High-purity Ti2AlC Powder: Preparation and Application in Ag-based Electrical Contact Materials
2020-07-04 08:40DINGJianxiangHUANGPeiyanZHAYuhuiWANGDandanZHANGPeigenTIANWubianSUNZhengming
无机材料学报 2020年6期
DING Jianxiang, HUANG Peiyan, ZHA Yuhui, WANG Dandan, ZHANG Peigen, TIAN Wubian, SUN Zhengming
High-purity Ti2AlC Powder: Preparation and Application in Ag-based Electrical Contact Materials
DING Jianxiang1, HUANG Peiyan1, ZHA Yuhui1, WANG Dandan2, ZHANG Peigen2, TIAN Wubian2, SUN Zhengming2
(1. Key Laboratory of Green Fabrieation and Surface Technology of Advanced Metal Materials, Ministry of Education, School of Materials Science and Engineering, Anhui University of Technology, Ma’anshan 243002, China; 2. School of Materials Science and Engineering, Southeast University, Nanjing 211189, China)
Ag-based electrical contact is the "heart" of low-voltage switch, and the Cd toxicity has long been a haunting problem. It is the research focus of the low-voltage switch to find new environment-friendly electrical contact materials. Starting from the design of reinforcement for Ag-based electrical contact in this work, the high-purity Ti2AlC powder (99.2%) was synthesized by a simple and fast pressureless technique. Ag/Ti2AlC composite electrical contact material was also prepared with homogeneous structure, good bonding between Ag and Ti2AlC particles, high relative density (95.7%), moderate hardness (96HV), satisfactory electrical conductivity (low resistivity of 79.5nΩ·m), and favorable arc erosion resistance (mass loss of 4.4% after 5610 arc discharging cycles). These excellent structure and properties of Ag/Ti2AlC composite are mainly attributed to the good thermal and electrical conductivity of Ti2AlC and the good wettability between Ag and Ti2AlC. This composite is expected to replace the conventional electrical contact materials in the future.
Ti2AlC; electrical contact; metal-ceramic composite; conductivity; wettability; arc erosion resistance
As a core component, Ag-based electrical contact is widely used in the low-voltage switching devices, such as contactors, circuit breakers, and relays[1]. Contact material is exposed to the extremely high temperature and oxygen-enriched environment during the making and breaking of circuit, thus its performance directly determines the life of electrical appliances. In the process of contacting, contact is subjected to various working conditions with different current, voltage, temperature, humidity,. Consequently, properties such as high electrical and thermal conductivity, low contact resistance, moderate hardness, good machinability, high resistance to oxidation and arc erosion are the prerequisites for electrical contact materials[2]. Ag/CdO has been the preferred material for the electrical contacts since the early 20thcentury, but the toxicity of Cd brings a series of serious problems[3-4]. Current Cd-free contact materials (Ag/SnO2[5]、Ag/ZnO2[6]、Ag/CuO[7]、Ag/C、Ag/W[8]、Ag/Ni[9],.) cannot replace Ag/CdO completely due to their various drawbacks in the aspects of structure and property. Thus, finding the adequate environment- friendly reinforcement to replace Ag/CdO is urgent.
Recently, MAX phase materials (chemical formula of M+1AX, where M is early transition metal, A is mainly group A element, X is C or N), with combined properties of both metal and ceramic, received great attention from academia and industry[10-11]. Ti2AlC is one member of thisMAX phase family with typically lamellar structure, light weight (4.11 g/cm3), high electrical conductivity (resistivity of 0.36μΩ·m), thermal conductivity (46 W·m–1·K–1), and excellent machinability like metals, good resistance to high-temperature and oxidation like ceramics[11]. Ti2AlC is considered as a potential reinforcement material, whose properties meet the requirement of Ag-based electrical contact materials. Over the past few years, Sun and Liu,successfully prepared Ag-based composites with the reinforcements of Ti3SiC2[12], Ti3AlC2[13-16], and Ti2SnC[17-18], and systematically studied their phase, microstructure, and properties. Besides the basic properties of MAX phase family, Ti2AlC has the outstanding resistance to oxidation. Hence, Ag/Ti2AlC (Ag/TAC) composite is expected to be the potential substitute to Ag/CdO.
There are two key points need to be paid attention in the studying of Ag/TAC composites. First, the impure phases affect the density, structure, interface, and properties of the composites. Thus, preparing high-purity Ti2AlC powder is particularly important before studying the Ag/TAC composite electrical contact materials. The synthesis of Ti2AlC bulk and powder by using hot pressing (HP)[19], hot isostatic pressing (HIP)[20], spark plasma discharging (SPS)[21], and self-propagated sintering (SHS)[22]has been reported. These techniques, however, cost highly with complex process, and produce Ti2AlC with many impure phases such as TiC, Ti-Al compounds, and Ti3AlC2. In contrast, the pressureless sintering technique (PLS) is simple, efficient, and low-cost[23], which is more meaningful for the practical application. In addition, the preparation, microstructure, interface bonding, and electrical contacting property of composite can be largely affected by the wettability between reinforcement and Ag matrix. Therefore, the wetting behavior of Ag and Ti2AlC is a key issue for the research and application of Ag/TAC composites.
