
汽车尾门锁卡顿问题分析与解决
2020-05-22 10:36王嗣凯李阳覃延益
企业科技与发展 2020年1期
王嗣凯 李阳 覃延益
【摘 要】汽车门锁作为整车的一个重要的安全部件,起着安全防盗、保护乘员的重要作用。随着电子技术的发展及客户的需求提升,门锁系统的控制也由传统的机械式转变为无线遥控式,甚至向智能化互联网方向发展,因此消费者对于门锁在开关门时的静谧性、平顺性等品质也有了更高的要求。文章主要针对上汽通用五菱汽车股份有限公司某车型尾门锁卡顿的售后问题进行失效模式的分析并提出相应的解决方案,供售后维修人员、设计开发人员参考。
【关键词】尾门锁;卡顿;问题解决
【中图分类号】463.834 【文献标识码】A 【文章编号】1674-0688(2020)01-0103-03
1 故障现象
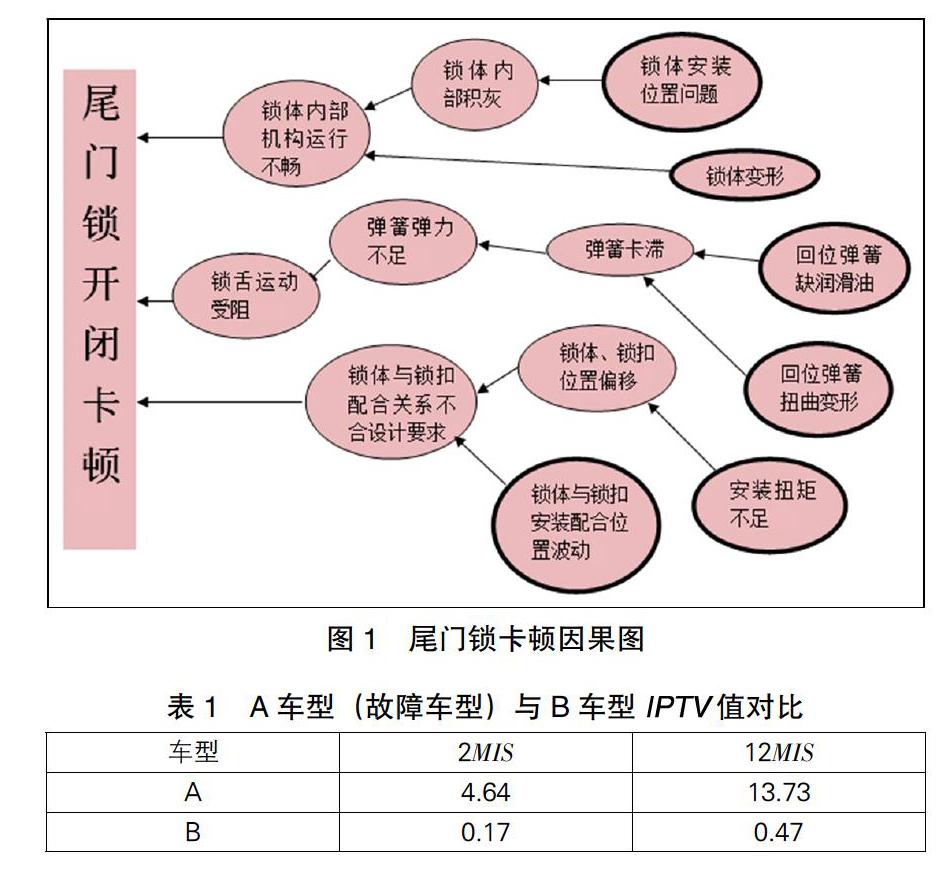
上汽通用五菱汽车股份有限公司某车型(简称A车型)尾门锁总成于2017年2月开始发生变异,其中制造月2017年7月份的IPTV(2MIS)①值达到4.64,IPTV(12MIS)值达到13.73。经查售后维修数据,引起尾门锁失效的主要维修故障模式为锁体卡顿,占总数的90%,表现形式为尾门难开关。
2 原因分析
利用因果关系图工具分析导致尾门锁开闭卡顿的因素,主要原因如图1所示。
2.1 锁体安装位置
A车型尾门锁安装位置位于密封胶条外面,尾门关闭后锁体直接与外界接触,当车辆经过泥泞、沙土路面时锁体有可能进水或泥沙,导致锁体内部机构生锈或摩擦力增大使尾门开启卡顿。
