一种基于测距反馈的机床工作台行程控制系统
2020-05-31 02:31:56廖育武
湖北文理学院学报 2020年5期
廖 谦,廖育武
(1.襄阳汽车职业技术学院 汽车工程学院,湖北 襄阳 441021;2.湖北文理学院 汽车与交通工程学院,湖北 襄阳 441053)
龙门铣床、龙门刨床、单臂刨床、龙门磨床等众多冷加工机床的工作台,在工作时都需要工作台按规定的行程频繁往复运动,行程的距离可根据加工件的实际大小随时调整. 为提高生产效率,需要简化行程调整过程,并尽量缩小无效行程,这样就对工作台行程控制提出了较高的要求. 常规的工作台行程控制有三种方法:一是有触点的行程开关控制方式;二是无触点行程开关控制方式;三是旋转码盘计数控制方式. 这三种行程控制方式都有明显的缺点:有触点行程开关控制方式行程调整不方便、行程控制不精确、故障率高、维护控制量大;无触点行程控制方式采用接近开关代替有触点行程开关,在一定程度上降低了故障率,但其它缺点依然存在;旋转码盘计数控制方式属于位置闭环控制方式,能有效克服行程开关控制方式的种种缺点,但这种位置闭环控制方式采用的是位置半闭环控制,行程控制精度还依赖于机械传动部分的精度,且工作台往复累积计数偏差会使行程偏离,影响正常工作. 而采用直接检测工作台实际行程作为位置反馈构成位置全闭环控制,可以较好地解决由于工作台往复累积计数偏差引起的行程偏离问题. 因此,本文将就采用测距方法构成的机床工作台行程控制系统进行探讨.
1 行程控制系统构成
1.1 行程控制要求
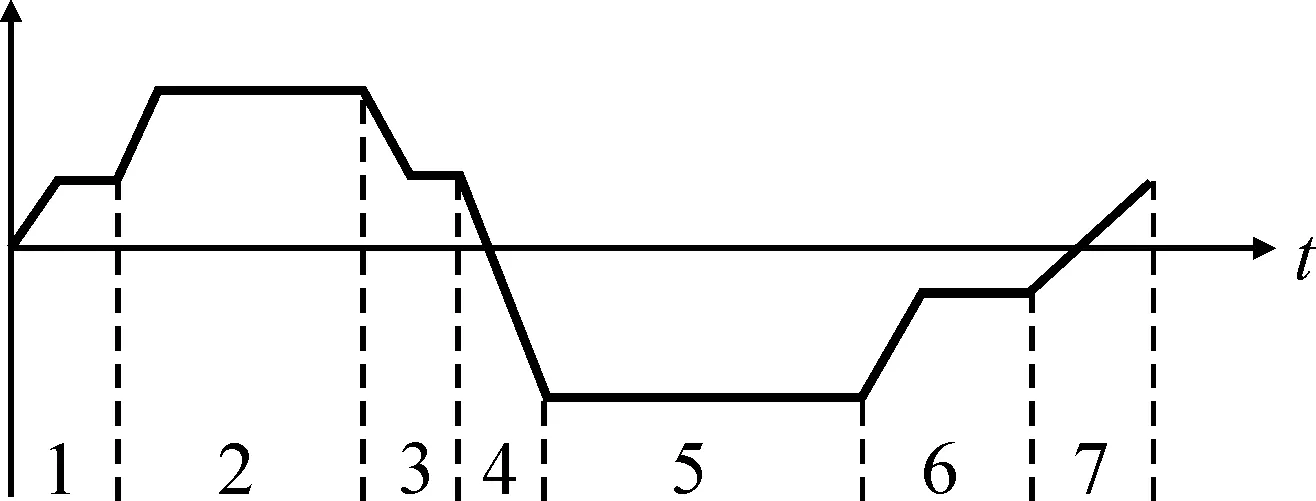
1-低速切入,2-前进加工,3-前进减速, 4-前进换后退,5-后退加工, 6-后退减速,7-后退换前进 图1 工作台工作状态示意图
机床工作台在工作过程中需要做频繁往复运动,主要有七个工作状态:低速切入、前进加工、前进减速、前进换后退、后退加工、后退减速、后退换前进. 这七个状态都需要有精确的行程控制才能满足实际加工的高要求. 工作台工作状态示意如图1所示.
