
基于白光干涉仪的轴尖表面粗糙度检测技术研究
2020-01-15 05:31:16郭小冬刘迎红牛春霞李明易
航天制造技术 2019年6期
郭小冬 刘迎红 牛春霞 杨 静 李明易
(北京航天控制仪器研究所,北京100039)
1 引言
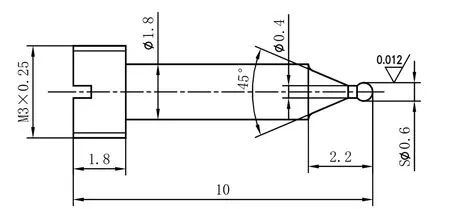
图1 轴尖零件图
轴尖是惯性仪表中典型的超精密小微零件,轴尖的SФ0.6mm 球头表面粗糙度要求很高,达Ra0.012µm(Ra12nm),是关键特性。轴尖零件图见图1。
由于轴尖球头尺寸过小,表面粗糙度用传统的触针式轮廓仪很难检测,而用普通光学干涉显微镜检测,精度又无法保证(平均误差超过50%),因而形成了轴尖表面粗糙度的难检测问题。秦静等人[1]曾在触针式轮廓仪上研究轴尖表面粗糙度的检测方法,分析探讨了测针结构及运动方式对测量的影响,提出了准确测量方案。但存在微小球头上目视对准、调整测针位置的操作困难以及接触式测量划伤工件的问题。刘皓挺等人[2]提出了一种基于激光共聚焦显微镜图像分析的表面粗糙度估计方法。
白光干涉仪分辨率可达0.01nm,为高精度检测小微结构表面形貌提供了有力手段。但目前非接触形貌轮廓仪的校准还没有国家标准,白光干涉仪的多种测量参数对表面粗糙度测量结果又有直接的影响。因此需要对照国家现行接触式粗糙度测量标准在白光干涉仪上进行比对测量研究,实现量值溯源,得到准确的测量结果。
2 白光干涉检测原理
白光干涉仪(White Light Interferometers WLI)为非接触式的3D 显微物体表面检测仪器,主要是结合传统光学显微镜与白光干涉组件,使得仪器同时具备光学显微检测与白光干涉扫描物体表面的功能,可进行显微3D 表面检测、膜厚测量与表面粗糙度测量等。
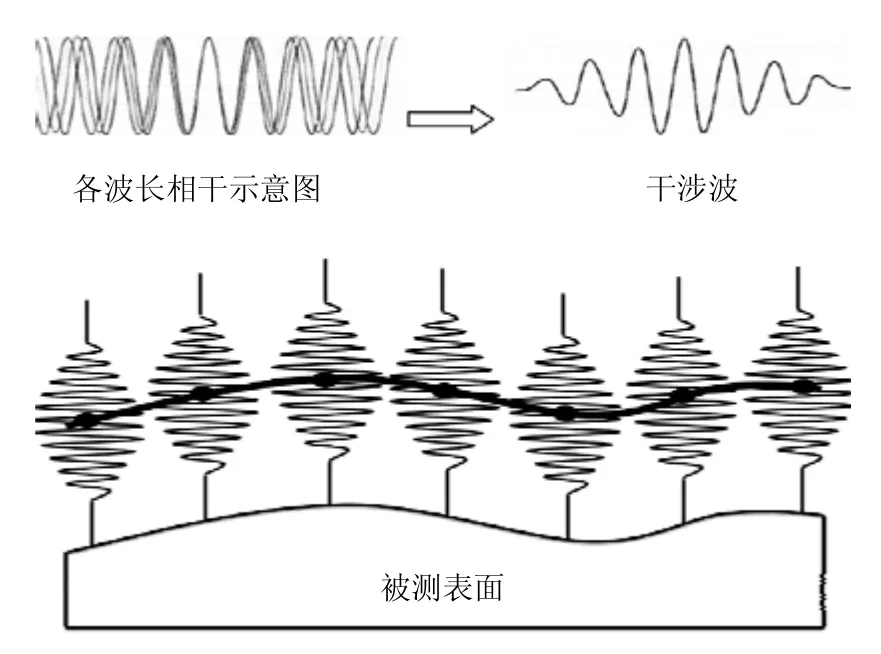
图2 白光干涉测量原理图
白光干涉检测原理是利用白光相干性短不易产生干涉的特性,形成低相干性白光干涉波,如图2上部所示。被测物体表面的起伏将影响CCD 相机中每一像素点干涉波的发生高度,依循此高度变化,求取干涉零光程差位置,即可确定出该像素点对应的被测表面点的高度,进而求出被测表面的整体轮廓,如图2下部所示。
运用白光干涉仪可对物体表面的三维微结构(包括表面粗糙度)进行快速、高精度测量。Taylor Hobson公司的CCI 白光干涉仪垂直分辨力达0.01nm,垂直扫描范围2.2mm。该仪器具备了小微结构纳米级表面粗糙度的检测能力。
3 仪器针对性校准
3.1 标准器的获取
3.1.1 台阶高度标准器