The purpose of this work is to synthesize the high-purity Ti2AlC powder by using pressureless technique, and study the effect of process parameters on the purity and microstructure of Ti2AlC. Then the wettability, microstructure, mechanical properties, electrical properties, and arc erosion resistance of Ag/TAC composites were studied, and its application potential were also discussed.
1 Experimental
1.1 Synthesis of Ti2AlC powder
Powders of TiC (~5 μm, 99.0%), Ti (~50 μm, 99.99%), and Al (~50 μm, 99.7%) were weighed according to stoichiometric ratio and then were totally homogenized in the three-dimensional mixer (Turbula T2F, WAB, Switzerland) for 24 h. Mixture powders were directly heated to the setting temperature for 1 h at a heating rate of 10 ℃/min under the protection of flowing Ar gas (99.999% purity).
1.2 Wetting test of Ag/Ti2AlC
Ti2AlC bulk (a relative density of 99.6%) was prepared by using SPS (heated to 1300 ℃ at a heating rate of 50 ℃/min and held for 20 min with a applied pressure of 50 MPa). The prepared composite bulk was cut into small disc (10 mm diameter) with a polished surface. Ag rod (99.99% purity, 2 mm in diameter, 2 mm in length) was placed with the disc into the high temperature contact instrument (OCA25HTV, Dataphysics, Germany), then was heated to 1120 ℃ for 10 min at a heating rate of 8 ℃/min. The wetting angle data of molten Ag on the surface of Ti2AlC were recorded by the software (SCA20).
1.3 Preparation of Ag/Ti2AlC composite
Powders of Ag (~10 μm, 99.99%) and Ti2AlC (~20 μm, 99.2%) were weighed with a mass ratio of 9:1. Mixture powders were wet ball milled for 0.5 h with the medium of alcohol. Dried mixture were cold-pressed at 800 MPa into green body (15 mm in diameter, 3 mm in thickness). Samples were heated to 800 ℃ for 2 h in a tube furnace with a heating rate of 5 ℃/min.
1.4 Arc erosion experiment
Ag/TAC bulk was cut into the contacts (1.5 mm in thickness, 7 mm in diameter), then these contacts were welded with copper bases, finally were installed into a commercial contactor (CJX-50, China). The electric arc discharging experiment was carried out at the low voltage electrical apparatus test center of Shanghai Electrical Research Institute. The arc erosion resistance of Ag/TAC contacts were tested with the following experimental parameter (set according to the national standard GB14048.4-2010): AC-3 inductive load, 400 V voltage, 100 A circuit, 50 Hz coil frequency, 600 cycles/h operation frequency.
1.5 Characterizations
The phases were characterized by X-ray diffraction (XRD) (Bruker-AXS D8, Germany) with a scan rate of 10 (°)/min. The morphologies of Ti2AlC powder and Ag/10TAC composites were obtained by a field-emission scanning electron microscopy (FE-SEM) (Sirion 200, FEI/Fhilips, Netherlands), and their chemical component were tested and analyzed by the energy dispersed X-ray spectrometer (EDS) (AZtes X-MAX 80, Germany). The density of Ag/10TAC bulk was directly tested with the densimeter (DH-300, China, 0.001 g/cm3accuracy). The hardness of Ag/10TAC composite was measured by the Vickers microhardness tester (FM-700, Japan, 1 kg pressure, holding time of 5 s). The resistance of Ag/10TAC bulk was obtained by using the instrument (METRAHIT 27 I, Germany, 0.001 mΩ accuracy), and then its resistivity was calculated according to the four probe principle. Mass loss of the Ag/TAC contact after arc erosion was obtained by using the electronic balance (BT25S, Sartorius, Germany, 0.01 mg accuracy). Area loss of the contact after arc erosion was calculated with the metallographic microscope analysis software (LAS V4.8, Leica, Germany).
2 Results and discussion
2.1 High-purity Ti2AlC powders
During the preparation of Ti2AlC, Al first melts due to its low melting point and provides a liquid environment for the subsequent reactions. Vaporization of Al at high temperature leads to the loss of Al in the raw materials. Therefore, appropriate increase of Al content is the premise to ensure the chemical reaction according to the stoichiometric ratio of raw powder. In Table 1, the content of TiC and Ti in the raw materials remains unchanged, excessive Al are added to the raw materials to study the effect of Al content on the purity of Ti2AlC powder.
X-ray diffraction was carried out to identify the phase composition of the as-prepared Ti2AlC powder. As shown in Fig. 1, peaks of Ti2AlC were detected in all four samples, however, some impure phases like Ti3AlC2and TiC were also detected in the final sample. Diffraction peak of the impure phase increases with the increase of the Al content in the raw materials. The purity of Ti2AlC in the four samples are calculated according to the integral area of the main peak of the main phase[24], as shown in Table 1. The result shows that the highest purity of Ti2AlC powder reaches 77.5% (Sample S1) when the molar ratio of Al is 1.05 in the starting raw material.
