
基于STM32 的激光雕刻机控制系统设计
2020-07-12 02:56赵永胜吴佳琪武东辉郭文帅
辽宁工业大学学报(自然科学版) 2020年3期
赵永胜,郭 栋,吴佳琪,武东辉,郭文帅
(辽宁工业大学 电气工程学院,辽宁 锦州 121001)
随着现代科技的进步,激光加工相关研究的不断深入,激光的应用领域也在变广,给社会带来的经济效益更加明显。激光雕刻适用于塑料、橡胶、木材、亚克力板等非金属材料的加工,目前在服饰、印刷、工艺、广告等领域应用需求越来越广泛[1]。传统雕刻机操作复杂、售价高,需要专业人员进行控制,个人使用不切实际[2]。当前激光雕刻的灰度图像大多是只有低灰度级别的二值图像,这种图像由于灰度级别太低,无法满足高质量激光雕刻图像的需求[3]。为实现简单方便、高效快速和效果逼真的激光雕刻,本文进行了激光雕刻机控制系统的设计。
1 设计原理方案
激光雕刻机系统由PC 机、激光雕刻机控制器和机械传动结构模块组成,整体框图如图1 所示。其中,激光雕刻机控制器以STM32 为核心处理器,包括位置电机驱动电路、激光器驱动电路、通信接口电路和人机接口电路等功能电路。PC 机实现给定文字或图片信息的解析提取;激光雕刻机控制器根据接收PC 机的解析数据,经控制算法运算后控制X、Y 轴位置电机运动轨迹及激光部件的开关状态和激光强度,进而实现激光雕刻的功能。在处理激光雕刻轨迹方面,采用融合了基于图像扫描算法和S 型加减速算法[4]的控制算法,提高了激光部件的加工速度。

图1 系统总体结构框图
2 控制系统设计
2.1 STM32 最小系统
STM32 最小系统由晶振电路、复位电路、JLINK 接口电路以及BOOT 模式电路组成。晶振电路为系统提供准确的时钟频率,STM32 需要配置2个晶振,一个为外部高频晶振,通常为8 MHz,经PLL 倍频后系统正常工作时使用;另一个为外部低频晶振,通常为32.768 kHz,系统待机或低功耗时使用。复位电路接到单片机的复位引脚,当按键按下时复位引脚变为低电平,系统实现复位;BOOT模式设为00 模式,程序下载至flash 区;JLINK 接口电路用于系统程序的仿真和下载。
2.2 位置电机驱动电路设计
位置电机驱动模块用来驱动X轴和Y轴方向的步进电机,通过对电机的转速、方向和启停控制,实现按雕刻轨迹运动。位置电机驱动模块采用带过流保护和转换器的DMOS 型的A4988 芯片实现,A4988 芯片采用关断时间电流稳压器作为核心部件,无中间转换步骤,只需在“步进”引脚输入一个脉冲,即可驱动步进电机产生微步,非常适合作为激光雕刻机的电机驱动芯片。位置电机驱动模块电路设计如图2 所示。
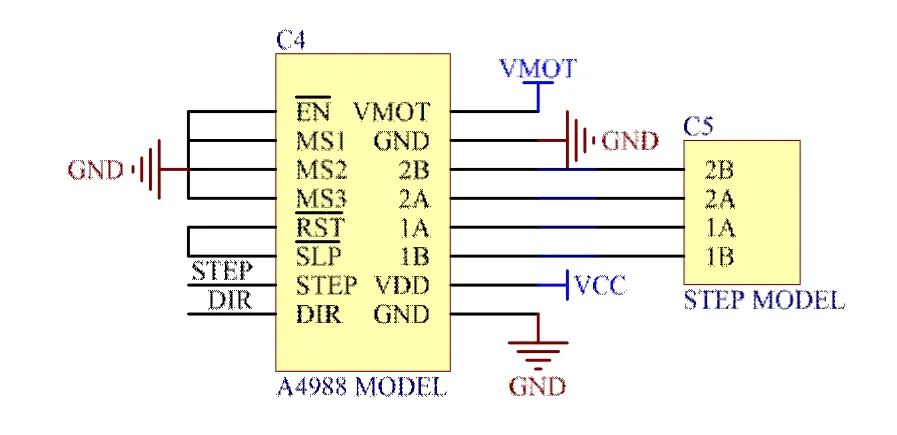
图2 位置电机驱动模块电路图
A4988 引脚功能为:VMOT 为电机供电接口;1A、1B、2A、2B 为步进电机控制线接口;VDD为驱动模块供电接口;SLP 为睡眠模式,低电平有效;STEP 为脉冲输入端口;DIR 为正反转控制口;EN 为使能口,控制芯片是否工作;MS1、MS2、MS3 为模式选择端,可控制步进电机的步进角的细分。由图2 可知,在具体的使用中只需控制STEP和DIR 即可,其余引脚按照默认配置,STEP 接收STM32 发出的脉冲信号驱动步进电机产生微步,DIR 接收STM32 发出的方向控制信号控制步进电机的转向。
2.3 WIFI 通信电路设计
鉴于WIFI 通信比有线通信有更好更广泛的适应性、扩展性,设备维护上也更容易实现,本设计选用透传能力强的USR-C216“有人”WIFI 模块来实现激光雕刻机控制器接入Internet 网络,与PC 机进行通信。USR-C216 集成了基频芯片、MAC 模块和射频收发单元,能够支持TCP/IP 协议等多种通信协议。WIFI 通信电路设计如图3 所示。

