扫描仪双色手柄注塑模具设计
2020-04-21 07:41张春彬范红杰邹积洋
工程塑料应用 2020年4期
张春彬,范红杰,邹积洋
(1.浙江工商职业技术学院机电工程学院,浙江宁波 315012; 2.内蒙古师范大学,呼和浩特 010022; 3.山东非金属材料研究所,济南 250031)
双色或多色设计是塑件工业造型设计中用来提升塑件品质的一个重要方法[1-2],也是实现塑件包装工业设计多样化的一个重要途径[3]。双色塑件结构设计不同于普通单一材质塑件的结构设计,其在整体结构、细节特征设置等方面有着更多严格的要求,因而其模具结构设计也变得更为复杂[4-5]。双色或多色塑料模具设计的难点主要表现在:①双色或多色成型需要进行多个模腔的形状设计,成型难度大[6-8];②塑件上如存在特殊脱模要求时,模具结构设计更加复杂[9-11];③为保证模腔的充填能力,复杂塑件的成型需要使用热流道浇注系统,模具制造成本高[12-14];④结构上要进行较高的创新设计才能克服现有设备的限制,以满足塑件的成型要求[15-17]。双色或多色塑件成型的模具设计,对设计人员提出了比普通注塑模具设计更高的设计要求,需要有更多的设计案例可供借鉴,以降低设计风险。笔者拟结合某扫描仪双色手柄塑件的注塑模具设计,给出参考案例,以供设计避险。
1 扫描仪双色手柄的造型
扫描仪双色手柄塑件的设计造型如图1所示,塑件应用双色注射成型,塑件本体采用丙烯腈-丁二烯-苯乙烯塑料(ABS)硬胶材质,包胶体则采用热塑性聚氨酯(TPU)软胶材质。

图1 产品工业造型
2 双色成型方案
本体特征分布及其分型线如图1所示,塑件分两次注射成型,第一次用ABS硬胶注射成型本体,第二次用TPU软胶对本体进行局部包胶包覆注射成型,最终形成如图1中所示的双色塑件。双色塑件两次成型的模具设计方案分析如下。
2.1 本体注射成型方案
图2为本体特征分布及分型线。本体的外壁形状为左右对称型斜T形体,外壁上影响外壁脱模的特征有:沉台孔A1~A4的沉孔、挂钩通孔G1、挂钩避位孔G2和G2’、外壁的左、右两个侧面。内壁上影响内壁脱模的特征有:沉台孔A1~A4的通孔、螺柱盲孔B1~B6、圆孔C1和C2、侧边组孔D1和D2、侧孔E1和E2、扇形直孔F1、螺柱盲孔G3、矩形通孔G4、侧边槽G5,以及若干加强筋。
本体的模具方案为:
(I)开设3个浇口g1,g2,g3对模腔进行浇注,以保证模腔的均衡充填。
(II)采用图2所示的本体主分型线、本体侧分型线、本体次分型线进行分型,以保证塑件的自动脱模。在本体主分型线分型设置下,内、外壁上各特征的脱模作如下安排:
(1)内壁上各特征的脱模作如下安排:

图2 本体特征分布及分型线
①沉台孔A1~A4的通孔、螺柱盲孔B1~B6、加强筋、扇形直孔F1能在本体主分型线所在的分型面打开时,实现自动脱模。
②圆孔C1和C2分别用2个斜顶脱模;侧孔E1和E2、矩形通孔G4分别各用1个滑块机构脱模。
③侧边槽G5需要进行双面包胶,其成型型芯需要与包胶型芯更换,必需用1个滑块机构脱模。
④鉴于螺柱盲孔G3位置的特殊性,需设置本体次分型线用于本体底部成型件的分型,以保证螺柱盲孔G3在本体次分型线所在的分型面打开时,实现自动脱模。
(2)外壁上各特征的脱模作如下安排:
①外壁左、右侧面使用一组哈夫滑块进行脱模,哈夫滑块使用图2中的本体侧分型线进行分型,显然,侧边组孔D1、挂钩通孔G1的一半和挂钩避位孔G2的型芯能合并设置于哈夫滑块一个子滑块上,而侧边组孔D2、挂钩通孔G1的另一半和挂钩避位孔G2’的型芯能合并设置于另一个子滑块上。