Based on the Sample S1, the contents of Ti and Al in theraw materials remain unchanged, while the content of C reduces gradually. Four samples (Table 2) were designed to study the effect of C-deficiency in the raw material on the purity of Ti2AlC powder. As shown in Fig. 2, XRD result shows that Ti3AlC2and TiC phases are hardly detected in Sample S5, and the purity of Ti2AlC powder was calculated as 99.2% (Table 2), indicating that the C-deficiency in the raw materials facilitates the generation of more Ti2AlC phase. However, the further increase of C content in the raw material in turn leads to the decomposition of Ti2AlC into TiC and Ti-Al compound (Sample S6, S7). In addition, little Ti3AlC2is also detected in the final samples. The purities of both Sample 6 and Sample 7 are less than 93%, which indicates that the severe shortage of C in the raw material deteriorates the purity of Ti2AlC powder.
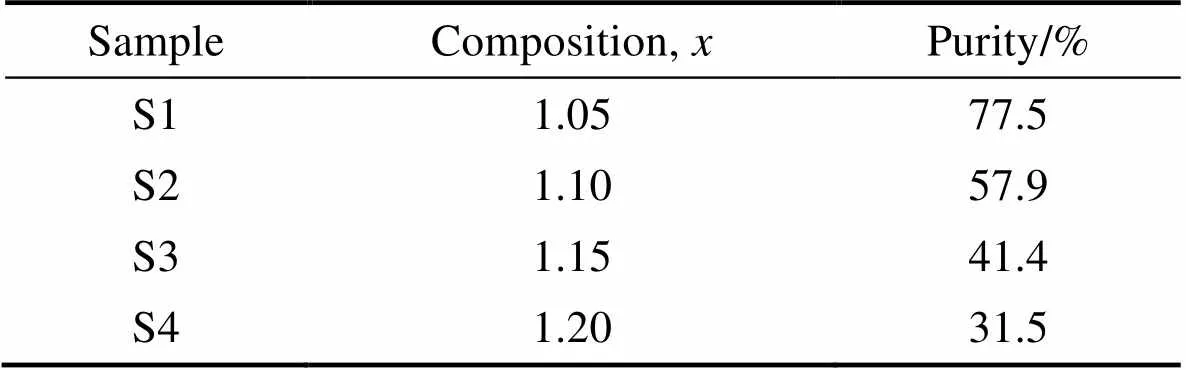
Table 1 Molar ratio of raw material powder TiC/Ti/xAl
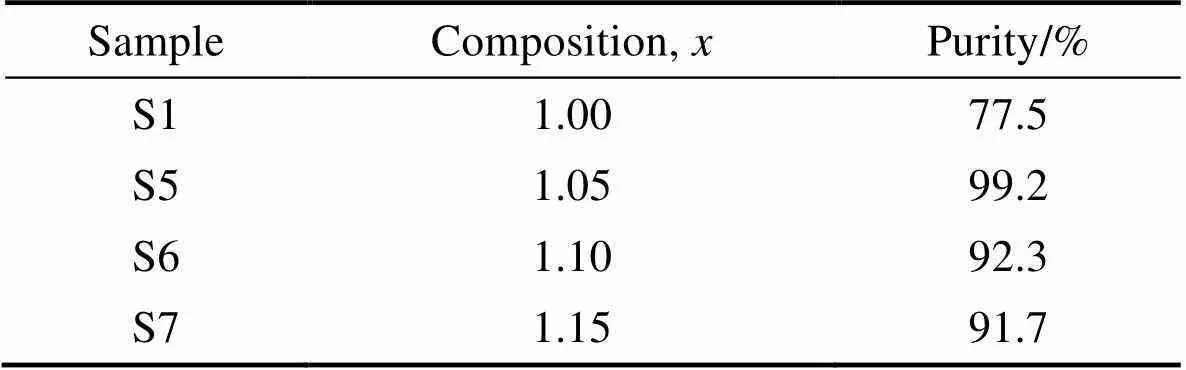
Table 2 Molar ratio of raw material powder(2–x)TiC/xTi/1.05Al
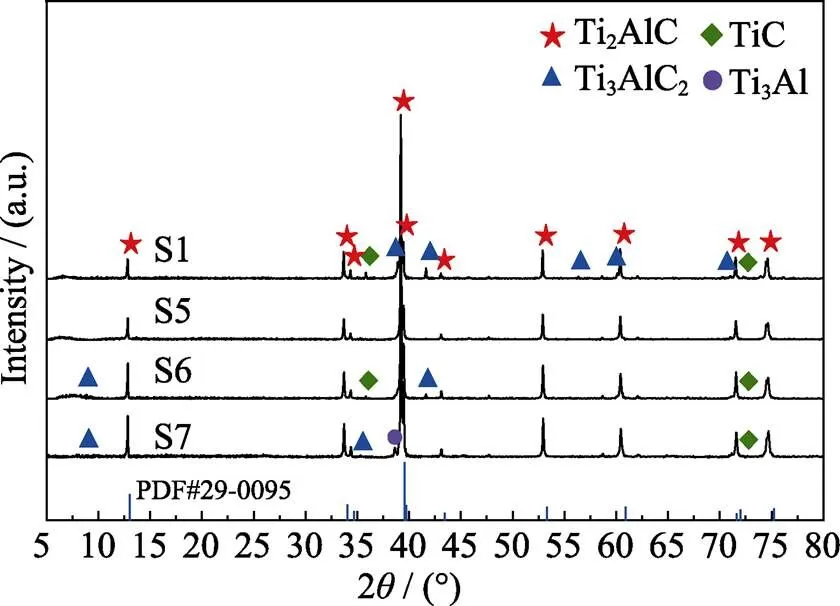
Fig. 2 XRD patterns of samples with different C contents
The morphologies of samples with different C contents are displayed in Fig. 3. The powders of Sample S1, S6 and S7 exhibit irregular shape and their surfaces were covered by many adherent particles with a small size of 0.2–0.8 μm (Fig. 3(a-b, e-h). It is reported that the existence of two M layers in every two A layers leads to the formation of layered crystal structure of 211MAX phase[11]. But the more C and excessive Al in raw material powders generate the impurity phase (TiC, Ti-Al compounds,.) in addition to the main phase Ti2AlC , thus leading to the destruction of the crystal structure of Ti2AlC and its poor morphology with nonstandard layered structure. In contrast, powder of Sample S5 shows standard lamellar structure of MAX without any adherent particles (Fig. 3(c, d)), indicating that the Ti2AlC powder in Sample S5 have superior purity. This result presents that the slightly deficient C and a little more Al in raw materials do not produce impurity phase and the prepared Ti2AlC have complete crystal structure, which is consistent with that of XRD result in Fig. 2.