图3 USR-C216 接口电路原理图
2.4 其他电路设计
此外,进行了人机接口电路(包括LCD 显示电路、按键电路)、USB 转串口电路、光电隔离电路等模块的设计。
3 PC 机软件设计
3.1 信息提取
3.1.1 文字、位图信息的提取
文字和位图的雕刻主要以激光部件在待雕刻工件上“打点”的方式进行,因此两者的提取信息方式类似。
(1)文字信息提取,首先对需要的文字进行取模,采用逐行、逆向的方式把其转化为二进制数,进而实现二值化处理,从而呈现出黑(0)、白(1)两种颜色的效果。
(2)位图信息提取,首先对位图的像素位数进行判断,若像素位数为1 位,则不需进行二值化处理,反之,则需要进行二值化处理。在二值化处理过程中,为了得到理想的二值图像,本设计采用局部动态阈值法设置每一个子块的局部阈值,将所有小于阈值的像素设定为黑色(0),所有大于或等于阈值的像素设定为白色(1)。
文字、位图的信息提取完成后,根据黑(0)、白(1)的分布进行雕刻,黑点表示控制激光部件工作,白点表示控制激光部件不工作[5]。
3.1.2 灰度图信息的提取
灰度图是指只含亮度信息不含色彩信息的图像,通常把灰度分为256 阶(8 位像素),用0~255表示图像中点(每个像素)的颜色深度,该值称为灰度值,255 为白色,0 为黑色。由于人眼对绿色的敏感最高,对蓝色敏感最低,因此,本设计将图像中的3 个分量以不同的权值进行加权平均,以得到较为合理的灰度图像[6],加权计算公式:

首先由公式(1)计算得出灰度图各像素点的灰度值,然后读取其纵向、横向各像素点个数确定图像边界,最后通过灰度值来确定激光雕刻能级以及激光部件的运动速度,进而产生不同深浅层次的雕刻图案。
3.2 PC 机界面设计
PC 机主要用来实现给定文字或图片信息的解析提取,并将解析的信息及设置的命令发送至激光雕刻机控制器。设计的PC 机界面如图4 所示。

图4 PC 机界面
4 雕刻算法设计
4.1 雕刻路径算法
激光雕刻机的雕刻路径算法原理与针式打印机的工作原理类似,即激光部件在待雕刻工件的表面从左到右、从上到下进行逐行扫描,通过平行运动和换行运动2 种操作实现图像雕刻功能。
针对激光雕刻机雕刻连续小线段时出现连续换行、精度低和效率低等问题,采用了一种具有速度前瞻功能的S 型曲线加减速算法。利用离散的S型曲线加减速算法对雕刻速度进行规划,从而提高雕刻效率,保证速度的连续性,减少冲击力,满足雕刻精度要求。S 型加减速控制算法如式(2)所示。其中a为激光部件运动的加速度,v为进给速度,实质是通过改变激光部件在运动过程中不同时间段内的加速度,从而使其在该时间段内的运动速度按照S 型曲线的轨迹变化。

