
大口径锆材卡套旋塞阀的结构与加工
2020-04-01 08:36王彩霞
石油和化工设备 2020年3期
王彩霞
(西安泵阀总厂有限公司,陕西 西安 710025)
供给某公司的14英寸300Lb的卡套旋塞阀,用于温度190℃的羰基合成醋酸装置,口径大,工况温度高,介质具有腐蚀性,之前尚无制造经验。
1 产品结构
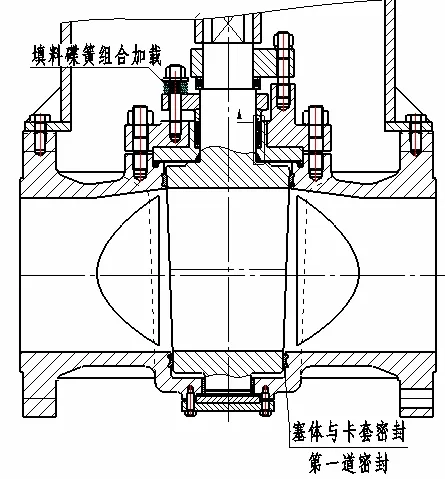
针对合同工况要求,结合我公司在醋酸行业的经验,产品结构定为锆材整体铸造双压板上下固定轴卡套式旋塞阀。
1.1 旋塞采用上下固定轴结构设计
当阀门处于关闭状态或温度变化时,旋塞与卡套间始终均匀挤压,可靠密封,很好地解决了无下轴旋塞结构阀门关闭时,旋塞受介质力作用,旋塞体偏移,导致旋塞与卡套密封失效的问题。
1.2 设计采用双压板结构设计
独立的填料密封和旋塞体密封加载。旋塞加载不影响填料的加载,不会增大填料的密封预紧力和填料摩擦阻力,启闭力矩小,填料使用寿命长;填料碟簧组合加载,始终给填料提供足够的密封预紧力。
1.3 独特四重旋塞轴填料密封结构
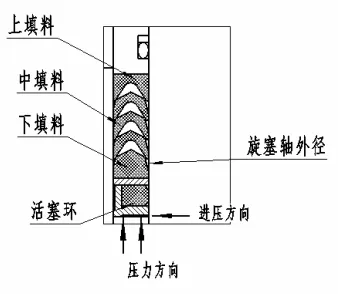
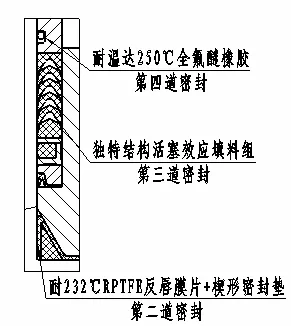
第一道密封是旋塞体与卡套间的密封;第二道密封是反唇膜片+楔形密封垫密封;第三道密封采用我公司独特的活塞效应专利技术填料密封,该专利技术创新点是中填料、下填料外角有两个角度,使填料两次变形,产生两道密封,两填料间有较大的变形空间,始终保证了填料的弹性变形。另外,填料下部设计了一套活塞结构,在有压力时,活塞系统推动填料向上,使上下填料外径变形挤压,实现可靠密封,压力越大,密封性能越好;第四道密封采用耐250℃以上温度的全氟醚(FFKM)O型圈密封。我公司独特四重旋塞轴填料密封结构彻底解决了阀门外漏问题。
2 重要制造过程
2.1 承压阀体采用702C整体铸件
我公司锆材铸造始于2005年,是西北工业大学钛锆材铸造产研结合单位,拥有真空凝壳浇注炉3台,铸造技术日益完善,质量稳定。
本次采用机加工“分型活块”石墨型铸造。对于大尺寸大重量的锆铸件,内部缺陷主要为气缩孔。为消除小尺寸气缩孔缺陷和提高铸件组织致密性,对铸件进行了高温热等静压工艺,以去除铸件气缩孔缺陷;以上工序完成后,对铸件进行射线与液体渗透检测,按ASME B16.34强制附录Ⅰ、附录Ⅲ要求验收。

2.2 热镶卡套
镶卡套前按相应的标准规定进行壳体强度试验并合格,以免造成不必要的损失。卡套旋塞阀,难点主要是镶卡套和密封的问题。卡套材质是R-PTFE,有延展性好、强度差的特性。为了镶配时很好的变形,不损伤卡套,阀体和卡套同时在加热炉中加热至190℃,保温1小时,加热时应垫不锈钢板,防止铁离子污染;为了保证阀体和卡套之间良好密封,卡套必须加工排气孔,镶配时制作了上、下导向工装;为了成型稳定,制作了三个不同尺寸的旋塞模在自己设计的专用压力机上挤压成型,最后用切刀修理流道口,完成卡套镶配。
2.3 铁污染防护及检测


铁污染会破坏锆零件表面的防腐钝化膜,降低零件的耐蚀性和劣化力学性能,使其焊接性能变差,缩短零件的使用寿命。锆零件制造中铁污染的预防应贯穿整个过程,对与零件接触的夹具、量具、工具等要做到严格把关,多检查,去除彻底。检验方法:用滤纸吸收菲绕啉溶液并紧贴于待检查的零件表面,若滤纸呈橘红色则说明表面已被铁污染,若呈淡粉色或有零星红色斑点,可认为零件表面清洗干净,无铁污染。
零件在加工和搬运过程中,极难做到百分之百不受铁离子的污染,常需对加工完成的零件进行酸洗,去除铁污染,并检测零件化学成分应达到材料标准要求。
3 结语
随着用户生产线的投产,此次试制的卡套式旋塞阀再次得到了验证,为以后生产大口径、中高压卡套旋塞阀积累了宝贵经验。
◆参考文献
[1] API 599,法兰端、螺纹端和焊接端金属旋塞阀[S].
[2] ASME B16.34,法兰、螺纹和焊连接的阀门[S].
猜你喜欢
工友(2022年7期)2022-07-23
铸造设备与工艺(2021年2期)2021-06-08
铸造设备与工艺(2021年1期)2021-04-21
科技视界(2020年26期)2020-09-24
汽车实用技术(2019年20期)2019-11-06
表面工程与再制造(2019年3期)2019-09-18
汽车与驾驶维修(维修版)(2018年9期)2018-11-15
汽车与驾驶维修(维修版)(2017年12期)2018-01-15
汽车与驾驶维修(维修版)(2017年5期)2017-09-03
汽车与驾驶维修(维修版)(2017年6期)2017-09-03
