阻燃热塑性聚酯弹性体复合材料制备及性能
2020-04-21 07:41郭正波夏利平何正宏黄安民
工程塑料应用 2020年4期
郭正波 ,夏利平,何正宏,黄安民
(株洲时代新材料科技股份有限公司,湖南株洲 412007)
热塑性聚酯弹性体(TPEE)是一种含有聚酯硬段和聚醚软段的高分子材料,既有橡胶的物理性能又有塑料良好的加工性能[1-2],硬段(结晶相)使其具有优良的强度和较好的耐高温性、耐油性、耐冲击性能,软段(非晶相)使其具有良好的回弹性、韧性和抗挠曲疲劳性能,其独特的分子结构呈现的性能特点使其广泛应用于汽车、光纤电缆、铁路、电子电器等诸多行业[3-6]。然而TPEE极容易燃烧,其极限氧指数(LOI)仅在19%左右,且在燃烧时会产生滴落,在发生火灾时,滴落会带来火焰的蔓延或者烫伤等危险,严重制约了TPEE及其制品在相关领域的应用,因此,研究并提高TPEE的阻燃性能具有重要的现实意义[7-8]。
传统阻燃剂主要为含卤材料,阻燃效果较好,但在燃烧时容易造成环境污染并会释放出致癌物。2002年欧盟就颁布WEEE与RoHS指令,明确限制了卤素阻燃剂的应用[9]。二乙基亚膦酸铝盐(AlPi)具有磷含量高、化学性能稳定、阻燃效果好等优点,最近几年已应用于环氧树脂、聚酯、聚氨酯、尼龙等高分子材料中[10-13],但其售价较高,导致其阻燃性价比相对较低。陶国良等[14]采用AlPi与三聚氰胺次磷酸盐(MPP)复配使用制备出LOI为31%、UL94阻燃级别为V-0的阻燃聚对苯二甲酸丁二酯(PBT)材料,复合材料燃烧后表面形成多孔连续的炭层,取得优良的阻燃效果。郭永萍等[15]添加10%的AlPi和5%的聚丙烯酸五溴卞酯(PPBBA)制备出阻燃聚对苯二甲酸乙二酯(PET)材料,研究发现AlPi与PPBBA有一定的协同作用,复配阻燃体系有利于成炭,阻燃效果较好。三聚氰胺氰脲酸盐(MCA)是一种氮系无卤阻燃剂,具有绿色环保,价格低廉,低烟低毒等优点,但其阻燃机理单一,主要通过降解释放不燃性气体,稀释可燃性气体浓度来抑制燃烧,阻燃效率低,添加量太多会降低材料的拉伸强度、冲击强度和熔体流动速率(MFR)[16]。MCA和含磷阻燃剂具有氮磷协同作用,促进聚酯材料成炭,提高聚酯材料的阻燃性能和抗熔滴性能[17]。赵玥等[18]采用次磷酸铝(AHP)和MCA复配对热塑性聚氨酯进行阻燃改性,当阻燃剂添加量为11%时,阻燃热塑性聚氨酯材料可以达到UL94 V-0级,LOI达到25.2%。
笔者采用AlPi与MCA复配体系对TPEE进行阻燃改性,使用挤出造粒方法制备出阻燃TPEE复合材料,对其阻燃性能、热降解行为、力学性能进行研究,以期制备出性价比高,阻燃效果好等综合性能优异的阻燃TPEE复合材料,满足产业化生产需求。
1 实验部分
1.1 主要原料
TPEE:BT1055,韩国LG化学公司;
MCA:工业级,山东寿光卫东化工有限公司;
AlPi:OP1240,瑞士科莱恩公司;
抗氧剂:1010,瑞士汽巴公司;
黑色母粒:2718,卡博特化工有限公司。
1.2 主要设备及仪器