4.2 图像雕刻算法
文字、位图的雕刻是建立在图像二值化的基础上完成的,雕刻算法简单易懂。首先,通过二值化后的像素值(0,1)实现对激光部件的开关控制;其次,算法处理后图像数据记录顺序为扫描行内从左到右,扫描行间从下到上,进而确定了x 轴、y 轴电机的运行方向;最终,实现文字和位图的雕刻。
灰度图的雕刻与文字、位图的雕刻相似,但雕刻效果却有着非常大的差异,此算法灵活方便,可根据用户需求提高雕刻效果。灰度化后的图片采用8 位像素点形成具有256 阶的灰度图(常用),此类灰度图灰度值在(0~255)变化,并以其为控制变量形成雕刻深浅的约束,可实现层次分明的雕刻效果。若需要层次更加丰富的灰度图像,只需通过增加灰度图像素点的位数来实现灰度阶数的增加,进而达到更高的雕刻效果。灰度阶数与像素点位数关系如式(3)所示,其中,L为灰度图阶数,n为像素点位数。

本算法中每个像素的灰度值与激光功率值呈线性关系。综合考虑雕刻速度与雕刻效果,选为8位像素点,则雕刻时激光功率的控制函数为:

式中:Z[·]为灰度图的数据地址所对应的灰度值;99 为像素起始位地址;n为有效像素点总个数;x为当前像素个数;P0为默认激光强度。
5 系统测试
5.1 系统实物图
本文所研究的激光雕刻机系统实物如图5 所示,工作流程为:PC 机完成文字和图像信息提取及指令发送,激光雕刻机控制器接收PC 机的数据,进行雕刻路径及速度规划,控制位置电机运动及激光部件实现激光雕刻的功能。
5.2 激光雕刻效果
根据给定文字及图片信息,激光雕刻机雕刻效果如图6、图7 所示。
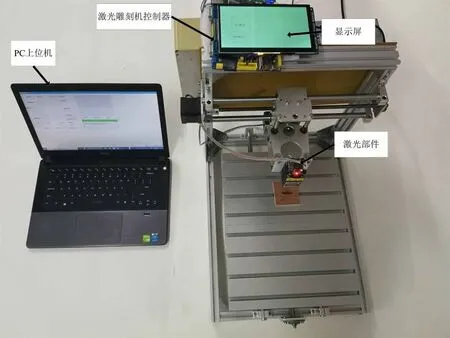
图5 整体实物图
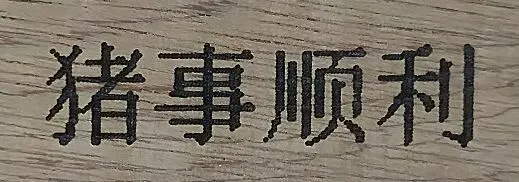
图6 文字雕刻效果图

图7 灰度图雕刻效果图
6 结论
从硬件电路设计、雕刻算法等方面,介绍了激光雕刻机控制系统的实现过程,并通过系统联调,验证了激光雕刻机的文字、图片雕刻功能,达到了预期的效果。测试结果表明,本系统具有雕刻清晰、效果逼真、速度快等优点。
猜你喜欢
北京航空航天大学学报(2022年6期)2022-07-02
天津医科大学学报(2021年1期)2021-01-26
现代电子技术(2021年1期)2021-01-17
疯狂英语·新读写(2018年3期)2018-11-29
上海大学学报(自然科学版)(2018年5期)2018-11-02
电脑知识与技术(2018年35期)2018-02-27
学苑创造·B版(2018年2期)2018-01-29
自动化学报(2017年5期)2017-05-14
中华奇石(2017年2期)2017-04-27
自动化学报(2017年11期)2017-04-04