各种机床对行程控制的要求不完全相同,但最基本的要求是一样的. 刨床对行程控制系统的动态要求比较高,而铣床和磨床因为工作台速度较低,对行程控制系统的精度要求较高,希望无效行程更短,行程控制更精确. 因此,新的行程控制方法应兼顾以上各种要求,且行程调整更简单,工作更可靠,行程控制精度更高.
1.2 行程控制方案的选择
行程控制的关键是行程检测方式和行程控制方法. 由于有触点或无触点行程开关控制方式缺点明显,码盘计数行程控制方式属于位置半闭环控制,因此采用位置全闭环控制方式是首选方案. 而如何获得工作台的实际位移信号是实现位置全闭环控制的关键. 通过大量的试验验证表明,采用激光位移传感器作为工作台行程检测传感器是较好的方案. 工作台行程控制系统可以采用组态软件(PC机)配合可编程控制器(PLC)控制方式,也可以采用触摸屏(PT)配合可编程控制器(PLC)控制方式. 由于PT、PLC具有可靠性高、抗干扰能力强、易于实现标准化安装等优点,可使系统整体结构简洁、紧凑、成本更低. 且PLC的梯形图编程方式简单,触摸屏组态使得界面友好灵活、监控直观、行程调整操作方便. 结合生产企业对设备功能增减、维护的实际需要,选择PT与PLC相结合的控制方式是合适的.
1.3 控制系统硬件架构
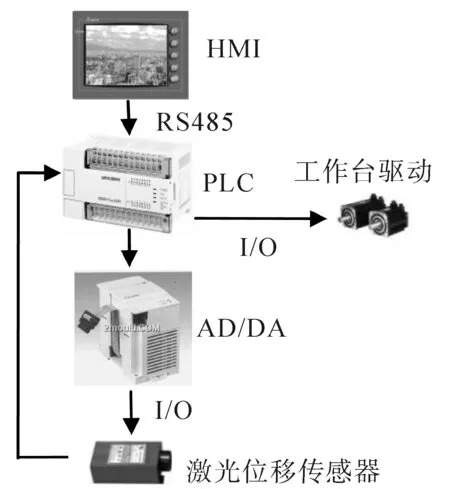
图2 系统控制架构示意图
通过对机床工作台运行要求及加工工艺特点的分析,确定系统控制单元采用三菱FX2N-32MR,人机界面作为监控单元采用台达DOP A57GSTD HMI,二者通过RS485进行通讯连接. 接口模块采用三菱PLC配套的FX2N-4AD扩展模块,通过扩展电缆与PLC主机相连,四个通道的外部连接则根据外部输入输出电压或电流量的不同而有所不同. 选择西门子全数字式交流主轴驱动系统作为主传动单元,以满足机床对电气传动控制的调速要求.
工作台行程检测是系统设计成败的关键. 激光位移传感器是新一代位移检测设备,坚固耐用,是一种既先进又相对经济的在线位置检测设备,具有极高的检测精度和稳定性. 它能够在线式连续检测,可对位置、位移等变化量实现非接触式精确检测,是工业智能控制系统的理想检测传感器. 与其它位移传感器相比,其主要优点在于测量距离远、分辨率高(最高也可达到0.1um)、线性度好(一般为量程的0.2%左右)、对被测物体无特殊要求等. 激光位移传感器安装简单,使用方便,既可采用数字输出模式,又可采用模拟输出模式. 故本系统选用激光位移传感器作为生产线位置检测传感器. 控制系统结构示意图如图2所示[1-2].
2 系统工作原理

图3 行程检测原理示意图
2.1 工作台行程检测/测距
行程检测(测距)传感器采用激光位移传感器. 激光位移传感器工作时由激光二极管向被测物体发射激光脉冲,被测物体反射光返回到传感器接收器,被传感器中雪崩光电二极管接收. 雪崩光电二极管具有极强的放大功能,因此它能检测极其微弱的反射光信号. 传感器对光脉冲发出到返回被接收所经历的时间进行相应的处理,即可得到位移或位置信号. 采用激光位移传感器的行程检测(测距)环节原理示意如图3所示[3].
