
数控宏程序在二次曲面零件成形中的应用*
2020-05-19 01:14李启璘杨钰彬
机械工程与自动化 2020年2期
李启璘, 杨钰彬
(郑州航空工业管理学院,河南 郑州 450046)
0 引言
随着现代制造技术的发展,目前零件的加工多数由数控机床来完成,而数控机床需由对应的数控编程代码来控制。编程可以采用手工编程也可以采用自动编程,由于手工编程自身的局限性,现代制造业中较少使用,而多数依赖于软件自动编程。在软件自动编程中,对于某些简单曲线曲面类零件的加工,所生成的程序会非常冗长,造成实际加工效率的降低,若通过宏程序编程,可以有效地避免这一现象,从而提高生产效率。而且宏程序可以通过对变量赋值来进行变量运算,程序可以通过语句跳转。编制完的宏程序可以固化到数控系统中,可以使用固定的G代码、M代码和T代码来调用固定的宏程序,因此宏程序功能是用户提高数控机床加工性能的一种特殊功能,特别适合于二次曲线曲面类零件、相似类零件、特殊结构及孔系类零件的编程加工,且有事半功倍的效果。不少数控机床(如德玛吉),其操作面板上就有宏程序模块,用以实现对特定形状零件的编程与切削加工,方便工人修改参数,以简化编程与提高生产效率,有些编程人员则根据零件的特殊结构编制系列零件的宏程序,存入机床中,随需调用,方便与简化了编程工作。
1 数控宏程序编程及适用的零件
1.1 数控宏程序编程的基本特征
普通编程中使用常量,常量之间无法运算,程序按顺序执行无法实现跳转,宏程序编程与普通编程相比具有如下特征:
(1) 使用变量。在宏程序编程中可以使用变量,使程序段具有通用性,只改变变量即可对同类型不同尺寸的零件编程,同时可对变量赋值,而不用改动程序结构。
(2) 变量之间进行运算。宏程序中的变量可进行四则运算和算术逻辑运算,从而可以加工非圆曲线和曲面。
(3) 宏程序可执行跳转。宏程序中可运用跳转语句控制程序执行顺序,其子程序的编制方式与C程序类似。
1.2 数控宏程序的优点
(1) 简洁性。自动编程自动生成的程序一般由基本指令构成,大多带有小数点的数据,程序段长度相对较长,占用空间大且难以判断和查找错误,而宏程序编制的程序大多短小精悍,而且容易纠正错误。
(2) 多样性。对于同一类型不同尺寸的零件,只需改变变量,可以用同一个宏程序加工,对于椭圆双曲线等非圆外形的加工,通过宏程序可以用微小的线段进行拟合加工,从而得到满足精度要求的非圆曲线或曲面,通过输入已知条件,利用数控系统计算曲线各点坐标并进行拟合加工,可以减少人为失误,提高数控系统的计算能力,降低了编程难度。