从售后反馈的故障件显示,部分锁体内部有大量的灰尘阻塞锁体运动部件,造成运动不畅,卡滞无法正常上锁。但锁体位于同样位置的B车型售后IPTV值表现良好(见表1),出现此故障可能是部分用户的用车环境过于恶劣,故此为非主要原因。
2.2 锁体变形
经分析尾门锁总成售后反馈零件,有7%的故障件锁体出现异常变形,此现象出现次数较少且是独立于尾门锁开闭卡顿的另一种质量问题,可能造成比尾门开闭卡顿更严重的后果(此处不展开讨论),不是导致尾门开闭卡顿的主要原因。
2.3 回位弹簧缺润滑油
供应商装配工艺中仅一道涂油工艺且仅在棘轮回位簧和棘爪回位簧上涂油,造成锁体内弹簧及弹簧运动导槽润滑不足,造成弹簧卡滞,无法起到相应的弹力,导致尾门开闭过程卡顿受阻,此为主要原因。
2.4 回位弹簧变形
回位弹簧变形会导致弹簧卡滞使其弹力不足,导致尾门锁开闭过程卡顿。经检查和售后反馈,未发现弹簧扭曲变形故障件,此为非主要原因。
2.5 安装扭矩不足
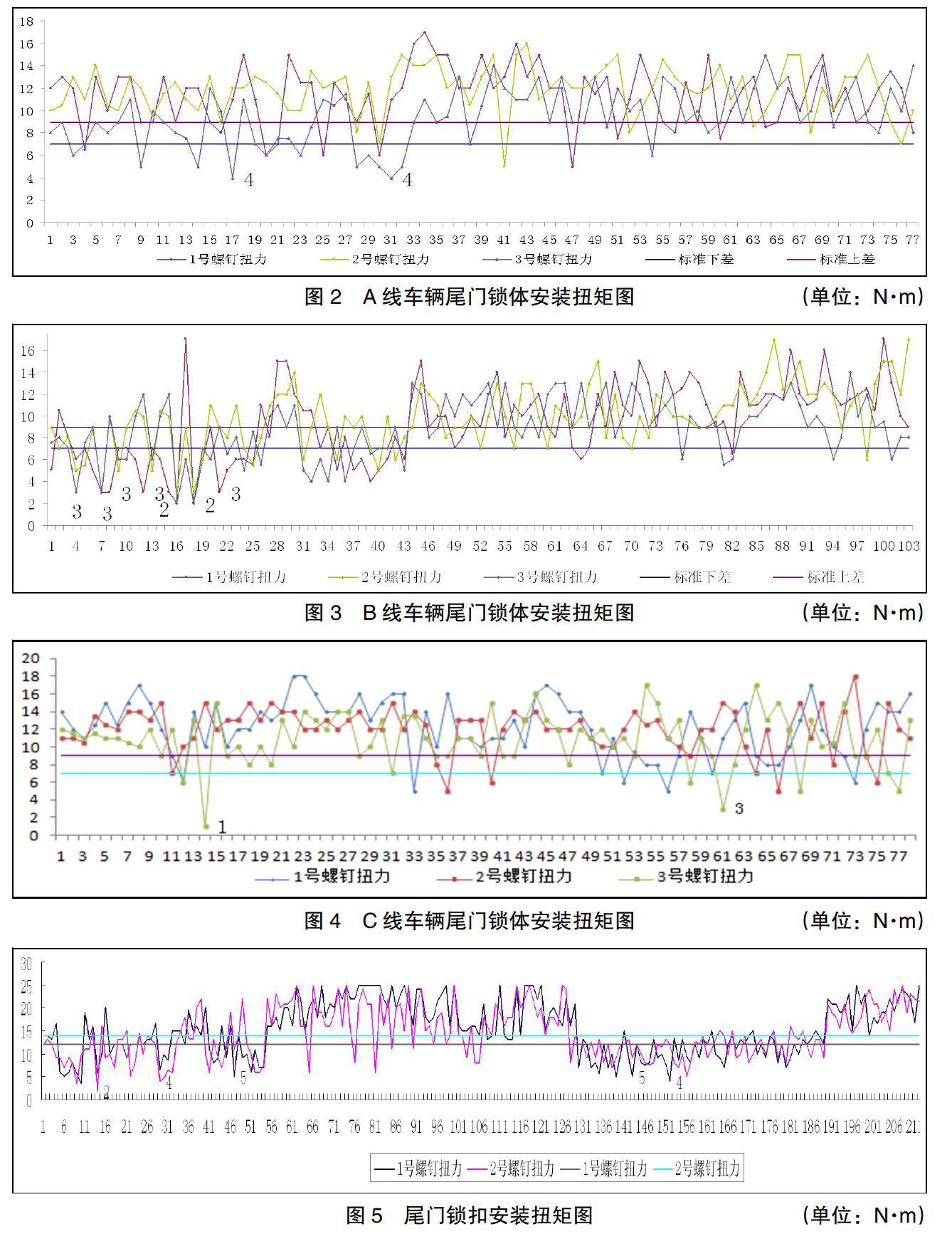
现场抽查锁体、锁扣的螺栓扭矩数据差异较大,扭矩整体偏大,但存在扭矩偏小的现象,主要是因为锁体、锁扣的扭矩为工艺参考扭矩,车间无专用工具控制,员工操作过程不能有效控制扭矩的大小,且不是关键扭矩,没有进行过程监控,扭矩的波动性也较大。
测量总装车间A线77件,B线103件,C线78件尾门锁体的安装扭矩,结果如图2至图4所示。
测量总装A线77件,B线94件,C线78件尾门锁扣的安装扭矩,结果如图5所示。
根据以上测得的数据,分析得出结果见表2。
扭矩不足使车辆行驶过程中的锁扣、锁体发生相对位置移动,引起尾门锁与锁扣干涉,产生尾门在开门时发卡、二级难进和尾门开启、关闭困难的现象。从上述调查看,安装扭矩不足是主要原因。