Sintering temperature is another important factor for the phase transition and morphology evolution of the Ti2AlC powder during the synthesizing process. Raw powder with the composition of 0.95TiC/1.05Ti/1.05Al is heated to different temperatures, as shown in Table 3. XRD result shows that the final powder contains a large amount of TiC and Ti-Al compounds due to the insufficient reaction when synthestic temperature is below 1400 ℃ (Fig. 4). Once the temperature exceeds 1500 ℃, the synthesized Ti2AlC phase largely decomposes into TiC and Ti-Al compounds, and merely produces little Ti3AlC2. At 1400 ℃, the high-purity Ti2AlC is stable, and no impure phase is detected.
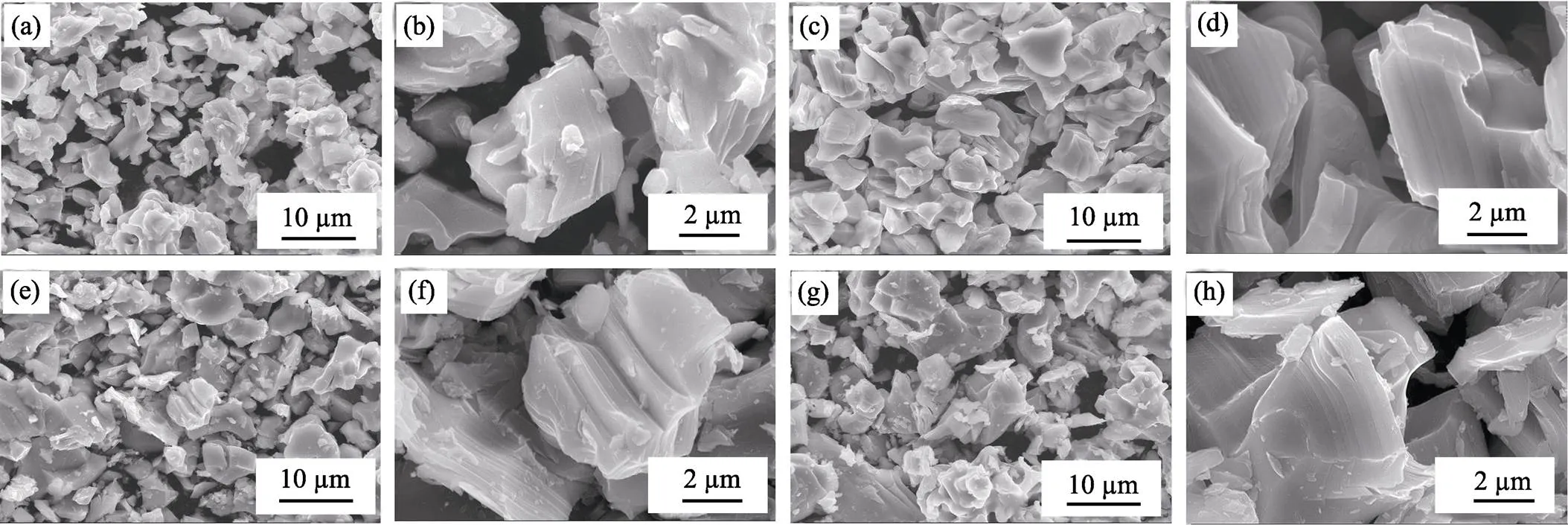
Fig. 3 SEM images of samples with different C contents (a, b) S1; (c, d) S5; (e, f) S6; (g, h) S7
In summary, appropriate increase of Al and slight reduction of C in the raw material facilitate the generation of Ti2AlC phase in the final powder. But excessively low and high temperature hinder the purity improvement of Ti2AlC powder. In order to obtain high-purity Ti2AlC powder, the optimal synthesis process parameters is concluded as: a raw powder with composition of 0.95TiC/1.05Ti/1.05Al, sintered at 1400 ℃ for 1 h under pressureless condition.
