
压路机主机架自动化焊接工艺研究与应用
2020-07-08 08:10苏亚宾张瑞臣李贺德王应品郑洪涛
金属加工(热加工) 2020年6期
苏亚宾,张瑞臣,李贺德,王应品,郑洪涛
山推工程机械股份有限公司 山东济宁 272000
1 单钢轮压路机车架的特点
压路机是道路施工及维护中一种路面压实设备,大部分结构件为不同板厚的钢板焊接而成(见图1)。主机架[1]是其关键结构件之一,属框架结构,由中厚钢板焊接而成。工件外形尺寸≥2600mm×800mm×800mm(长×宽×高),重量≥3000kg,材质主要包括Q235和Q355,板材件厚度在6~60mm,焊接坡口的形式包括角接、搭接和对接,焊脚高度3~20mm。
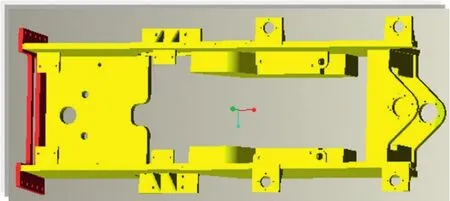
图1 压路机主机架结构
2 焊接变位机的选择和焊接系统的设计
(1)焊接变位机的选择 设计与机器人联动的焊接变位机时充分考虑工件特点,选择座式焊接变位机演变出的L形双回转焊接变位机,分别集成焊接机器人系统中的两个外部轴自由编程,可与机器人系统联合进行轨迹插补(见图2)。变位机上面的夹具采用工件的铰接座与桥板及工件的中心定位,在铰接处和桥板处进行上部压紧,在工件的侧面进行顶紧。
根据工件的重量及外形尺寸选择L形焊接变位机,如图3所示,伺服电动机采用德国Siemens驱动减速机,通过独有的齿轮无间隙传动技术,齿轮在转动过程中始终与回转支撑啮合,驱动变位机转盘旋转。配置一个外部控制盒,也可以控制变位机的倾翻和旋转,方便操作人员进行补焊操作。

图2 变位机选择和装夹方式
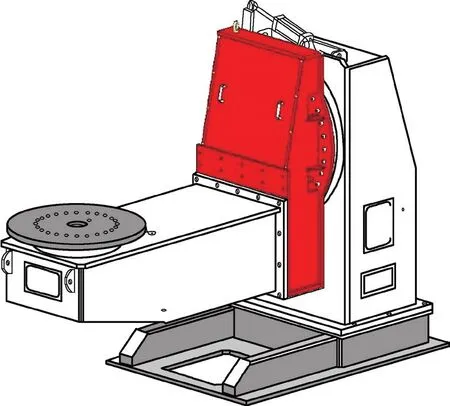
图3 L形焊接变位机
(2)焊接系统的设计 采用倒挂式六轴机器人系统[2](见图4),增加X、Y、Z三个外部轴,所有轴都采用免维护交流伺服电动机驱动,使用无间隙的传动组件和绝对编码器。所有机器人轴全部配有刹车装置和温度检测安全装置。优化驱动能力,高精度位置检测系统,大功率伺服系统,保证了机器人具有高度的动态特性和良好的精度。

图4 焊接机器人系统
焊接系统还包括:焊接电源、水箱及机器人接口、送丝机、水冷焊枪、防碰撞和清枪站等装置。其中焊接电源采用多功能逆变焊接电源,MIG/MAG脉冲焊接和标准焊接,整体装置系统方案如图5所示。