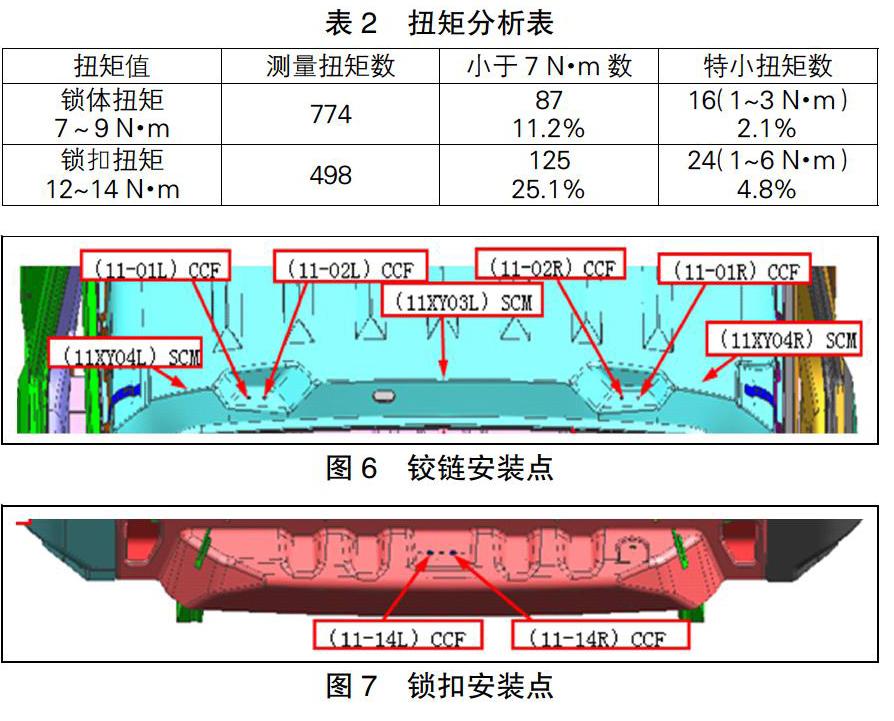
2.6 尾门铰链及鎖扣安装位置波动
对铰链安装点和锁扣安装点(安装点如图6、图7所示)进行CMM数据测量。统计分析表明:IPTV变异值高的6~7月的车辆铰链安装点和锁扣安装点的异常数据量明显高于IPTV值表现良好的月份。其中,铰链安装点明显劣化的主要原因是数据偏移;锁扣安装点数据明显劣化的主要原因是数据波动。
车身焊接后,部分车辆由于尾门铰链安装点与尾门锁扣安装点的位置不合格,直接导致尾门(锁体)和锁扣偏离中心位置,锁体与锁扣的配合关系变化导致尾门开启过程卡顿,因此是主要原因。
根据以上分析、调查结果,作者及相关问题解决团队认为,导致尾门锁总成开闭卡顿的原因如下:锁体内部回位弹簧缺润滑油,锁体及锁扣安装扭矩不足,尾门铰链及锁扣安装位置波动。
3 解决措施
3.1 回位弹簧缺润滑油
供应商车间装配工艺中增加对弹簧伴油处理,在回位弹簧槽内刷油,回位弹簧装入后再进行弹簧刷油等工序,规范涂油工艺。
3.2 安装扭矩不足
总装车间升级装配工具,更换定扭矩风枪,加强过程监控保证员工操作规范,避免出现扭矩严重不足的现象,确保将每个螺栓的扭矩打到规定的范围内。总装车间2017年12月开始人工控制扭矩,2018年8月开始完全使用定扭矩枪。尾门锁体扭矩已从原7 N提升到10 N以上,扭矩基本稳定。
同时,随机抽检2台控制扭矩后的下线车辆进行开关门试验,验证锁扣扭矩的可靠性,一台100次,一台200次,结果见表3。
3.3 尾门铰链与锁扣安装位置波动
车身车间查找CMM数据变差的具体原因并制定改进措施,解决焊接工装定位不良,每天抽检各安装点的CMM值并及时调整;同时,销售公司售后服务部门制定服务站调整尾门安装点的维修作业指导书。
