
糠壳用量对浓香型白酒发酵糟醅理化参数和质构特性的影响
2020-03-03 06:19唐贤华张崇军彭志云隋明
食品工业 2020年1期
唐贤华,张崇军*,彭志云,隋明,
1. 四川工商职业技术学院(都江堰 611830);2. 五粮液集团技术研究中心(宜宾 644000);3. 四川大学轻纺与食品学院(成都 610065)
浓香型白酒的生产工艺是以传统发酵技艺为主流,糟醅品质对浓香型白酒的酿造起着至关重要的作用,直接影响着白酒品质[1]。糟醅发酵是糠壳、淀粉、大曲、水分、温度和酸度6个因素综合作用的过程。粮粉、糠壳和大曲作为糟醅的组成部分,直接参与发酵,所占比重是否合理,对糟醅的发酵好坏有着极大影响[2]。对糟醅优劣的评判标准主要依靠工人师傅的经验,这种方式主观性强,常会出现偏差,也难以保证酒品质。研究一种能快速而准确地判断出糟醅品质的方法,对白酒行业的发展有着重要意义[3]。糠壳是浓香型白酒生产主要辅料,是大曲酒酿造过程的填充剂和蒸馏过程的疏松剂[4]。它既可以使糟醅具有适当的疏松度和含氧量,增加界面作用,使蒸馏和发酵正常进行,有利于香味物质的提取和糟醅的正常升温;又能利用其独特的物理特性,调剂发酵中的淀粉浓度和糟醅酸度[5]。在浓香型的生产中,糠壳的使用量随着季节和糟醅位置的不同而有所差异,一般为粮食用量的15%~25%,主要根据糟醅水分、酸度淀粉浓度大小确定其用量[6]。
物性测试仪也称物性测试仪、质构仪,是一种专门用于检测物品质构特性的仪器,可以对样品的物性概念作出数据化的准确表述[6]。1861年,德国人设计出世界上第一台食品品质特性测定仪,用来测定胶状物质的稳定程度[7]。Szczeniak等[8]在1963年确定综合描述食品物性的质构曲线解析法(TPA)。质构仪,是一种专业用于检测物品质构特性的仪器,被广泛应用于各类食品的感官品质的评价,具有快速、直观、可靠的特点[7]。栾琳琳等[8]通过使用质构仪研究薏仁米在储藏过程中蒸煮品质及质构特性的变化。发现随着储藏时间延长,薏仁米质构特性中的硬度、压缩功、胶着性和咀嚼性变化明显,均呈先升后降的趋势,对其蒸煮品质有显著影响。李玉彤等[9]对电加热的方式煮面条的能量效率进行检测,并分析面条的质构特性,结果发现这种加热方式可以快速烹饪出质地优良、节能的方便食品。在白酒领域研究方面,Jo等[10]采用质构仪对比分析了智能化配料与手工配料对糟醅理化和质构特性的稳定性,发现智能化配料的糟醅在酸度、淀粉、硬度和回复性等指标稳定性较高。
试验利用物性测试仪检测发酵糟醅的质构参数,将含有不同比例糠壳的糟醅进行窖外模拟发酵,测定发酵期间糟醅的硬度(Hardness)[11]、弹性(Springiness)[12]、内聚性(Cohesiveness)[13]、黏着性(Adhesiveness)[14]、回复性(Resilience)[15]等质构参数的变化情况,并检测不同发酵期糟醅的理化性质,研究不同糠壳用量对糟醅理化性质和质构特性的影响,以及两者之间的相关性,为揭示糟醅在发酵期间内部结构的变化提供思路,为浓香型白酒发酵控制提供方法。