传感器固定在机床床身合适的位置上,而反射挡板则安装在工作台上. 反射挡板位于最大行程处并与工作台随动. 当工作台运动时,传感器就会输出与工作台移动位置相对应的电信号. 为了保证传感器与PLC通讯的可靠性,传感器输出模式选用模拟输出,模拟信号经A/D扩展模块与PLC联接,经加权折算后得到行程参考值,并存入寄存器D30中供程序计算时调用.
工作台设有两个0点:绝对0点和相对0点. 绝对0点设在工作台前进行程最大处,而相对0点可在有效行程范围内根据工作需要在PT界面上任意设定,相对0点即为行程起点,行程起点设定值通过PT设定后存入D8中. 行程终点默认为工作台最大行程处,也可在有效行程范围内根据工作需要在PT界面上任意设定,终点行程大于起点行程为有效设定,行程终点设定值通过PT设定后存入D9中. 前进行程计算值存入D1中,后退行程计算值存入D2中,工作台动态检测值存入D30中. 系统运行前将最大行程值预存在寄存器D10中,则前进行程和后退行程的转换算法为:
D1=D10-D30-D8
(1)
D2=D10-D9+D30
(2)
式中:D1、D2为前进行程值、后退行程值;D8、D9为行程起点值、行程终点值;D10、D30为最大行程值、动态检测值;
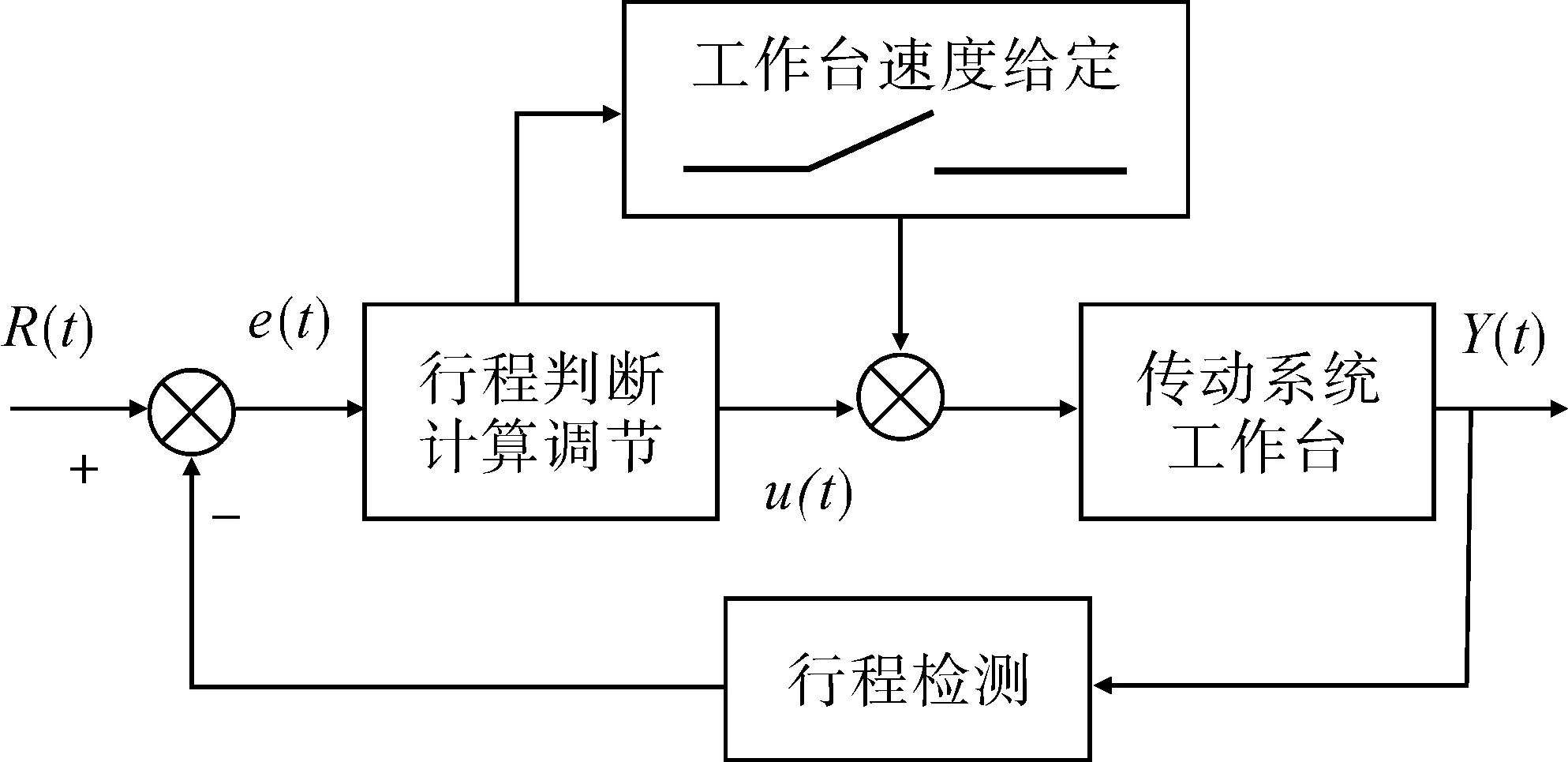
图4 行程控制原理框图
2.2 工作台行程控制