②哈夫滑块抽芯前,需先将沉台孔A1~A4的沉孔型芯先抽出,因而需要在定模一侧分别设置4个先抽芯机构进行驱动。
2.2 包胶体注射成型方案
包胶特征分布及其分型线如图3所示,本体包胶成型后,塑件新增加的结构都分布在包胶体外壁上,包括:沉台孔A2,A3的沉孔在包胶后形成的新的包胶沉孔A2’和A3’、侧边组孔D1,D2包胶后形成的新的侧边包胶组孔D1’和D2’、扇形直孔F1包胶后形成的扇形包胶直孔F1’、反包胶区域G5’、凹陷区域G6及外壁的两个侧面。
包胶体的模具方案为:
(1)只开设一个单一浇口g4对包胶体模腔进行浇注。
(2)采用如图3所示的包胶主分型线、包胶侧分型线、包胶次分型线进行分型。

图3 包胶特征分布及分型线
在包胶主分型线分型设置下,外壁上各特征的脱模作如下安排:
①在包胶主分型线和包胶次分型线之间的外壁区域为包胶成型区域,显然,整个外壁的脱模需要使用1组哈夫滑块来脱模;此组哈夫滑块用包胶侧分型线进行分型。
②侧边包胶组孔D1’和D2’的型芯分别设置于哈夫滑块的两个子滑块上。
③哈夫滑块抽芯前,需要将包胶沉孔A2’和A3’、扇形包胶直孔F1’的型芯从包胶体中先抽出。本体注塑时成型的沉台孔A1和A4的沉孔不参与包胶成型,但为防止包胶时料流在此产生漏胶,需要设置跟沉台孔A1和A4的沉孔的型芯一样的两个型芯,插入并堵住沉台孔A1和A4的沉孔,此两个型芯零件分别命名为A1’型芯、A4’型芯。
④对于反包胶区域G5’,其内、外表面都需要包胶,因而,需要将该位置的本体成型的滑块换成满足反包胶成型所需要的双面包胶成型滑块,因而需要设置一个滑块机构来成型和脱模。
⑤凹陷区域G6不能通过哈夫滑块进行脱模,需要设置1个滑块机构进行脱模。
3 双色模具结构
3.1 机构布置
模具布局如图4所示,双色模具由完成本体成型、包胶体成型的两副三板子模具组成。模具的动模由注塑机动模板带动做180°旋转,来实现两副子模具之间的动模型芯交换。
(1)本体子模具机构布置。
在本体成型子模具中,模腔使用g1~g3共3个浇口进行浇注,流道采用点浇口流道+侧浇口流道相结合的复合式流道。脱模时,对本体塑件及3个浇口的流道都不做顶出脱模,留到包胶体子模具中再顶出脱模,即注塑机顶杆不推动该子模具的顶出机构顶出。
对应于本体塑件上特征的脱模,设置了9个机构来实施脱模,分别如下:2个哈夫滑块机构S1和S2,5个定模弯销驱动先抽芯机构S-A1~S-A4和S-G4,1个定模油缸驱动先抽芯机构S-E1/E2,1个定模斜抽芯滑块机构S-G5。机构S1和S2用于本体塑件两侧外壁的脱模。机构S-A1~S-A4用于沉台孔A1~A4沉孔型芯的先抽芯,机构S1和S2动作前,机构S-A1~S-A4的型芯先抽出到一定位置,以保证机构S1和S2抽芯时不受干涉。机构S-G4用于矩形通孔G4的脱模;机构S-E1/E2用于侧孔E1和E2的脱模;机构S-G5用于本体塑件侧边槽G5的脱模。
斜顶机构X1和X3用于圆孔C1的成型和脱模,斜顶机构X2和X4用于圆孔C2的成型和脱模;斜顶机构X1和X2在本体子模具中只成型,不顶出;斜顶机构X3和X4在包胶体子模具中只顶出,不参与包胶体的成型。
(2)包胶体子模具机构布置。
在包胶体子模具中,模腔使用1个浇口g4进行浇注,流道同样采用前述的复合式流道。对应于包胶体塑件上特征的脱模,共设置了10个机构来实施脱模,分别如下:2个哈夫滑块机构S3和S4,7个定模弯销驱动先抽芯机构S-A1’~S-A4’,S-F1’,S-F1”及S-G6,1个定模斜抽芯滑块机构S-G5’。