1 材料与方法
1.1 材料与仪器
母糟(取自川南某酒厂技术研究中心生产试验组窖池,取得的糟醅立即装入无菌袋中密封保存);3, 5-二硝基水杨酸(化学纯,A Johnson Matthey company);无水葡萄糖、酚酞、氢氧化钠(均为分析纯,成都科龙化工试剂厂)。
10 L不锈钢发酵罐;自制取样器;LRH-250生化培养箱(上海一恒科技有限公司);YCS-30电子台秤、PL 602-L电子天平(梅特勒-托利多仪器有限公司);TA.XT plus物性测试仪(英国Stable Micro System公司);754型紫外可见分光光度仪(上海长方仪器有限公司)。
1.2 试验方法
1.2.1 添加不同比例的粮粉进行窖外模拟发酵
准备5个大小相同的不锈钢发酵罐,分别称取1.8 kg母糟装于容器内,加入0.4 kg粮粉后拌匀,并添加粮粉量10%,15%,20%,25%和30%的糠壳混合均匀并做好标记,待蒸粮结束后打入量水,等糟样完全冷却后,加入适量的曲粉混合均匀,取出一定的糟样进行理化性质和质构特性检测,剩余的糟醅用封窖泥封住顶部,放入生化培养箱中进行程序升温密封发酵。发酵15 d后,用自制取样器插入发酵罐中取出部分糟醅(约300 g)进行理化性质和质构特性的检测,发酵结束后再进行检测。
1.2.2 糟醅质构特性的测定
按照参考文献[16]中糟醅质构参数的选择和质构特性的方法进行测定。
1.2.3 发酵参数的测定
水分检测方法,采用常压105 ℃烘箱干燥法[17];酸度检测方法,采用酸碱滴定法[18];淀粉检测方法,采用3, 5-二硝基水杨酸(DNS)-分光光度计法[19]。
1.2.4 数据处理与分析
每个指标重复测定3次,使用SPSS 19.0软件进行数据的单因素方差分析和相关性分析,以LSD检验对数据进行组间两两比较,p<0.05为差异具有统计学意义。
2 结果与讨论
2.1 不同比例糠壳发酵糟醅质构特性分析
2.1.1 不同糠壳含量对糟醅硬度的影响
糟醅的硬度是糟醅第1次压缩时的最大峰值,一般出现在最大变形处[20],能够反映糟醅的骨力、疏松度和配料的均匀性。由图1可以看出,在发酵期内糟醅的硬度呈不断增大趋势,不同比例糠壳糟醅在发酵期间的硬度差异显著(p<0.05),说明糠壳含量不同对糟醅的硬度有较大影响。发酵前,糟醅的硬度随着糠壳含量的不同呈不规律变化,其中10%糠壳的硬度最大;发酵15 d后,糟醅的硬度明显增大,其中15%,20%和25%糟醅最为明显,而30%糠壳糟醅硬度小幅增大;发酵进行到后期(30 d)时,糟醅的硬度继续增大。糠壳在糟醅中主要是起疏松和稀释酸度的作用,发酵到中期时,由于淀粉的降解和水、酒精等物质的生成使糟醅的骨力显著增强,硬度呈上升趋势,30%糠壳糟醅硬度变化可能的原因:一是糟醅过于疏松导致发酵不正常;二是在配料的均匀性较差,影响糟醅的正常发酵使硬度缓慢增大。

图1 不同比例糠壳发酵糟醅硬度变化变化趋势图
2.1.2 不同糠壳含量对糟醅弹性的影响