工作台行程控制采用位置(行程)全闭环控制,位置检测信号直接采样于工作台物理位置(行程),有效地克服了机械传动误差和累积计数偏差. 行程控制原理框图如图4所示[4].
工作台行程控制采用变结构控制模式,当实际行程小于设定行程时,行程判断使工作台传动系统速度由外部指令决定,而当实际行程接近行程终点时,行程判断使工作台传动系统速度由外部控制改为内部控制,通过PLC内部PID调节器构成位置(行程)闭环控制,保证行程控制精度.
式中:KP为比例系数;KI为积分系数;KD为微分系数;e(t)为行程偏差.
行程偏差e(t)是位置设定R(t)与实际位置Y(t)的差值.u(t)为传动系统内部速度控制信号,它的幅值取决于e(t),决定了工作台运行速度,e(t)越小u(t)则越小,工作台速度越慢,有利于消除工作台逼近设定位置点的调整次数.
3 系统软件设计
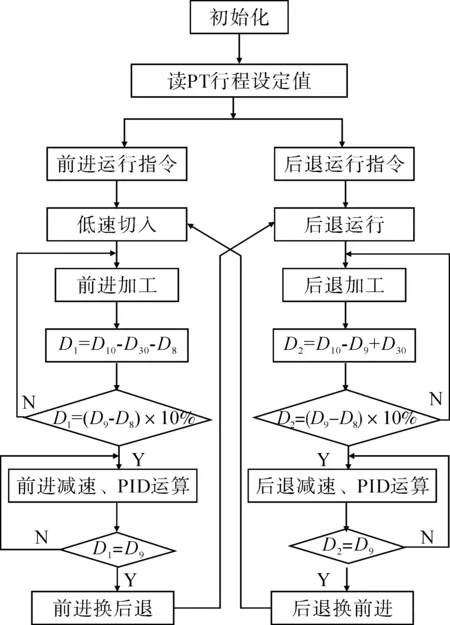
图5 工作台自动循环控制程序流程图
在整个系统中,触摸屏PT作为上位机,PLC作为下位机. 触摸屏DOP A57GSTD配套的画面编辑软件为Screen Editor 1.05.86,在PC机上按软件相关要求进行编辑组态即可. 三菱FX系列PLC的电脑编程软件为SWOPC-FXGP/WIN-C. 该软件能对FX系列PLC进行梯形图、指令表和SFC编程,并能自由地进行切换. 按机床工作台行程控制要求在PC机上进行编程并写入到PLC中即可. 机床工作台自动循环控制PLC程序流程图如图5所示[5].