机构S3和S4用于包胶塑件两侧外壁的脱模。机构S3和S4动作前,机构S-A1’~S-A4’、S-F1’,S-F1”的型芯必须先抽出,以保证机构S3和S4侧抽芯时不受干涉;机构S-A1’和S-A4’的型芯不参与包胶体的成型,设置此两个机构的目的在于保护主体注塑中所成型的沉台孔A1和A4的沉孔在包胶体熔融料流冲击下不发生变形。
机构S-F1’和S-F1”为两个对称布置的子机构,此两个机构的型芯用于成型扇形包胶直孔F1’,即扇形包胶直孔F1’的型芯由此两个机构的型芯拼合构成,需要指出的是,本体成型时扇形包胶直孔F1直接由本体的型芯成型,而扇形包胶直孔F1’只能通过机构S-F1’和S-F1”的型芯镶拼共同成型。
机构S-G5’用于反包胶区域G5’包胶成型后的脱模。机构S-G6机构用于凹陷区域G6的脱模。
(3)模具中机构的整体分布。

图4 模具布局
在两副子模具中,主体机构S1和S2、包胶体机构S3和S4为4个结构相同的哈夫滑块机构,主体机构S-A1~S-A4、包胶体机构S-A1’~S-A4’,S-F1’和S-F1”为10个结构相似的弯销滑块机构,主体机构S-G5与包胶体机构S-G5’的结构相同,主体机构S-G4与包胶体机构S-G6的结构相同。
主体、包胶体子模具的顶出机构相同,在包胶体注塑完成后,包胶体的顶出机构对本体注塑和包胶体注塑的流道废料、双色成型塑件同时进行顶出。
3.2 模架
模架结构如图5所示,模架为三板模架,模具工作时分三次打开,依次为P1→P2→P3打开,闭合时顺序相反。图4中所示的4个模腔锁闭机构L01~L04用于该模架的开、闭顺序控制,模腔锁闭机构为常用的插杆锁闭机构,其中的模腔锁闭机构L01的结构如图5所示。定模板拉杆11、脱料板拉杆12分别用于定模板3、脱料板2的定距。
3.3 哈夫滑块机构
图6为哈夫滑块抽芯机构。哈夫滑块机构S1~S4的结构相同,以机构S2为例,如图6a所示,其组成件包括零件15~24;机构中,楔紧块19用螺钉紧固安装在定模板3的型腔腔槽内,S2滑块18通过T型导轨21安装在楔紧块19上,且能沿T型导轨21滑动;在定模板3和动模板4打开时,动模板4上的动模板拉钩24拉动S2滑块18底部的滑块拉钩23,从而拉动S2滑块18斜向下滑出,S2滑块18脱模完成后,由限位块22对其进行限位,防止其从楔紧块19上脱落。S2滑块18抽芯之前,需将其上的沉台孔A3,A4的沉孔型芯先抽出。
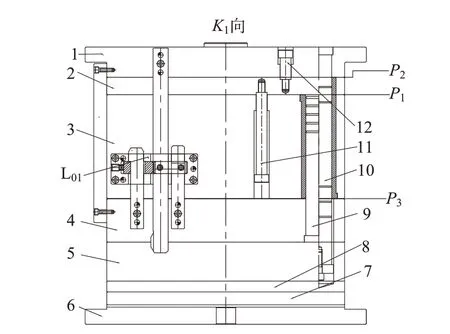
图5 模架结构

图6 哈夫滑块抽芯机构
3.4 定模小弯销先抽芯机构
机构S-A1~S-A4,S-A1’~S-A4’,S-F1’及S-F1”共10个机构的结构和功能相同,以机构S-A1’为例,如图6b所示,其组件包括零件27~30,A1’弯销27安装在面板1上,A1’滑块28通过其底部外沿的T型导轨安装在S3滑块31的顶部,其由小弹簧29辅助驱动,其底部中间设置有滑动T型槽,A1’型芯30的顶端通过该T型槽与A1’滑块28滑动连接,模具在P1,P2开模面打开过程中,A1’弯销27驱动A1’滑块28斜向上运动,拉动A1’型芯30从包胶体上抽出,以保证S3滑块31能顺利实施侧抽芯。
3.5 定模大弯销先抽芯机构
定模先抽芯机构如图7所示,机构S-G4,S-G6为位于定模的大弯销先抽芯机构,两者结构相同。以S-G4机构为例,其组件包括零件32~35,开模面P1,P2打开时,G4弯销32驱动G4型芯35完成抽芯。