糟醅的弹性是指糟醅经过第1次受压,在去除压力后恢复到变形前的高度比率,用第2次压缩与第1次压缩的高度比值表示[21],可评价糟醅的内在性质和配料的合理性。由图2可知,发酵前和发酵15 d后,10%和30%糠壳糟醅的弹性差异不显著(p>0.05),发酵后期15%和20%糠壳糟醅弹性差异不显著(p>0.05),其余均为差异显著(p<0.05),说明糠壳含量对糟醅的弹性有显著影响。入窖前20%糠壳糟醅的弹性最高,25%糠壳糟醅的弹性最低,发酵中期(15 d)时,糟醅的弹性整体上呈降低趋势,只有25%糠壳糟醅呈上升趋势;进入到发酵后期,糟醅的弹性继续下降,其中25%糠壳糟醅硬度呈上升趋势,导致这些现象的主要原因可能是在发酵初期好氧微生物的大量繁殖使糟醅中的淀粉降解加快,使糟醅的物质结构发生变化,疏松度降低从而使弹性降低,在发酵中后期主要是生酸和产酯的过程,发酵作用减弱,前期积累的水分(主要是黄水)使糟醅的疏松度持续减小(如窖冒的下降),导致糟醅的弹性减小。15%和20%糠壳糟醅在发酵期间弹性差异最小,主要原因是其糠壳使用量与实际生产接近,糟醅发酵较为正常。

图2 不同比例糠壳发酵糟醅弹性变化变化趋势图
2.1.3 不同粮粉含量对糟醅内聚性的影响
糟醅内聚性是第2次压缩所做的功与第1次压缩所做的功之间的比值[22],能展示样品糟醅表面的结实程度对外界压力的抵抗能力,在生产中能够反映出糟醅的骨力、腻性、疏松度等。由图3可以看出,糟醅的内聚性在发酵期内呈明显增大趋势,发酵前20%和25%糠壳糟醅、20%和30%糠壳糟醅差异不显著(p>0.05),发酵15 d后15%和20%糠壳差异不显著(p>0.05),发酵30 d后10%糠壳和30%糠壳糟醅的差异不显著(p>0.05),其他指标均差异显著(p<0.05),说明不同糠壳比例对糟醅的弹性有一定影响。发酵10%糠壳糟醅的内聚性最大,20%糠壳糟醅内聚性最小;到发酵中期,发酵糟醅的内聚性呈较为规律的增大趋势,且幅度较大,其中糠壳含量10%~30%的发酵糟醅的内聚性增加较为明显;在发酵后期,25%糠壳糟醅的内聚性最大,30%糠壳糟醅的内聚性最小。分析原因:在发酵前糠壳含量低的糟醅由于其结构较为紧实,所以内聚性较大,随着发酵进行由于微生物作用将酒醅中淀粉转化,生成大量酒精、水等物质,糟醅内部结构发生变化,导致对抗压能力增大;发酵中后期,糠壳含量高的糟醅由于其结构较为疏松,大曲酶系及微生物的发酵作用较强,糟醅的内聚性大幅提高。

图3 不同比例发酵糟醅内聚性变化趋势图
2.1.4 不同糠壳含量对糟醅黏着性的影响
糟醅黏着性可用于描述糟醅的黏性特性,数值上用硬度和黏聚性的乘积表示,即硬度×黏聚性[23]。糟醅中的黏性物质主要是淀粉、糖类等有机物,由图4可知,发酵糟醅的黏着性呈较为明显的减小趋势,且不同糠壳比例糟醅在发酵期间的弹性呈显著差异(p<0.05),表明糠壳含量对糟醅的黏着性有较大影响。发酵初期20%糠壳糟醅的黏着性最小,糠壳含量15%和25%糠壳糟醅的黏着性最高;到发酵中后期,糟醅的黏着性不断下降,主要的原因是发酵过程中淀粉等黏性物质的不断降解造成的,在发酵前期,好氧微生物使糟醅中的淀粉迅速降解,随着发酵黄水的增加从而使糟醅的黏着性迅速降低,发酵中后期,由于淀粉含量还未降解完全,使酒精发酵持续时间长,酸度和水分持续增大,使糟醅黏着性发生较大变化,发酵结束后,糟醅黏着性随着糠壳含量的提高而呈现减小趋势,主要原因是糟醅糠壳含量影响残淀浓度,糠壳含量过低导致栽培发酵不完全。