图5 系统方案
3 焊接参数的选择和自动化焊接工艺的应用
(1)焊接参数的选择 机器人自动化主要包括焊枪运行和摆动控制、焊接参数大小控制、焊枪角度姿态及焊丝干伸长控制,以及送丝速度、多层多道焊的控制等[3]。
下面对机器人焊接工艺过程控制进行阐述:首先,焊枪摆动参数包括摆动方式、摆动类型、摆动频率以及摆动宽度极点位置停留时间,通过调整以上参数,确定焊枪的角度和焊丝干伸长,不同坡口类型及坡口尺寸选择合适的摆动方式、摆动类型、摆宽。其次,焊接参数控制:焊接参数主要包括起弧点和收弧点焊接电流、电弧电压,焊接过程中焊接电流、电弧电压、焊接速度、气体流量。各个参数之间要合理匹配,只有经过工艺验证才能使用,否则会造成焊接时飞溅增多堵住焊枪口,或者产生未焊透、咬边、弧坑等缺陷。由于该焊机为一元化调节,设置合理的焊接电源和焊接速度即可,焊接参数根据不同焊脚大小选择,具体参数见表1。由于主机架属于关键部件,关键焊缝焊脚比较大,多为15mm以上,这时需要采用多层多道命令才能完成要求,焊接机器人设置有多层多道焊命令,调用该命令时,需调整焊枪姿态和焊接参数方可完成。
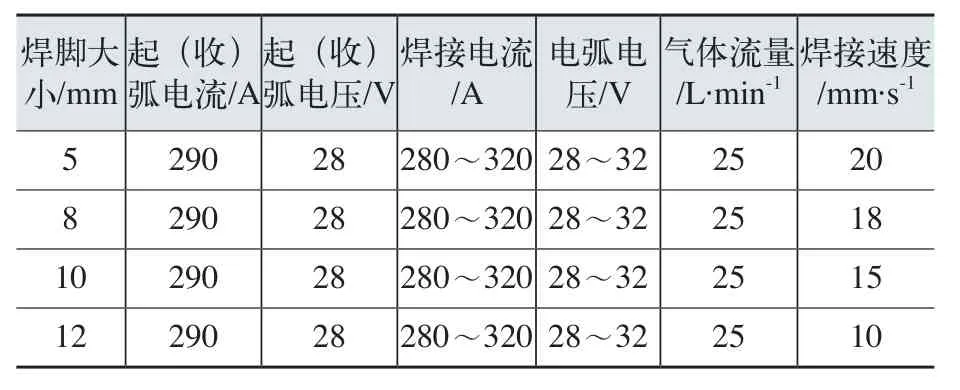
表1 不同焊脚对应的焊接参数
(2)自动化焊接工艺的应用 通过在实际生产中的应用和验证,该机器人焊接系统运行稳定可靠,本体及控制系统通过电弧跟踪、接触传感、焊接专家数据库等智能化功能,对工件中厚板焊接中存在的工件尺寸和焊脚尺寸较大、焊接坡口加工和工件组对精度较差等问题进行了解决,焊缝成形效果和焊接稳定性都比较好,明显降低了劳动强度,提高了生产效率,如图6所示。
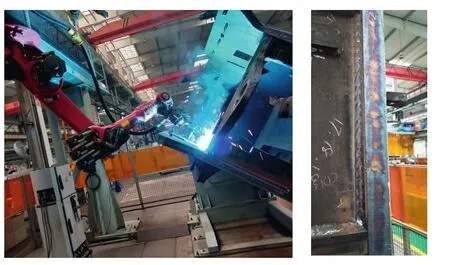
图6 机器人自动化焊接和焊缝焊接效果
4 焊接机器人的发展趋势
焊接机器人在广泛应用的同时向自动化与智能化方向发展,不断出现新的先进机器人焊接技术,这些新技术从生产效率、精度保证、可操作性、适应性等方面显示了焊接机器人技术从研发逐渐向生产领域推广应用,也不断地在工程机械结构件中得到广泛应用。
猜你喜欢
现代农机(2022年3期)2022-07-11
中国金属通报(2022年1期)2022-06-02
中国新技术新产品(2020年6期)2020-06-19
组合机床与自动化加工技术(2019年11期)2019-11-27
润滑与密封(2019年8期)2019-08-27
现代交际(2017年19期)2017-10-23
智能制造(2017年4期)2017-07-24
应用科技(2015年5期)2015-12-09
制造技术与机床(2015年8期)2015-04-24
云南畜牧兽医(2015年4期)2015-02-28