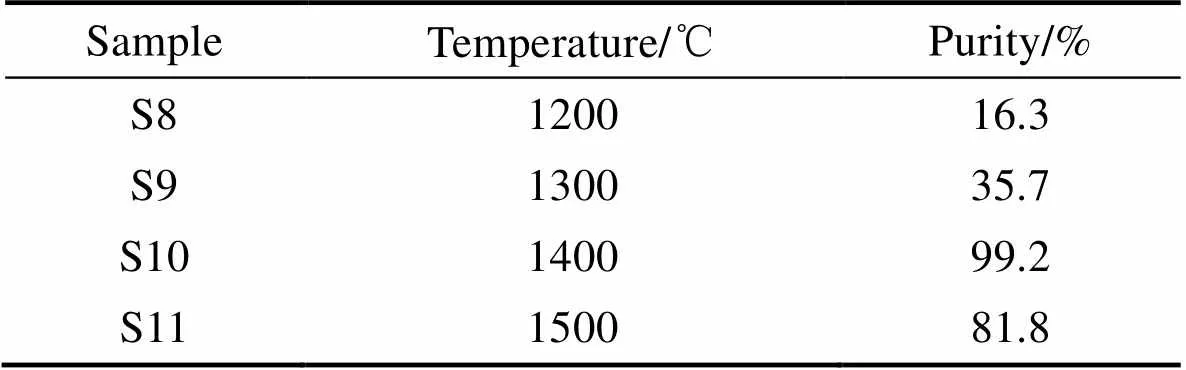
Table 3 Preparation of Ti2AlC powder from 0.95TiC/1.05Ti/1.05Al at different temperatures
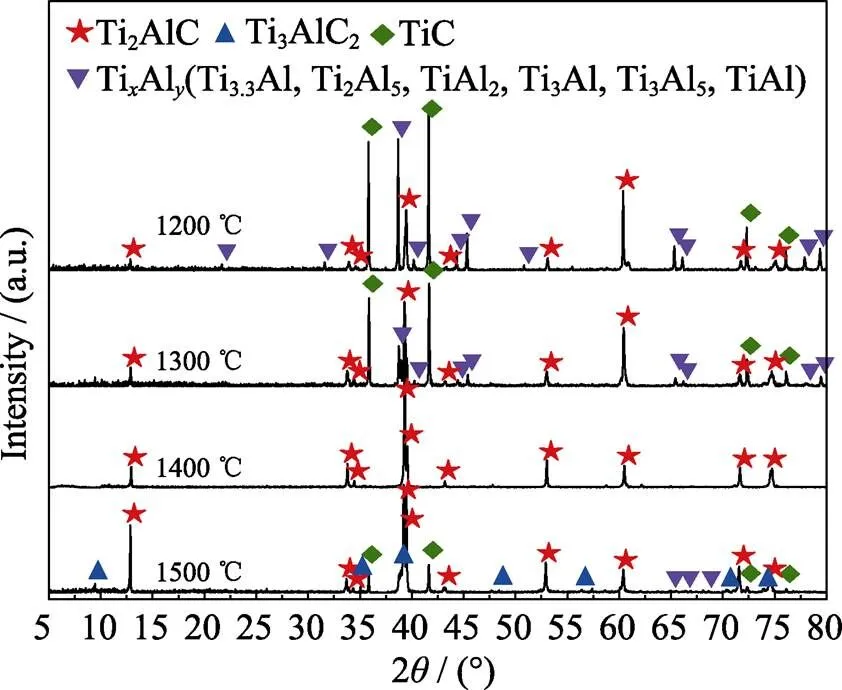
Fig. 4 XRD patterns of 0.95TiC/1.05Ti/1.05Al sintered at different temperatures
2.2 Wetting behavior of Ag/Ti2AlC
In the process of heating, the contact angles and optical images of molten Ag on the Ti2AlC substrate are simultaneously recorded, as shown in Fig. 5. The poor wettability of Ag and Ti2AlC is observed at ~990 ℃ (a large contact angle of 154.6°). As temperature increases, Al atoms in Ti2AlC outward diffuse into Ag matrix, leading to the reactive wetting and hence the decrease of contact angle. When temperature rises to 1130 ℃, the contact angle stabilized at 14.1°, indicating that Ag well wets Ti2AlC. In the preparation of Ag/Ti2AlC composite, good wettability is beneficial to enhance the interface bonding between Ag and Ti2AlC, and reduce the aggregation of Ti2AlC particles. Good wettability also facilitates the viscosity improvement of the molten pool and the increases the resistance to splash of liquid Ag during the electric arc discharging.
2.3 Ag/Ti2AlC composite
XRD result of Ag/10wt%Ti2AlC (Ag/10TAC) composite is shown in Fig. 6. Except Ag and Ti2AlC, no other impure phase were detected. The SEM image of Ag/10TAC (Fig. 6(b)) shows the uniform microstructure of the composite, and the good bonding of the Ti2AlC with Ag matrix (Fig. 6(c)), which is attributed to the good wettability between the Ag and the Ti2AlC. The basic properties(density, relative density, hardness, resistivity) of Ag/10TAC composite are listed in Table 4. High relative density (~95.7%) and moderate hardness (96HV) provide good strength and machinability of the Ag/10TAC composite. Low resistivity (79.5 nΩ·m) facilitates the electric conducting of current and thus reduces contact resistivity and temperature rise of the Ag/10TAC contact.