4 现场运行试验及结果
4.1 现场运行试验
系统设计组装完成后,用导轨式智能小车拖动反射挡板模拟机床工作台进行了模拟运行试验,系统各种功能正常,控制效果良好. 现场运行在某钢铁公司机修工段进行,运行试验对象为北京第一机床厂生产的X2012龙门铣床,工作台尺寸为4m(长)×1m(宽). 该机床原工作台行程控制采用组合行程开关配合PLC,通过调整行程撞块来完成. 机床改造时,先将原组合行程开关拆除,在适当位置换装北京飞拓信达激光技术有限公司生产的FTM-50激光位移传感器,并加装防护挡板. 再将原行程调整撞快拆除,换装为白色反射挡板(尺寸为50mm×100mm),并调至最大行程处. 至此,机床行程控制硬件改装完成.
在其它电气控制部分改装完成后,通电测试PLC相应逻辑控制功能,并在触摸屏设置画面中设置各种运行参数,如行程起点、行程终点、PID系数等参数. 起动工作台运行,逻辑动作正常,行程控制准确.
4.2 运行结果及应用前景(可行性)分析
运行过程证明:通过触摸屏可方便设置各种运行参数,行程起点、行程终点行程调整简单,只需在触摸屏相应窗口完成设置即可,克服了采用普通行程开关构成的行程控制系统需频繁调整行程撞块位置、行程控制不准确等缺点;触摸屏作为操作平台,以绝对作标和相对坐标方式显示工作台实际位置,通过PLC完成对工作台的各种控制,方便实现自动运行控制和手动运行控制,操作更简单、直观;工作台实际行程控制范围为0~3.5m(最大值可调整),显示分辨率为0.1mm;工作台行程控制实际冲程在变结构控制模式下小于5mm,在非变结构控制模式下小于15mm,大大缩短了工作台空行程运行时间,较好地满足了工作台实际行程控制要求.
应用前景(可行性)分析:电气改造后系统运行情况与其它行程控制方案相比,工作台运行稳定、行程控制精确,无行程累积偏差;在触摸屏上可实时显示工作台实际运行状况,并可方便修改各设定值;采用触摸屏作为人机交互控制工具,界面直观,操作简单方便,极大地提高了工作效率. 由于采用激光位移传感器,使得设备成本略有增加. 激光位移传感器市场价格在3000~4000元左右,而行程组合开关市场价格在1000~1500元左右,但相对于整个系统而言,传感器的价格差异还是微不足道的. 所以,采用测距式行程控制方案控制机床工作台行程是可行的,特别是精密加工状态下的优势更加明显.
4.3 问题及改进
在系统实际运行过程中,过大的进刀量会造成工作台震动,引起一定的测量偏差,当适当加大挡光板面积(增大至100mm×150mm),并保证反光面的颜色均匀、清洁,测量偏差问题得到了解决.
如果控制对象为龙门刨床,相比较龙门铣床而言,刨床工作台运行速度更快,惯性更大,会造成工作台过大的冲程. 此时,可根据工作台拖动电机的最大功率,适当调整变结构环节的参数,重新选择变结构形式,保证系统的快速响应能力,以缩小工作台换向冲程.
5 结语
本文提出了测距式机床工作台行程控制方法,采用激光位移传感器作为行程检测设备,据此设计出了机床工作台行程控制系统,并在龙门铣床上得到了验证. 采用PT/PLC构成系统,通过触摸屏操作面板完成各种参数的设置和工作台运行操作,系统结构简单,性价比高,可视化操作简单,行程调整方便,控制精度高,有效解决了其它行程控制方法存在的种种问题,具有较好的市场运用前景.
猜你喜欢
北京航空航天大学学报(2022年5期)2022-06-06 09:27:18
环球市场(2021年11期)2021-01-15 23:24:45
新商务周刊(2019年24期)2019-12-22 05:47:21
制造技术与机床(2019年7期)2019-07-22 03:43:08
制造技术与机床(2019年7期)2019-07-22 03:42:28
测控技术(2018年1期)2018-11-25 09:43:30
电子制作(2018年11期)2018-08-04 03:25:58
数码世界(2018年6期)2018-07-12 01:08:04
制造技术与机床(2017年8期)2017-11-27 02:10:01
邢台学院学报(2016年4期)2016-02-28 19:54:41