双螺杆挤出机:SHJ-35型,南京富亚橡塑机械制造有限公司;
注塑机:东华-90T型,大同机械销售有限公司;
微机控制电子拉力试验机:CMT2103型,深圳市三思材料检测有限公司;
水平-垂直燃烧仪:CZF-4型,南京上元分析仪器有限公司;
氧指数测定仪:JF-5型,南京市江宁区分析仪器厂;
热失重(TG)分析仪:TGA/DSC/1100SF标准型,梅特勒-托利多(香港)有限公司;
扫描电子显微镜(SEM):EVO18型,卡尔·蔡司股份公司。
1.3 样品制备
将TPEE于110℃下干燥3 h,然后按照表1的配方进行称量,然后混合均匀,将均混好的材料从双螺杆挤出机的加料口加入,挤出造粒,主喂料速度调控至下料300 g/min,主机转速为350 r/min,挤出机机筒温度设置200~220℃。所得粒料在110℃下烘干处理2 h后,用注塑机制样,注塑温度为240~250℃,注塑压力为50~60 MPa。所得样条在温度(23±2)℃、相对湿度(50±5)%环境中放置24 h,然后进行性能测试。

表1 阻燃TPEE复合材料配方 %
1.4 性能测试与结构表征
TG分析:将7~11 mg样品置于Al2O3坩埚中加热,在氮气氛围下以10℃/min的加热速率从40℃升温至750℃,记录TG曲线,进行TG分析。将样品失重5%时对应的温度定义为初始分解温度(T5%),出现最大热失重速率时对应的温度定义为Tmax;
LOI按照GB/T 2406-2009测试,试样尺寸80 mm×10 mm×4 mm;
垂直燃烧按照GB/T 2408-2008测试,试样尺寸130 mm×13 mm×3.2 mm;
拉伸性能按照GB/T 528-2009测试,1型哑铃形样条,拉伸速率500 mm/min;
复合材料微观形貌测试:将试样尺寸为80 mm×10 mm×4 mm的样条在液氮中脆断,取平整的断面喷金后作测试样品,使用SEM观察阻燃剂在TPEE中的分散情况。
2 结果与讨论
2.1 阻燃剂的TG分析
阻燃剂的热分解行为直接影响到复合材料的阻燃性能,图1给出了AlPi和MCA在氮气氛围下的TG曲线和微商热重(DTG)曲线,相应的TG数据列于表2。
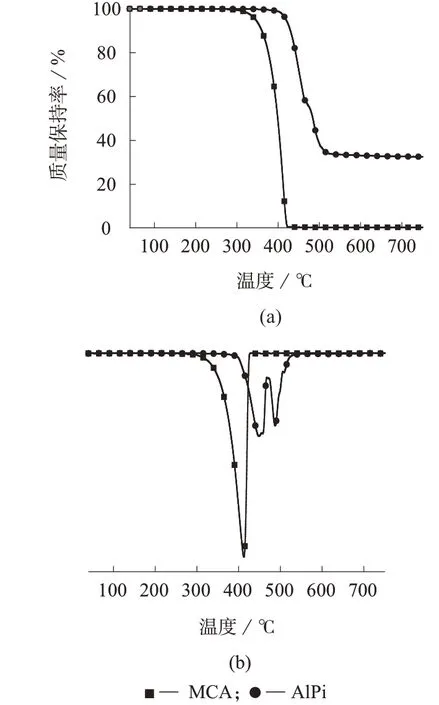
图1 AlPi和MCA的TG和DTG曲线

表2 MCA和AlPi的TG数据
由图1和表2可以看出,AlPi呈现两步分解,第一次的最大热失重温度为448℃,分解时生成次膦酸,在488℃时次膦酸继续分解生成膦酸盐、焦磷酸盐和磷酸盐等物质[19-20],其750℃时的残炭率为32.58%;MCA呈现一步分解,最大热失重温度为411℃,其750℃时的残炭率为0.35%,主要是由于MCA分解生成不燃性气体,不燃性气体可以有效降低可燃物周围氧气的浓度,同时其在降解过程可以吸收一部分热量,降低燃烧区域的温度,从而达到气相阻燃的目的。
2.2 阻燃TPEE复合材料的阻燃性能
阻燃TPEE复合材料的阻燃性能如表3所示。
