϵ进行寻优,迭代寻优过程如图4所示。确定最优ϵ,同理按上述方式,依次确定剩下6个磨后浆料纤维形态软测量模型参数。

图3 惩罚系数C迭代寻优过程

图4 距离度量ϵ迭代寻优过程
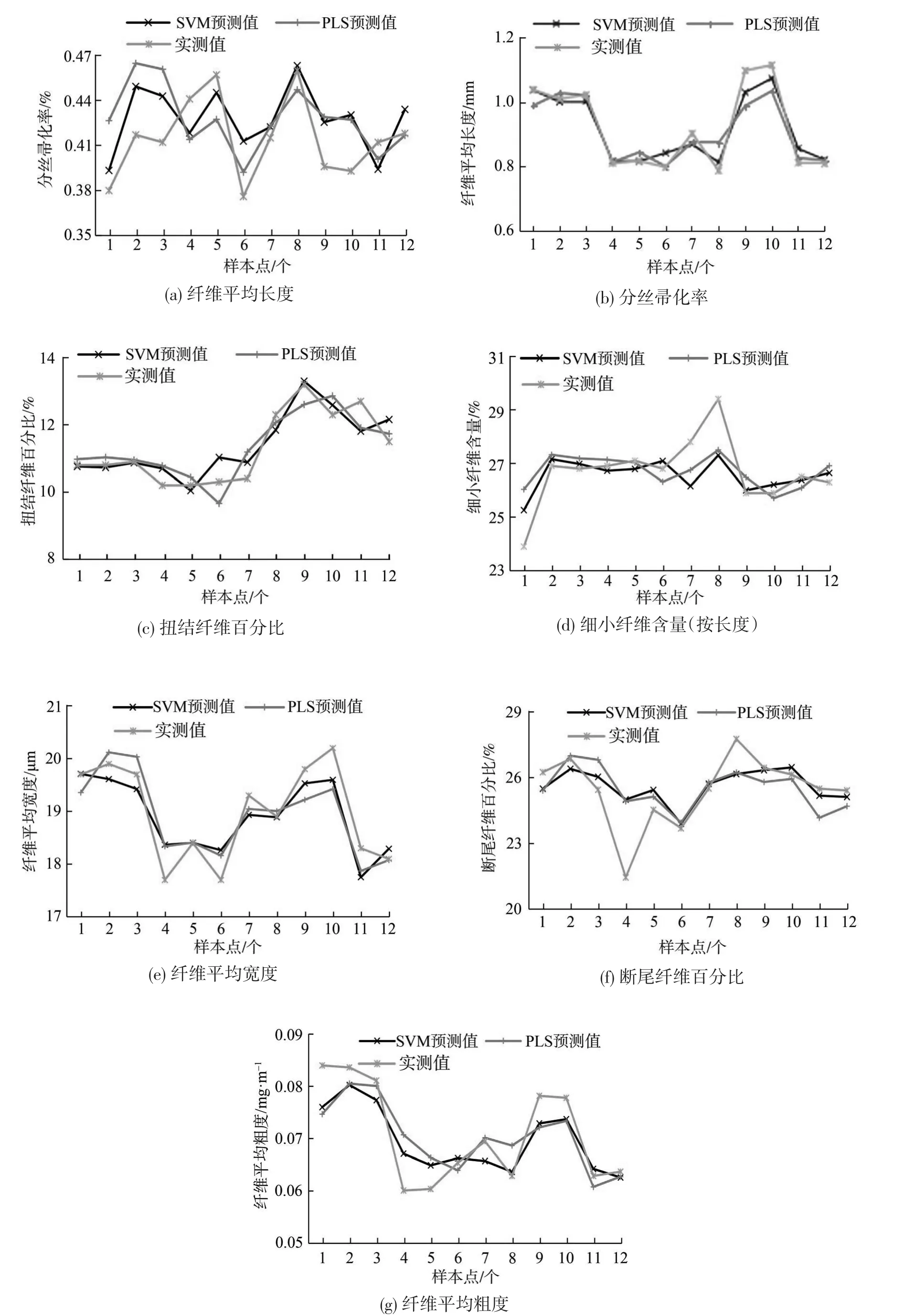
图5 磨后浆料纤维形态软测量模型测试结果
同时,本研究还采用PLS算法建立磨后浆料纤维形态软测量模型对比模型。PLS是一种多元线性的回归模型,并且集成了相关性分析和主成分分析,能降低输入变量间的共线性,在概括自变量系统中信息的同时又能最好地解释因变量,对数据量少的问题处理能力强。基于本研究建模数据量不大,模型参数的过大过小都会影响模型的准确度,且磨浆参数之间有一定相关性,因此PLS保留两个主成分。
本研究多次对69组纤维形态数据随机选取57组作为训练数据,另外12组为测试数据,经PLS和SVM两种算法建立7种纤维形态的磨后浆料纤维形态软测量模型后,以测试数据集进行多次验证,结果如图5和表1所示。图5为其中一次的拟合结果,表1为7种磨后浆料纤维形态软测量模型10次测试结果的平均值。

表1 磨后浆料纤维形态软测量模型在两种算法下的误差分析
由表1可知,在建立的磨后浆料纤维形态软测量模型中,与PLS算法相比,SVM算法中所有指标的测量精度均有所改善。其中,纤维平均长度模型的平均相对误差(MRE)下降7.67%,分丝帚化率模型MRE下降17.65%,扭结纤维百分比模型MRE下降30.98%,细小纤维含量(按长度)模型MRE下降18.99%,纤维平均粗度模型MRE下降26.75%,纤维平均宽度模型MRE下降16.39%,断尾纤维百分比模型MRE下降13.72%。
本研究采用SVM建立的7种磨后浆料纤维形态软测量模型,预测精度均在5.61%以内,精度良好,可以用于指导实际生产。
3 结论
本研究针对造纸企业磨后浆料纤维形态指标进行在线软测量。基于机器学习的支持向量机(SVM)和偏最小二乘回归(PLS)算法,分别从造纸企业现场采集浆料、检测纤维形态以及建立磨后浆料纤维形态软测量模型并进行验证。结果发现,基于SVM算法的7种磨后浆料纤维形态软测量模型效果均优于PLS。其中,基于SVM算法建立的7种浆料纤维形态平均相对误差在2.87%~5.61%之间。结果表明,所建磨后浆料纤维形态软测量模型精度高,符合纸张实时质检误差要求,可以为进一步预测成纸质量提供关键过程数据,同时为优化磨浆工艺、降低电耗提供理论指导。
猜你喜欢
数学小灵通(1-2年级)(2020年9期)2020-10-27 03:24:46
作文大王·低年级(2017年11期)2017-12-05 00:08:45
小学生学习指导(低年级)(2017年12期)2017-11-22 06:22:39
中国造纸(2017年8期)2017-09-15 08:56:36
天津造纸(2016年1期)2017-01-15 14:03:28
光学精密工程(2016年4期)2016-11-07 09:04:56
读写算(上)(2015年6期)2015-11-07 07:17:55
电源技术(2015年1期)2015-08-22 11:15:50
河南科技(2014年24期)2014-02-27 14:19:44
食品科学(2013年22期)2013-03-11 18:29:20