图7 定模先抽芯机构
3.6 定模油缸抽芯机构
如图7所示,机构S-E1/E2为位于定模的油缸驱动先抽芯机构,开模面P3打开之前,油缸39驱动E1/E2型芯38完成侧孔E1和E2的先抽芯脱模。
3.7 斜滑块抽芯机构
如图7所示,机构S-G5和S-G5’两个机构安装于模具定模一侧,两机构结构相同,以S-G5为例,其组件包括零件40~47;开模面P3打开时,动模板4上的下拉钩46拉住安装于G5斜滑块47下端的上钩块45下行,在弹簧42的辅助驱动下,G5斜滑块47向斜下方滑出从而实现侧边槽G5的脱模;机构中,G5斜滑块47通过G5T型导轨43安装在G5楔紧块40上,并由G5楔紧块40下端的G5限位块44对其下行距离进行限位,防止其从G5楔紧块40内滑脱。
4 模具工作原理
模具开始工作,第一次注塑开始,本体模腔进行注塑,而包胶体模腔不注塑,待本体模腔注塑完毕,模具才开始进入双色注塑循环,其过程为:
(1)第一次注塑。模具闭合,先对本体模腔进行注塑,包胶体模腔暂时关闭,注塑完毕,经保压、冷却后,模具准备打开。
(2)开模面P1,P2打开。动模后退,模具依次按P1→P2顺序打开,打开时,本体流道废料从哈夫滑块上局部脱模后,留于型芯上,在此过程中,相应动作的机构有:
①本体模腔的机构S-A1~S-A4和S-G4共5个机构完成先抽芯动作,机构S-E1/E2完成抽芯动作。
②同步地,机构S-A1’~S-A4’,S-F1’,S-F1”及、S-G6共7个机构同步进行抽芯空动作。
(3)开模面P3打开。动模继续后退,开模面P3打开,哈夫滑块机构S1~S4、机构S-G5和S-G5’完成抽芯动作,本体塑件留于本体子模具模腔的型芯上,本体子模具的顶出机构无顶出动作,包胶体子模具则有空顶出动作。
(4)动模互换。模具动模旋转180°完成子模具动模型芯对换后,模具依次按开模面P3→P2→P1闭合,完成第一次注塑。
(5)第二次注塑。模具在第(4)步中闭合之后,第二次注塑开始,两个模腔同步进行注塑,重复第(2)~(4)步动作。模具进入双色注塑循环状态。
5 结论
运用双色注射成型工艺对扫描仪双色手柄塑件进行成型,设计了一种双色成型三板式模具进行注塑生产。在模具中,定模侧设置了2组哈夫滑块机构、10个定模小弯销先抽芯机构、2个定模大弯销先抽芯机构、1个定模油缸先抽芯机构来完成两次成型时塑件侧壁的成型与脱模;定模侧设置了2个换芯式斜滑块机构来实现塑件反包胶唇边部位的成型与脱模,设置了4个斜顶机构来完成倒扣孔的脱模。机构合理利用了模具模板的开闭来进行驱动,能有效降低模具的制造成本。模具通过生产实践检验,效果良好,为同类塑件的双色注塑生产提供了设计案例参考,降低了潜在的设计风险。
猜你喜欢
石油沥青(2022年2期)2022-05-23
中学生数理化(高中版.高考理化)(2020年2期)2020-04-21
模具制造(2019年4期)2019-06-24
模具制造(2019年3期)2019-06-06
纤维复合材料(2018年4期)2018-04-28
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年10期)2017-11-28
中央民族大学学报(自然科学版)(2017年2期)2017-06-11
中国机械工程(2017年4期)2017-03-09
橡胶工业(2015年1期)2015-07-29