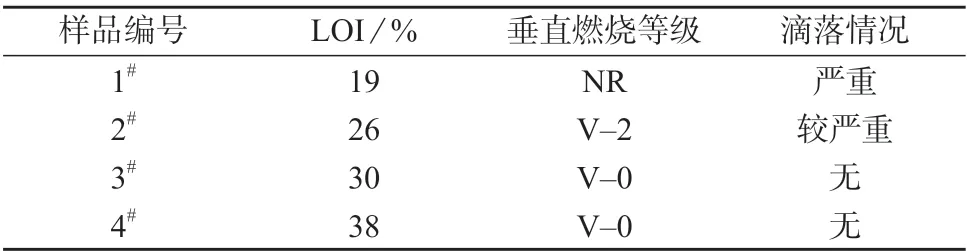
表3 阻燃TPEE复合材料的阻燃性能
从表3可看出,未加阻燃剂的TPEE (1#样品)的LOI为19%,遇见明火后很容易燃烧且火焰传播极快,并有严重的熔融滴落现象,未通过垂直燃烧测试。添加15%的MCA的2#样品的LOI可以达到26%,然而燃烧时有比较明显的熔滴现象,并引燃脱脂棉,仅能达到V-2级,说明MCA添加到TPEE中有一定的阻燃效果,主要是MCA通过自身降解产生大量的不燃气体隔绝氧气和降解时吸收部分热量,但其阻燃效率不高,且没有解决熔滴现象。添加15%的AlPi的4#样品的LOI可以达到38%,燃烧过程中不再产生熔融滴落现象,垂直燃烧级别可以达到V-0级,说明AlPi可以有效改善TPEE的阻燃性能,主要是因为AlPi在热裂解反应过程中形成了次膦酸,起到脱水剂的作用,从而在TPEE表面形成稳定炭层屏障,隔绝外部氧气起到阻燃作用同时有效抑制熔滴现象。当MCA与AlPi复配使用时,阻燃TPEE复合材料(3#样品)的LOI为30%,并且其燃烧过程中熔融滴落完全消失,在垂直燃烧时达到V-0级,说明MCA与AlPi复配可有效提高TPEE复合材料的阻燃性能。MCA与AlPi复配使用时,AlPi在TPEE表面形成炭层,MCA受热分解出不可燃气体促使炭层膨胀,膨胀炭层阻止可燃性气体扩散至燃烧区,阻止燃烧热量向TPEE树脂传递,同时稀释可燃性挥发物浓度,减少了有效燃烧热量,迅速熄灭火焰。AlPi的价格比MCA高出许多,AlPi与MCA复配使用时,对制备性价比优良的阻燃TPEE复合材料具有重要意义。
2.3 阻燃TPEE复合材料的TG分析
阻燃TPEE复合材料在氮气氛围下的TG曲线和DTG曲线如图2所示,相应的TG数据列于表4。

图2 阻燃TPEE复合材料的TG和DTG曲线
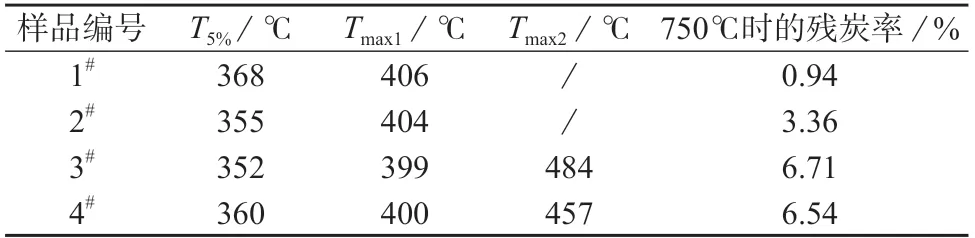
表4 阻燃TPEE复合材料的TG数据
从图2和表4可以看出,纯TPEE (1#样品)在368℃开始分解,最大热失重分解温度为406℃,在750℃时的残炭率仅为0.94%。添加15%的MCA时,阻燃TPEE复合材料(2#样品)呈现一步分解,在355℃开始分解,最大热失重分解温度为404℃,750℃时的残炭率为3.36%。阻燃复合材料的初始热分解温度降低,是因为MCA率先分解产生不燃气体。只出现一个分解峰主要是因为MCA阻燃TPEE时不形成炭层,只分解产生不燃气体,材料持续分解。添加15%的AlPi时,阻燃复合材料(4#样品)呈现两步分解,在360℃开始分解,第一最大热失重分解温度降低至400℃,第二最大热失重分解温度为457℃,在750℃时的残炭率提升至6.54%。初始复合材料的热分解温度降低,是因为AlPi分解形成了次膦酸,与TPEE反应脱水形成炭层。出现第二次分解峰,主要是因为形成的炭层不稳定,在高温下进一步发生分解产生膦酸盐、焦磷酸盐和磷酸盐,第二次在燃烧物表面形成炭层。添加10%的AlPi与5%的MCA复配体系时,阻燃复合材料(3#样品)呈现两步分解,第一最大热失重分解温度为399℃,第二最大热失重分解温度为484℃,750℃时的残炭率为6.71%。出现的第二最大热失重分解温度比单独添加AlPi时提高了27℃,残炭率也略有提高,说明AlPi与MCA复配使用具有一定的协同作用。
