关于圆柱螺纹中径测量及其测量误差分析
2020-06-05 10:09黄广君
经济技术协作信息 2020年15期
◎黄广君
在企业生产中,螺纹作为通用零件是加工中不可或缺的,通常在大批量生产中,用螺纹量规进行检验,而小批量单件加工中普遍使用万能量具对圆柱螺纹参数进行单一检测。螺纹中径的测量,属于螺纹最基本要素的检验项目,目前测量方法有三种,主要有量针法、轴切法和万能工具测量;在应用中使用量针法和万能工具测量法(螺纹千分尺)。本文主要以在加工现场如何正确使用螺纹千分尺并提高圆柱螺纹测量精度、减小测量误差方面进行分析探讨。
一、螺纹千分尺的使用
千分尺作为精密测量工具广泛用加工领域,正确使用和读取千分尺才能接近测量真值。
1.测量前,为了避免温度带来的影响,千分尺和被测工件要有恒温时间,测量时尤其注意手温对千分尺的影响。
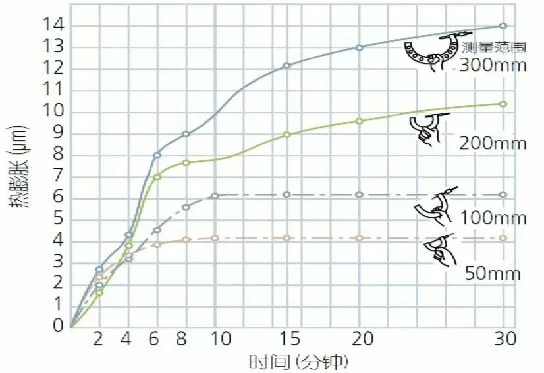
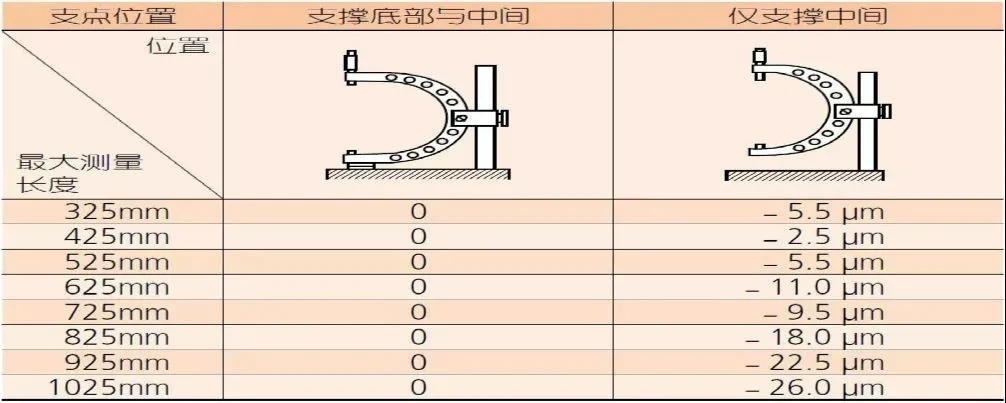
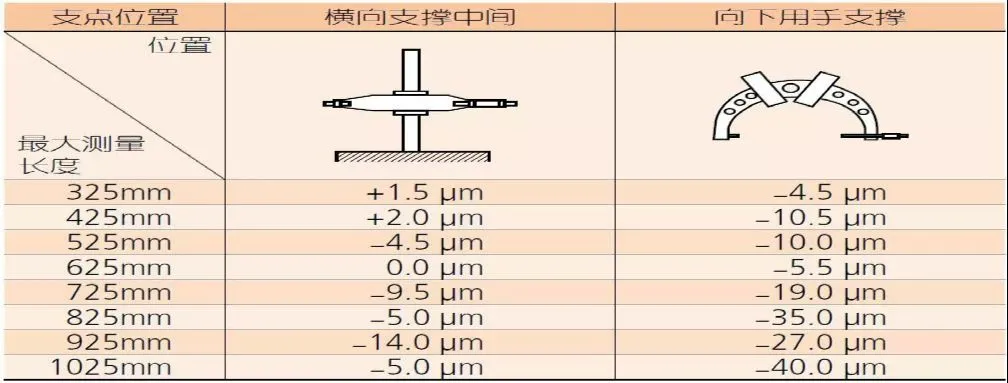
2.零位校准与测量时不同状态下尺身形变的影响。
?
?