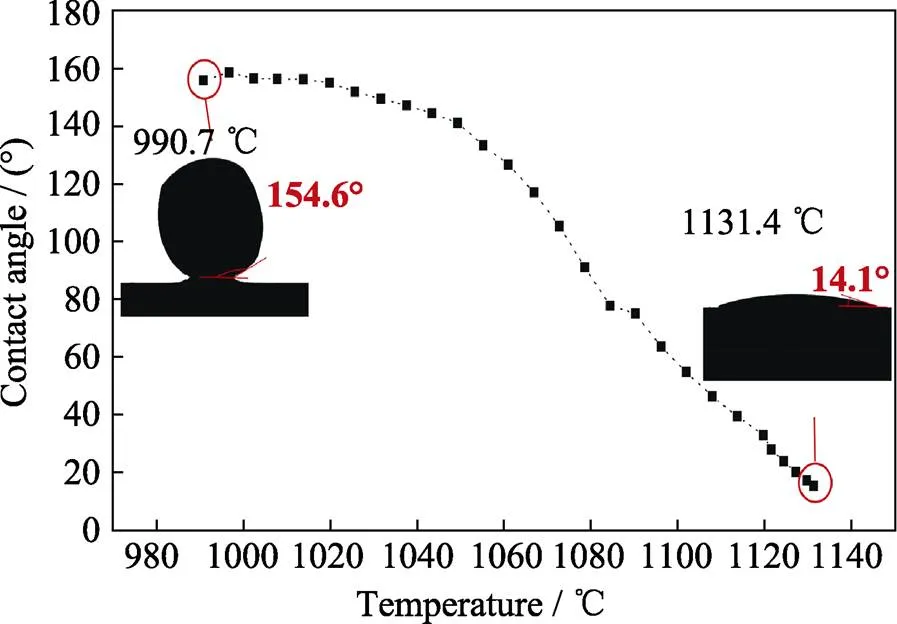
Fig. 5 Contact angles and optical images of Ag/Ti2AlC in the process of heating
2.4 Arc erosion resistance of Ag/10TAC
Arc erosion resistance is an important index to evaluate the application potential of an electrical contact material. As shown in Fig. 7, after 5610 electric arc discharging cycles, the shape of Ag/10TAC contact remains well (inset of Fig. 7(a)). The erosion area of eroded contact surface accounts for 88.6% of the total contact area,but the mass loss is only 4.4wt%, indicating that Ag/10TAC has strong resistance to arc erosion. Fine thermal and low resistivity of Ti2AlC, good wettability between molten Ag and Ti2AlC, and the interdiffusion between Ag and Ti2AlC are responsible for the good contacting properties of the Ag/10TAC composite. After arc erosion, a few cracks, holes, and Ag spheres were observed on the surface of Ag/10TAC contact (Fig. 7(b)). The Ag matrix inside molten pool mainly exhibits cauliflower-shaped after arc erosion, as shown in inset of Fig. 7(c). In addition, some dark areas were observed on the contact surface (Fig. 7(b, d)), which mainly contains Ti, O, C, and little Al by EDS. The formation of these dark areas is attributed to the aggregation of the eroded Ti2AlC, which has been partially destroyed by high-temperature oxidation during electric arc discharging.
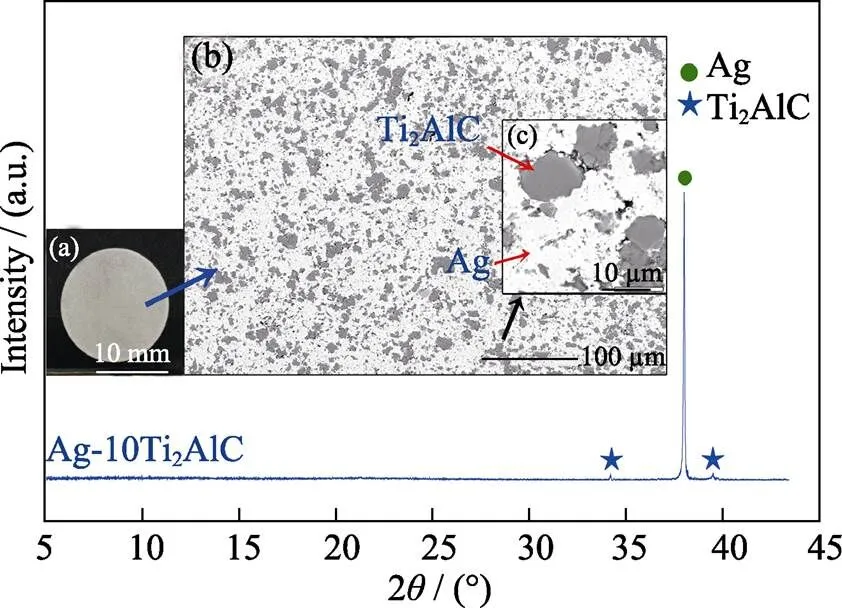
Fig. 6 XRD pattern of Ag/10TAC composite with insets showing (a) picture of the bulk, (b) microstructure of composite, and (c) the magnified SEM image

Table 4 Basic properties of Ag/Ti2AlC composite
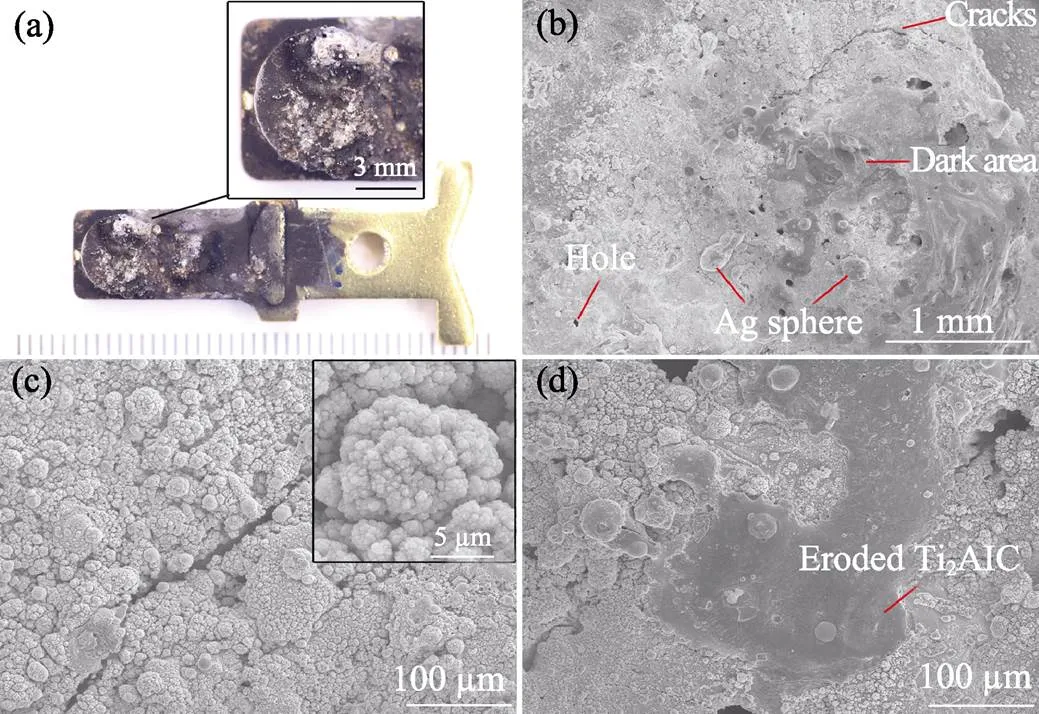
Fig. 7 (a) Optical image of the Ag/10TAC contact after 5610 arc discharging cycles, with magnified SEM image in the inset; (b) SEM image of the contact surface morphology; (c) Morphology of the Ag molten pool, with magnified SEM image of cauliflower-shaped Ag particles in the inset; (d) Magnified SEM image of the aggregated eroded Ti2AlC (dark area in (b))
3 Conclusions
Pressureless synthesis was employed to study the effect of composition and sintering temperature on the purity and morphology of Ti2AlC powder. The structure and properties of the Ag/10TAC composite electrical contact material are investigated. Main conclusions are drawn as follows:
1) High-purity Ti2AlC powder (99.2%) is synthesized at 1400 ℃/h by using the raw powder with the starting composition of 0.95TiC/1.05Ti/1.05Al.
2) Contact angle decreases with temperature increasing, due to the reactive wetting between molten Ag and Ti2AlC. Small contact angle (14°) is obtained at 1130 ℃. Good wettability facilitates the preparation and improves the arc erosion resistance of Ag/Ti2AlC.
3) Ag/10TAC composite exhibits uniform structure, high density, moderate hardness, low resistivity, and favorable arc erosion resistance.
4) Ti2AlC has been proven experimentally to be a promising reinforcement for Ag-based electric contact material.
[1] WINDRED G. Electrical contact resistance., 1941, 231(6): 547–585.
[2] HOLM R, HOLM E. Electric Contacts Handbook. Berlin: Springer, 1958.
[3] COSOVIC V, COSOVIC A, TALIJAN N,State of the art and challenges in development of electrical contact materials in the light of the RoHS directive., 2012, 44(2): 245–253.
[4] SLADE P G. Effect of high temperature on the release of heavy metals from AgCdO and AgSnO2contacts., 1989, 12(1): 5–15.
[5] SCHRODER K H. Silver-metal oxides as contact materials., 1987, 10(1): 127–134.
[6] WU C P, YI D Q, LI J,Investigation on microstructure and performance of Ag/ZnO contact material., 2008, 457(1/2): 565–570.
[7] ZHOU X L, CAO J C, CHEN J C,Micro-superplastic behavior of copper oxide in AgCuO composites., 2013, 42(11): 2242–2244.
[8] WOJCIK-GRZYBEK D, FRYDMAN K, BORKOWSKI P. The influence of the microstructure on the switching properties of Ag C, Ag-WC-C and Ag-WC contact materials., 2013, 58(4): 1059–1065.
[9] WU C P, YI D Q, WENG W,Arc erosion behavior of Ag/Ni electrical contact materials., 2015, 85: 511–519.
[10] BARSOUM M W. The M+1AXphases: a new class of solids; thermodynamically stable nanolaminates., 2000, 28(1-4): 201–281.
[11] SUN Z M. Progress in research and development on MAX phases: a family of layered ternary compounds., 2011, 56(3): 143–166.
[12] ZHANG M, TIAN W B, ZHANG P G,Microstructure and properties of Ag-Ti3SiC2contact materials prepared by pressureless sintering., 2018, 25(7): 810–816.