1.3 适合用数控宏程序编程与加工的零件
实际中的零件多种多样,既有简单的平面、孔系类零件,又有复杂结构的曲线曲面类零件,还有一类是二次曲线曲面类零件。对于不太复杂的平面类、孔系类零件在实际编程与加工中,可以通过手写程序的方式方便快捷地对零件进行编程与加工,对于复杂曲线曲面类零件的数控加工往往使用CAD/CAM软件进行仿真与编程。而实际生活中常见的一些二次曲线曲面类零件加工,用简单的手工编程比较难实现,用CAD/CAM软件则显得有些复杂。虽然软件编程对于二次曲面类的零件来说是很容易实现的事,但是软件编程所产生的程序程序段太多,太过冗长,造成加工时间及效率的降低。数控宏程序则可以兼顾两个方面的不足,既可以与手工编程结合,又可以根据二次曲线曲面零件的方程特点,编写出既简单又适用于曲线曲面零件的数控加工程序,所以对于二次曲线曲面类零件的数控编程与加工使用数控宏程序编程是非常行之有效的方式之一。
2 二次曲线曲面类零件介绍
二次曲面类零件既有回转体零件,也有非回转体零件。回转体零件大多是由规则二次曲线形成的母线绕着旋转轴旋转而成的零件,这类零件大多都可以通过数控车床加工成形。非回转体零件是在平面或者空间内由二次曲线或者曲面形成的零件。不管那一类零件,只要知道了构成零件的曲线方程,用数控宏程序编写数控加工代码,就可以形成简单又快捷的数控加工程序。
2.1 二次曲面类零件
二次曲面类零件最常见的是回转类零件,是由二次曲线绕回转轴形成的,此类零件通常用标准方程或者参数方程进行描述,以椭圆类零件为例,有正椭圆与斜椭圆之分。
正椭圆标准方程为:
其中:a、b分别为椭圆的长半轴和短半轴。
正椭圆参数方程为:
其中:t为圆心角。
当正椭圆方程绕中心旋转φ角度,经过推导转换得到机床坐标系下的斜椭圆参数方程:

由参数方程可推导标准方程,因此旋转椭圆曲线也可用标准方程表示。
与椭圆方程一样,椭圆类零件的宏程序编程方法也有两种,分别为标准方程编程和参数方程编程。
非回转体椭圆类零件方程与上述方程类似,只是坐标轴换成了X与Y轴,编程与加工是按照铣削进行的。
双曲类及抛物类零件方程与椭圆类类似,通常也用标准方程与参数方程来描述零件形状。宏程序编程也与椭圆相似,主要是判断双曲线或者抛物线在机床坐标系中的位置。