4 总结
通过尾门,乘员可以进入或离开车辆,货物可以往车辆上装卸,其使用场景丰富且使用频率较高。尾门开闭过程中的平顺性、静谧性等感知质量表现是在产品开发过程中应该纳入考量的重要因素之一。因此,在零件开发过程中要汲取此次问题的解决经验,严格规范零件供应商制造工艺,重新定义锁体和锁扣紧固件扭矩的特殊特性,同时车间应针对锁体及锁扣安装点位置度、锁体及锁扣紧固件扭矩等相关特性制订控制计划并列入QCOS(Quality Control Operation Sheets)加以监控。
注 释
①IPTV(Incident Per Thousand Vehicles):千辆车故障数;MIS(Month In Service):“三包”服务期。IPTV(2MIS):某月生产并销售的车辆在售后2个月的“三包”服务期内千辆车所发生的故障总数。
参 考 文 献
[1]张杰.基于有限元仿真的汽车尾门密封条结构分析[J].橡胶科技,2019(11).
[2]杨虹.某三厢汽车电动尾门关闭影响因素研究[J].汽车实用技术,2019(6).
[3]冯能文. 新能源汽车塑料后尾门安装位置优化设计[J].科技创新与应用,2019(10).
猜你喜欢
启迪与智慧·上旬刊(2019年5期)2019-09-10
杂文选刊(2019年2期)2019-02-26
意林绘阅读(2018年9期)2018-12-28
知音海外版(下半月)(2018年7期)2018-05-14
考试周刊(2016年90期)2016-12-01
数学学习与研究(2016年19期)2016-11-22
数学学习与研究(2016年19期)2016-11-22