图4 不同比例糠壳发酵糟醅黏着性变化趋势图
2.1.5 不同糠壳含量对糟醅回复性的影响
糟醅回复性表示糟醅在第1次压缩过程中回弹的能力,是第1次压缩循环过程中返回样品所释放的弹性能与压缩时探头的耗能之比[24],可以评价糟醅的疏松度及发酵情况。由图5可以看出,在发酵期间糟醅的回复性呈现逐渐增大趋势,其中在发酵前20%和25%糠壳糟醅弹性差异不显著(p>0.05),其他指标均为差异显著(p<0.05),表明糠壳含量的不同影响糟醅回复性。随着发酵进行,发酵糟醅回复性呈明显增大趋势,且幅度较大,其中25%糠壳糟醅回复性增长幅度最大;发酵前不同糠壳含量糟醅的回复性差异不大,其中10%糠壳糟醅的回复性稍高。发酵中期糟醅回复性明显增大,其中15%和25%糠壳糟醅回复性变化最大;发酵后期,10%和30%糠壳糟醅的回复性增长幅度较大,而30%糠壳糟醅的回复性增长幅度相对较小。分析原因可能是在发酵前10%糟醅的结构较为紧密,在发酵过程中由于微生物酶系的作用,酒醅中的淀粉转化生成酒精、水等物质,使糟醅回复性增大,发酵中后期,25%糠壳糟醅由于其发酵较为完全,使回复性显著增大。
2.2 不同比例糠壳糟醅发酵期间的理化参数变化趋势
由表1可知,随着发酵时间延长,糟醅的水分和酸度呈不断增大趋势,而淀粉由于不断被降解而浓度降低,与陆其刚等[25]对浓香型白酒酒醅发酵体系参数变化的研究结论基本一致,符合其发酵规律;发酵前15%糠壳的糟醅水分最高,而糠壳含量较高的糟醅水分较低,其中10%和20%糠壳、25%和30%糠壳糟醅的水分差异不显著(p>0.05);酸度方面,未加糠壳的糟醅酸度最大,15%糠壳糟醅次之,其中15%和20%糠壳、25%和30%糠壳糟醅的酸度差异不显著(p>0.05);淀粉浓度方面,糠壳含量越高,淀粉浓度越小,其中15%和20%糠壳、20%和25%糠壳糟醅的淀粉浓度差异不显著(p>0.05);发酵15 d后,糟醅的水分、酸度都有所增大,淀粉含量降低,特别是糠壳含量高的糟醅,酸度显著增大,但是水分的增长幅度比较缓慢,其中15%和25%糠壳、20%和25%糠壳糟醅水分差异显著(p<0.05);发酵30 d后,水分、酸度急剧增大,淀粉含量急剧下降,其中以15%糠壳糟醅的含水量最高,20%糠壳糟醅的酸度最大,10%和25%糠壳水分和淀粉含量差异显著(p<0.05),10%和15%糠壳酸度差异显著(p<0.05),30%糠壳糟醅残淀含量达到了12.63%,说明糠壳含量过高会导致糟醅发酵不充分。

图5 不同比例糠壳发酵糟醅回复性变化趋势图
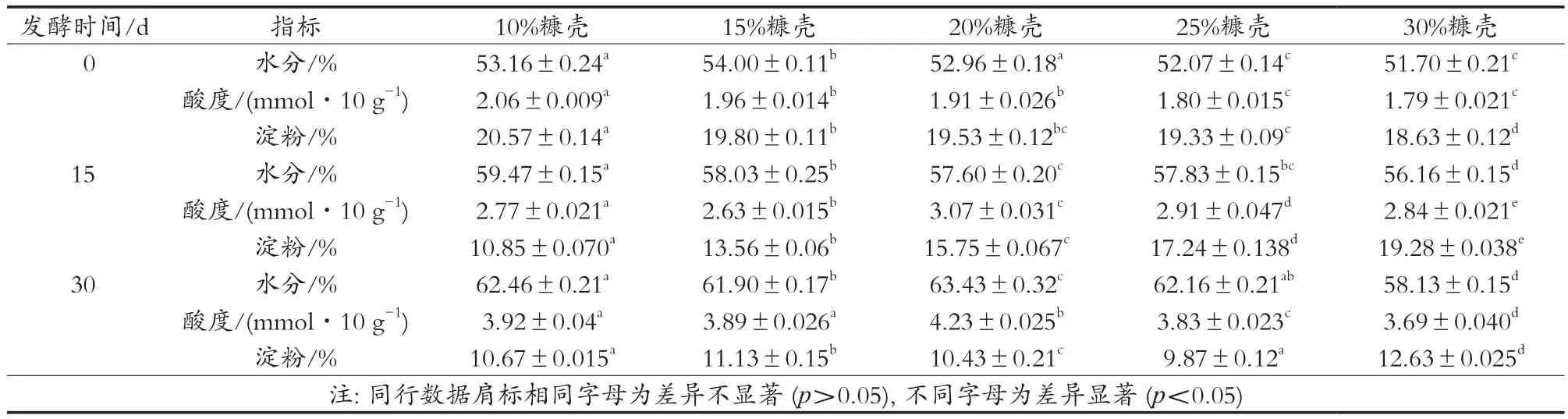