通过上述图标可以看出,在千分尺使用过程中必须注意零位校准与测量时必须保持相同的状态,才能保证测量的准确度。
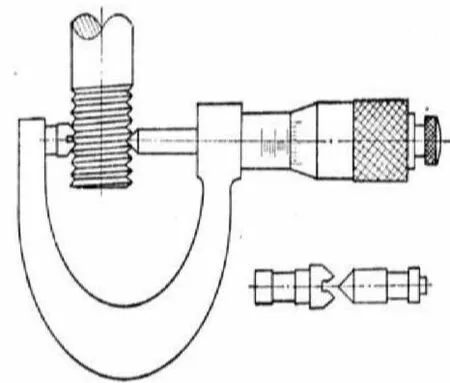
3.正确使用测力装置。
在螺纹千分尺使用过程中,当测头测量面与螺纹外轮廓接近时,需缓慢进给测微螺杆,当接触后,通过转动测力装置渐近量面,听见两三声“咔咔”时,感觉测力装置打滑空转,表明已接触上,即可读数。此细节必须引起使用者的注意,不合理的使用测力装置可使测量误差达到0.02mm。
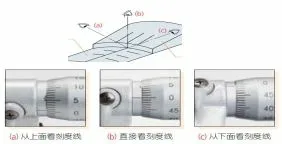
4. 在读取量具读数时需要正确的姿势:必须直视基准线。
二、现场圆柱螺纹中径测量方法主要有量针法和螺纹千分尺进行测量,分别对两种测量方法的精度进行分析
1. 使用螺纹千分尺进行螺纹测量时主要误差有:
(1)螺纹牙型半角、螺距的影响。当被测螺纹牙型半角出现误差后,会导致锥形、V型测头无法与螺纹面完全接触,导致测量中径值略大,具体偏差可以通过计算导出。
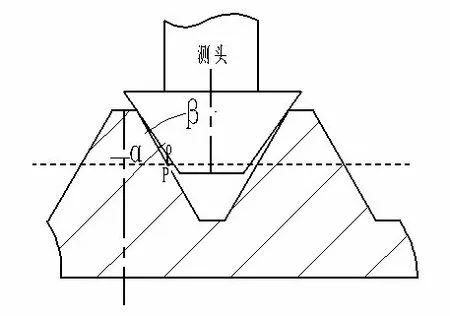
如图所示:
(2)螺纹千分尺的误差。根据螺纹千分尺检定规程中可查出,千分尺测微头和校对杆的允许误差都都在±0.004mm 左右,300mm 螺纹千分尺尺身所带来的最大综合误差达到±0.028mm。在使用螺纹千分尺对圆柱螺纹测量时,加上V 型、锥形侧测头角度与工件的牙侧角不同的影响,故在用绝对法测量时,其中径的测量不确定度可达到0.10mm。
2.使用螺量针法螺纹测量,量针法主要有三针、双针和单针法,我们主要介绍下三针法:
用量针测量螺纹中径,测量时在螺纹凹槽内放置三根直径相同的量针,如图,然后用千分尺等测量工具来测量M 值的大小,通过计算来验证螺纹中径的大小。

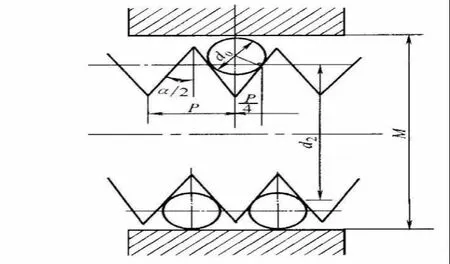
(1)三针直径的影响。三针必须选用最佳直径,使测量时三针与中径线接触,这样能令牙侧角误差对中径测量结果误差的影响最小。如图:d0=P/(2cos(α/2))
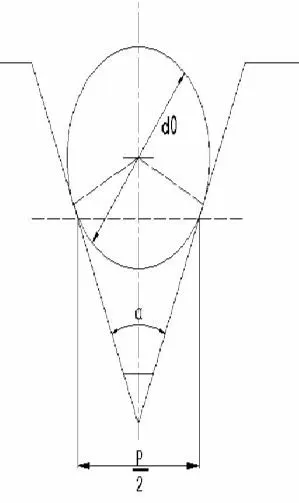
0 级测量针直径最大误差为±0.00025mm,带入公式(1)所引入的最大误差约为0.001mm
(2)千分尺误差的影响。根据千分尺检定规程中可查出,300mm 范围千分尺尺身所引入的测量误差在0.020mm 左右。
由上述可知,量针法在现场应用中所带来的综合误差在0.021mm 左右。
三、结语
通过分析和计算表明螺纹千分尺在测量螺纹单一中径的误差一般介于0.10mm 左右,用螺纹千分尺只能测量精度要求较低的螺纹零件。螺纹千分尺在使用过程的测量误差往往比参考文献给出的测量误差数值大,这一点必须引起使用者的注意,螺纹千分尺更主要应用于螺纹加工过程中确定螺纹中径的加工余量。
三针法,在测量螺纹单一中径方法中属于最简易精确测量,需要测量者熟练操作使用三针,才能发挥出三针法的优势。
在在实际应用中,应根据螺纹不同的加工精度及测量要求,选择合适的中径测量方法,方可有效保证螺纹的加工和测量精度。
猜你喜欢
科学技术创新(2022年34期)2022-12-07
仪表技术与传感器(2022年7期)2022-08-30
健康体检与管理(2022年4期)2022-05-13
中学生数理化·八年级物理人教版(2021年12期)2021-12-31
中华养生保健(2020年4期)2020-11-16
颈腰痛杂志(2020年5期)2020-10-23
应用数学(2020年2期)2020-06-24
石油沥青(2019年1期)2019-03-05
中国港湾建设(2017年11期)2017-12-19
探测与控制学报(2015年4期)2015-12-15