2.4 阻燃TPEE复合材料的力学性能
阻燃TPEE复合材料的拉伸性能测试结果列于表5。
从表5可以看出,在相同阻燃剂用量下,添加MCA的阻燃TPEE复合材料(2#样品)的拉伸性能比添加AlPi的阻燃复合材料(4#样品)的性能差,添加15%的AlPi时,阻燃复合材料(4#样品)的拉伸强度和断裂伸长率相对于纯TPEE (1#样品)分别下降了15.6%和9.0%,添加15%的MCA时,阻燃复合材料(2#样品)的拉伸强度和断裂伸长率相对于纯TPEE (1#样品)分别下降了33.8%和20.3%。添加AlPi与MCA复配体系时,阻燃复合材料(3#样品)的拉伸强度和断裂伸长率相对于纯TPEE (1#样品)分别下降了21.6%和12.3%。从表5的测试数据发现,添加AlPi对TPEE的拉伸性能影响最小,添加MCA对TPEE的拉伸性能影响最大。

表5 阻燃TPEE复合材料的力学性能
2.5 TPEE复合材料的微观形貌分析
阻燃TPEE复合材料断面的SEM照片如图3所示。
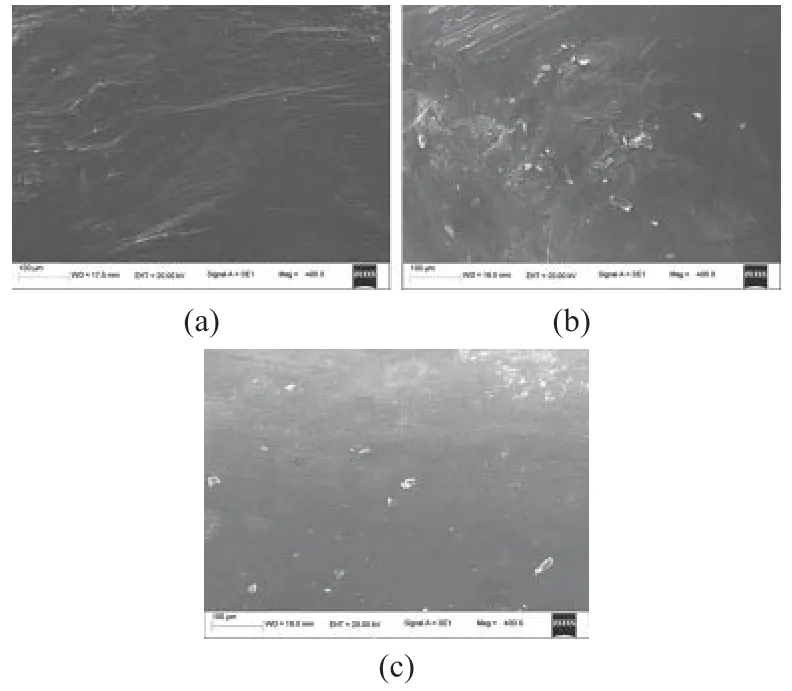
图3 阻燃TPEE复合材料的SEM照片
从图3可看出,在添加15%阻燃剂用量下,AlPi在TPEE基体中分散较均匀,而MCA的粒径比AlPi大并且出现大量的团聚现象,而添加10% 的AlPi与5%的MCA复配体系时,也存在一定的团聚现象,但较单纯添加MCA有明显降低。MCA与TPEE之间靠氢键和范德华力连接,在热能与剪切作用下,容易降低分子链间的作用力,大分子间容易出现剥离,使得力学性能降低。减少MCA用量时,降低了团聚现象,使得阻燃剂与TPEE基体之间的界面结合加强,增加了分子链间的作用力,使得力学性能增加。
3 结论
(1) 采用AlPi与MCA复配体系,使阻燃TPEE复合材料的LOI达到30%,垂直燃烧测试达到V-0级,并且提高了复合材料的高温热稳定性。
(2)在相同用量下,添加AlPi的阻燃复合材料的阻燃效果、力学性能均优于添加MCA的复合材料;采用AlPi与MCA复配体系制备的阻燃TPEE复合材料的拉伸强度和断裂伸长率分别达到24.19 MPa和515%。
猜你喜欢
涂料工业(2022年9期)2022-10-26
涂料工业(2022年9期)2022-10-26
中国塑料(2022年10期)2022-10-26
涂料工业(2022年2期)2022-04-01
辽宁化工(2021年10期)2021-11-04
炼油与化工(2021年5期)2021-10-19
综合智慧能源(2020年7期)2020-08-04
质量安全与检验检测(2018年1期)2018-04-27
中国塑料(2016年6期)2016-06-27
中国塑料(2016年3期)2016-06-15