表1 不同比例糠壳发酵糟醅理化参数测定结果
2.3 糟醅质构特性与理化参数的相关性分析

表2 糟醅质构特性与发酵参数的皮尔逊相关系数
从表2可知,糟醅的水分、酸度与糟醅的硬度、内聚性和回复性呈显著正相关性(p<0.05),而与黏着性呈显著负相关性(p<0.05),与弹性无显著的相关性;糟醅的淀粉浓度与硬度、内聚性和回复性呈负相关性(p<0.05),与黏着性呈显著正相关性(p<0.05),与弹性呈显著负相关性(p<0.05),与弹性无显著相关性。由相关性分析可知,糟醅在发酵过程中的理化性质指标和质构特性具有良好的对应性,均能较好地反映随着发酵时间的延长,糟醅理化性质的变化情况,因此,可用糟醅质构特性和理化指标评价糟醅的发酵情况。通过分析得出决定糟醅理化参数的主要质构指标是硬度、内聚性、黏着性和回复性。唐贤华等[26]在之前研究中分析了糟醅质构特性的相关性,发现浓香型白酒窖池各个位置糟醅的硬度与内聚性、回复性均呈高度的正相关性,回复性与内聚性也呈高度正相关性,而糟醅的黏着性与硬度、内聚性和回复性呈显著的负相关性,与该分析结果基本一致。
3 结论
通常来说,浓香型白酒糟醅发酵的好坏很大程度上是由发酵参数所决定,同时在发酵过程中糟醅的内部结构也会发生很大变化,可以通过测定糟醅的质构参数量化和分析,试验将糟醅中添加不同比例糠壳进行窖外模拟发酵试验,测定不同发酵期糟醅的质构特性和发酵参数以及两者的相关性。结果发现,入窖前糠壳含量对糟醅的质构特性具有显著影响,随着发酵时间的延长,糟醅的硬度、内聚性和回复性呈明显增大趋势,而黏着性呈减小趋势;理化参数方面,发酵期间糟醅水分和酸度均增大,淀粉浓度降低;糠壳含量越高,糟醅的酸度、水分和淀粉含量越低。通过相关性分析可知发酵糟醅的理化参数和质构特性相关性极为显著,其中糟醅的水分和酸度与硬度、内聚性、回复性呈显著正相关性,与黏着性呈显著负相关性,而糟醅的淀粉浓度与硬度、回复性和内聚性呈负相关性,与黏着性呈正相关性,与弹性无明显相关性,通过分析可以确定决定糟醅理化参数的主要质构指标是硬度、内聚性、黏着性和回复性,并且可以通过质构参数的数值大小反映糟醅的理化性质,判断糟醅发酵的好坏。后续试验将结合窖内实际生产过程研究糟醅的质构特性变化,并结合糟醅的感官质量、酒质、微量成分及微生物变化等情况等进行综合分析,以期建立不同窖池糟醅的质构参数标准,取代传统的分析检验方法,以达到调控酒质目的。
猜你喜欢
食品安全导刊(2021年21期)2021-08-30
云南化工(2020年11期)2021-01-14
学生导报·东方少年(2019年11期)2019-06-11
河北地质(2017年2期)2017-08-16
食品研究与开发(2016年20期)2016-11-05
财经问题研究(2015年4期)2015-05-04
食品工业科技(2014年11期)2014-03-11
食品工业科技(2014年7期)2014-03-11
中国乳业(2013年10期)2013-08-31
食品科学(2013年14期)2013-03-11