图1为日常生活中常见到的二次曲面类零件。这些零件中,对于实体类的旋转件(如图1(a)所示),通过数控车床精密车削加工便可获得最终的加工结果;对于薄壁类的旋转件,大多是需要旋压成型(如图1(b)所示)或者液压胀形(如图1(c)所示)来实现。对于旋压成型或者胀形零件需要在旋压机或者胀形机上实现,实现旋压或胀形的关键部分是与零件形状相一致的芯模,这些芯模制造是通过数控加工来实现的。所以这些二次曲面类零件的模具加工可以通过编制数控宏程序在数控车床或者数控铣床上进行加工实现,而宏程序的使用不但能大大缩短程序,更能极大地提高加工效率。
2.2 复合类零件
在实际中,除了完整二次曲线构成的零件外,还有不少是含有二次曲线段的零件,或者是由不同二次曲线段组成的零件,如图2所示的喷嘴零件,是由双曲线、抛物线、直线、椭圆等不同曲线构成。
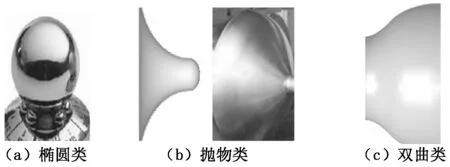
图1 二次曲面类零件
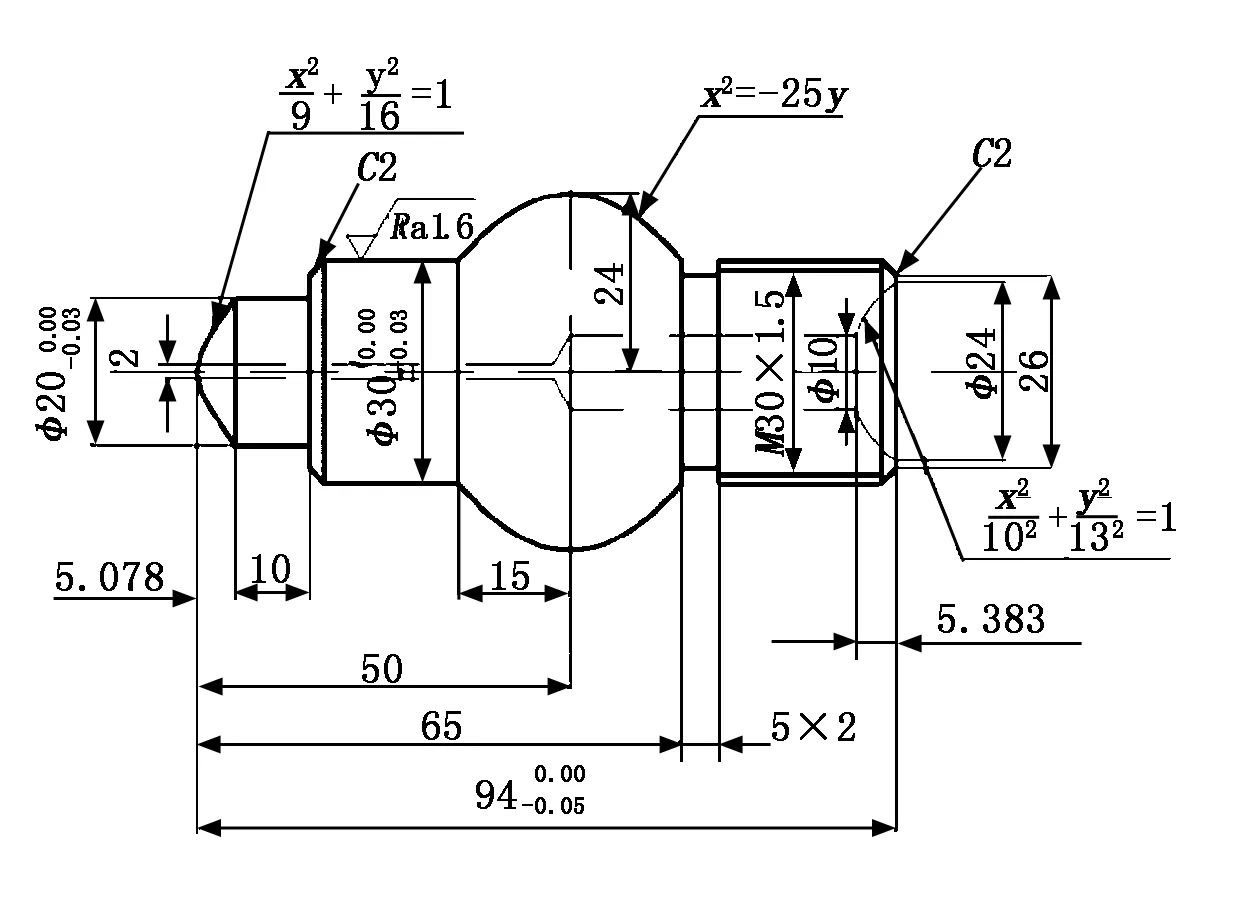
图2 喷嘴零件
当加工这类零件时,标准方程编程与完整二次标准方程编程方法一样,利用参数方程编程时,应注意加工起点及终点的离心角。
3 二次曲面零件数控宏程序编制与加工实例
图1中所示二次曲面类零件在日常生活中很常见,这类零件的成形或者加工具有一定的代表性,成形过程常采用车削、胀形或者旋压方式。下面以灯罩(如图1(b)所示)为例介绍这类零件的成形过程。
一般情况下,灯罩采用旋压方式成形,所谓旋压也就是借助旋压棒或旋轮、压头对随旋压模转动的板料或空心毛坯做进给运动并旋压的过程,其成型原理如图3所示。旋压模4和毛坯1接触使其直径尺寸改变,逐渐成形为薄壁空心回转件(由顶杆2定压在旋压模4上)随着卡盘5一起旋转,旋压棒3沿径向做进给运动,对毛坯或者板料1进行施力旋压,最后形成与旋压模4外形一致的旋转薄壁件灯罩。灯罩零件的形状主要依赖于旋压模的形状,该旋压模采用车削加工而成。
旋压模车削程序的编制依据灯罩零件形状及其构成的二次曲线,灯罩零件图如图4所示,其中的母线为部分椭圆与抛物线相切所得,母线绕回转中心旋转生成二次曲面。旋压模数控加工部分宏程序编制如下:
……
#1=30//椭圆长半轴a赋值
#2=20//椭圆短半轴b赋值
#3=20//起点与椭圆中心z向距离赋值
#4=0//终点与椭圆中心z向距离赋值
#5=0.1//增量
#6=0//抛物线起点赋值
#7=-64.8//抛物线终点赋值
#8=20//抛物线顶点距原点z向距离
#9=30//抛物线顶点距原点x值
WHILE[#3GE#4]DO1//加工条件判定
#10=#2*SQRT[1-[#3*#3]/[#1*#1]]// 计算x值
G01X[2*#10]Z[#3-6]// 直线插补逼近曲线
#3=#3-#5// 增量循环,z值递减
......