[13] DING J X, TIAN W B, ZHANG P G,Arc erosion behavior of Ag/Ti3AlC2electrical contact materials., 2018, 740: 669–676.
[14] DING J X, TIAN W B, WANG D D,Corrosion and degradation mechanism of Ag/Ti3AlC2composites under dynamic electric arc discharging., 2019, 156: 147–160.
[15] WANG D D, TIAN W B, MA A B,Anisotropic properties of Ag/Ti3AlC2electrical contact materials prepared by equal channel angular pressing., 2019, 784: 431–438.
[16] LIU M M, CHEN J L, CUI H,Ag/Ti3AlC2composites with high hardness, high strength and high conductivity., 2018, 213: 269–273.
[17] DING J X, TIAN W B, ZHANG P G,Preparation and arc erosion properties of Ag/Ti2SnC composites under electric arc discharging., 2019, 8(1): 90–101.
[18] DING J X, TIAN W B, WANG D D,Microstructure evolution, oxidation behavior and corrosion mechanism of Ag/Ti2SnC composite during dynamic electric arc discharging., 2019, 785: 1086–1096.
[19] ZHU J F, GAO J Q, YANG J F,Synthesis and microstructure of layered-ternary Ti2AlC ceramic by high energy milling and hot pressing., 2008, 490(1/2): 62–65.
[20] BAI Y L, ZHANG H X, HE X D,Growth morphology and microstructural characterization of nonstoichiometric Ti2AlC bulk synthesized by self-propagating high temperature combustion synthesis with pseudo hot isostatic pressing., 2014, 45: 58–63.
[21] ZHOU W B, MEI B C, ZHU J Q,Rapid synthesis of Ti2AlC by spark plasma sintering technique., 2005, 59(1): 131–134.
[22] LIANG B Y, WANG M Z, LI X P,Synthesis of Ti2AlC by laser- induced self-propagating high-temperature sintering., 2010, 501(1): L1–L3.
[23] LIU W, BO T Z, XIE Z P,Fabrication of injection moulded translucent alumina ceramicspressureless sintering., 2011, 110(4): 251–254.
[24] YEH C L, SHEN Y G. Combustion synthesis of Ti3AlC2from Ti/Al/C/TiC powder compacts., 2008, 466: 308–313.
高纯Ti2AlC粉末的无压制备及其在Ag基电触头材料的应用
丁健翔1, 黄培艳1, 查余辉1, 汪丹丹2, 张培根2, 田无边2, 孙正明2
(1. 安徽工业大学 材料科学与工程学院, 先进金属材料绿色制备与表面技术教育部重点实验室, 马鞍山 243002; 2. 东南大学 材料科学与工程学院, 南京 211189)
Ag基电触头是低压开关的“心脏”, 触头无Cd化一直困扰着人们, 寻找新型环保电触头材料是目前低压开关领域研究的重点。本研究从Ag基电触头增强相材料设计入手, 利用简单快速的无压技术合成了高纯Ti2AlC粉末(99.2%), 制备的Ag/Ti2AlC复合电触头材料组织均匀、Ti2AlC颗粒与Ag基体结合紧密、相对密度高(95.7%)、硬度适中(96HV)、导电性好(电阻率低至79.5 nΩ·m)、抗电弧侵蚀性能优良(5610次电弧放电后触头质量损失仅为4.4wt%)。Ag/Ti2AlC优良的结构和性能主要归因于Ti2AlC本身的导电导热性能和Ag/Ti2AlC之间的润湿性。该复合材料在进一步深入研究后, 有望大面积应用并替代传统电触头材料。
Ti2AlC; 电触头; 金属陶瓷复合; 导电性; 润湿性; 抗电弧侵蚀
TG148
A
date:2019-05-23;
date: 2019-07-14
National Natural Science Foundation of China (51731004, 51671054); Fundamental Research Funds for the Central Universities in China (2242018K40108; 2242018K40109); Natural Science Foundation of Jiangsu Province (BK20181285); Youth Research Fund Project of Anhui University of Technology
DING Jianxiang(1987-), male, PhD candidate. E-mail: 15295562390@163.com; jxding@ahut.edu.cn
丁健翔(1987-), 男, 博士研究生. E-mail: 15295562390@163.com; jxding@ahut.edu.cn
Corresponding author:TIAN Wubian, associate professor. E-mail: wbtian@seu.edu.cn; SUN Zhengming, professor. E-mail: zmsun@seu.edu.cn
田无边, 副教授. E-mail: wbtian@seu.edu.cn; 孙正明, 教授. E-mail: zmsun@seu.edu.cn
1000-324X(2020)06-0729-06
10.15541/jim20190243
猜你喜欢
纺织科学研究(2021年6期)2021-12-02
大学生(2021年9期)2021-09-28
纺织科学研究(2021年7期)2021-08-14
无机盐工业(2019年4期)2019-12-25
物理化学学报(2019年10期)2019-10-14
科技视界(2017年15期)2017-10-28
科学与财富(2016年28期)2016-10-14
湖南大学学报·自然科学版(2016年6期)2016-07-14
海峡科技与产业(2016年3期)2016-05-17
中国高新技术企业(2015年24期)2015-06-25