WHILE[#6GE#7]DO2//循环判定
#11=13*#6*#6-6//计算抛物线x值
G01X[2*[#11+#9]]Z[#6-#8]// 直线插补逼近曲线
#6=#6-#8// z值递减
END2//循环结束
……

图3 灯罩旋压成型原理
宏程序验证试切加工结果如图5所示。
4 总结
本文通过对数控宏程序及其特点的研究、适合用数控宏程序加工零件的介绍、二次曲线曲面类零件的特殊性及应用和加工成形现状分析,找到该类零件的成形及宏程序编程规律,并利用宏程序对二次曲面类零件进行了编程与模拟加工,证明了利用宏程序编程能大大缩减程序长度,提高编程及加工效率以及宏程序在特定零件编程与加工中的重要性。然而宏程序在
实际应用中还有更大的应用空间,对于更加复杂的零件,只要找到相应的编程加工规律,宏程序的优势会更好地体现出来。
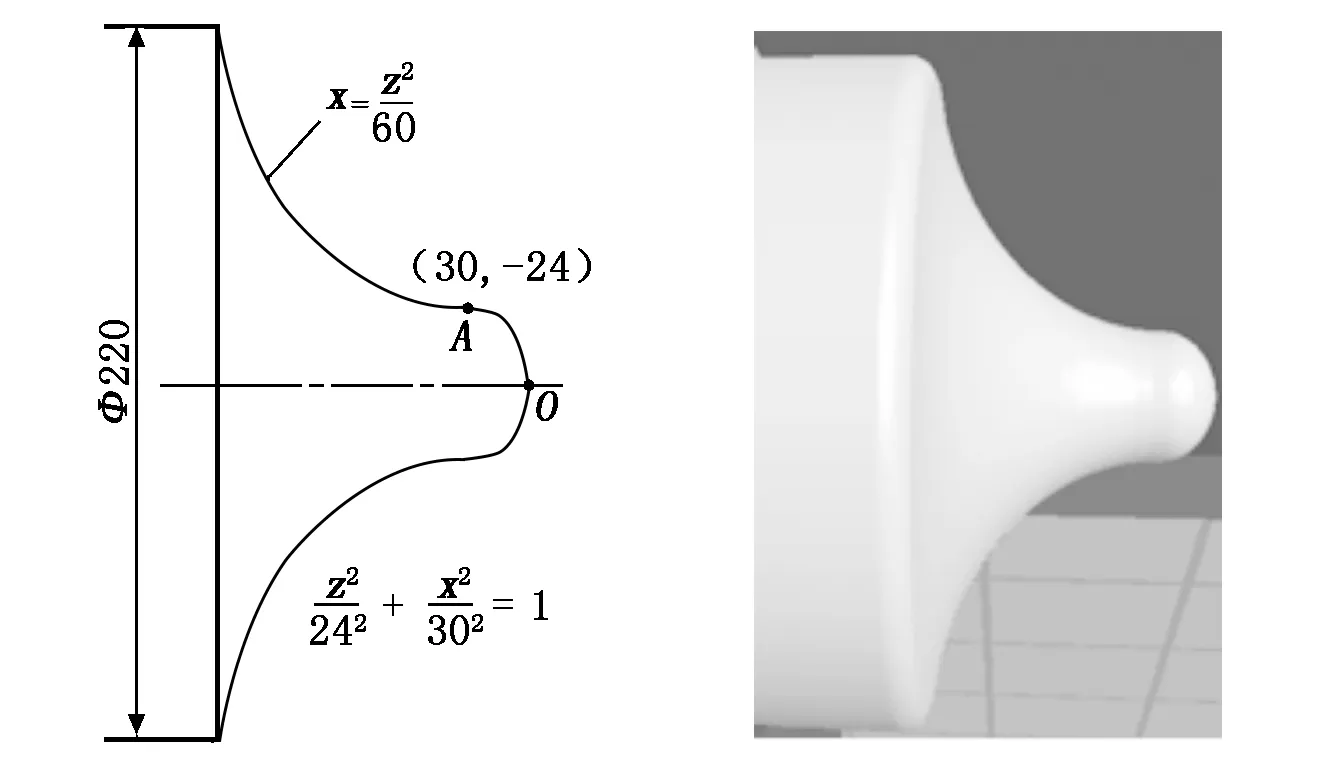
图4灯罩零件图图5灯罩旋压模试切结果
猜你喜欢
高中数学教与学(2022年18期)2022-11-28
机械管理开发(2022年5期)2022-07-07
智能制造(2021年4期)2021-11-04
中学生数理化(高中版.高二数学)(2020年12期)2021-01-13
新教育论坛(2020年2期)2020-09-10
制造技术与机床(2019年10期)2019-10-26
制造技术与机床(2019年6期)2019-06-25
制造技术与机床(2017年11期)2017-12-18
数学学习与研究(2016年19期)2016-11-22
浙江大学学报(工学版)(2016年9期)2016-06-05