表面粗糙度Ra是取样长度内的高度平均值,是高度参数。因此,高度的测量精度决定了Ra的测量精度。高度校准是仪器校准的关键。白光干涉仪一般用台阶高度标准片进行高度校准。针对轴尖Ra12~25nm 的粗糙度量值范围,专门购置了美国VLSI 公司的18nm台阶高度标准片(校准值17.9nm,不确定度1nm),用于仪器精度校准。
3.1.2 粗糙度标准器
多刻线标准样板是表面粗糙度量值传递的标准器具。轴尖表面粗糙度要求Ra12nm,获得Ra12nm 量级的多刻线样板是验证测量精度的必要条件。按现行国家计量检定系统表,表面粗糙度可溯源的最小量值为Ra100nm[4],量值小于Ra100nm 的多刻线样板目前市场上没有标准产品。为此,特向国内知名微纳标准器研制单位定制了Ra12nm 多刻线样板,并由中国计量科学研究院(以下简称国家计量院)进行了校准(校准值Ra10.4nm,不确定度Ra2nm)。
3.2 仪器校准
3.2.1 高度校准
使用CCI 白光干涉仪的高度自校准功能,用VLSI 18nm 台阶高度标准片对仪器进行了高度校准。校准后测量标准片的实测数据见表1。
由表1数据,经校准后,仪器高度测量偏差为-0.42nm,相对偏差为-0.42/17.9=-2.35%。

表1 白光干涉仪测量18nm台阶高度标准片数据 nm
3.2.2 粗糙度测量精度验证
在CCI 白光干涉仪上,测量经国家计量院校准的Ra12nm 多刻线样板。由表2数据,偏差仅为0.12nm(相对偏差1.15%),很好地复现了标准样板的校准值,实现了粗糙度量值的准确溯源。

表2 白光干涉仪测量Ra12nm多刻线样板数据 nm
4 形状去除
轴尖表面为曲面,表面形状对粗糙度测量结果有一定影响,应进行形状去除。形状去除是指通过数学的方法去除零件表面的宏观轮廓形状对粗糙度评价时产生的影响。CCI 白光干涉仪的分析软件TalyMap 中,提供了三种去除形状的算法——球、圆柱和多项式。通过实验发现,对于规则的球面,采用球算法去除形状的效果较好。而目前生产的轴尖,由于工艺的原因,实际形状近似椭球(图3),采用球算法去除形状效果不理想,而采用二阶多项式算法得到了满意效果。
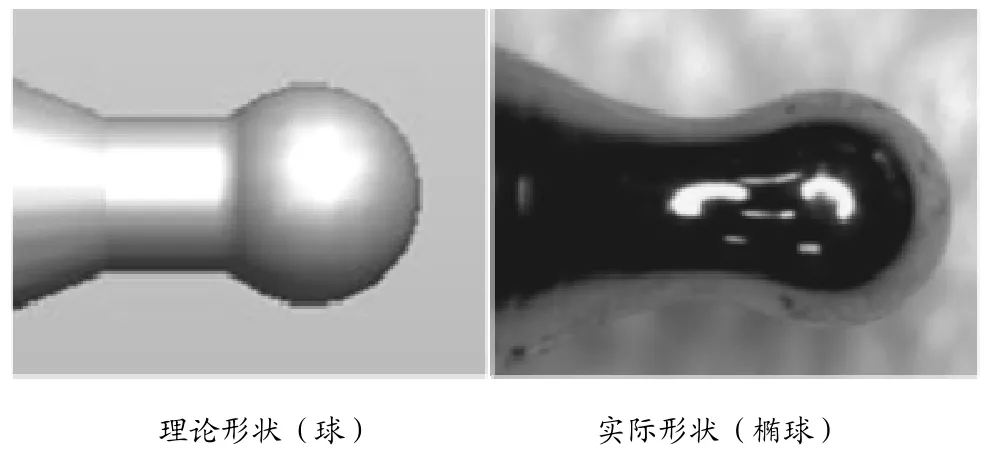
图3 轴尖形状
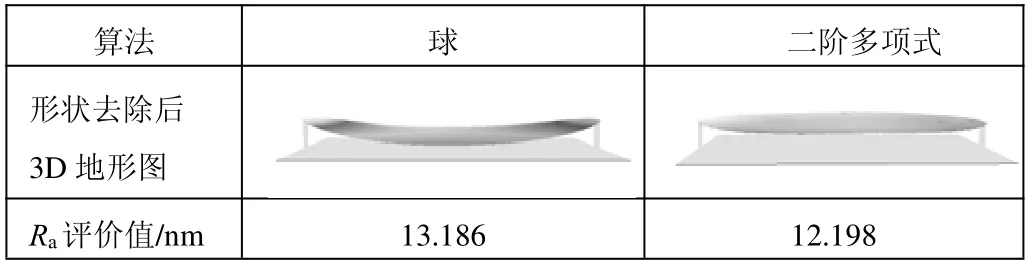
表3 轴尖采用两种算法去除形状效果对比
对比表3中的图形和数据,可以看出,对于不是规则球体的轴尖,采用球算法处理后,尚残存明显的翘曲形状,Ra值偏大;而采用二阶多项式算法处理后,曲面平坦,Ra值下降,获得了满意的形状去除效果。
5 测量方案
通过仪器的针对性校准实验和轴尖检测实验,总结出了在CCI 白光干涉仪上检测轴尖表面粗糙度的测量方案(测量工艺参数),见表4。方案已在轴尖实际产品检测中应用。
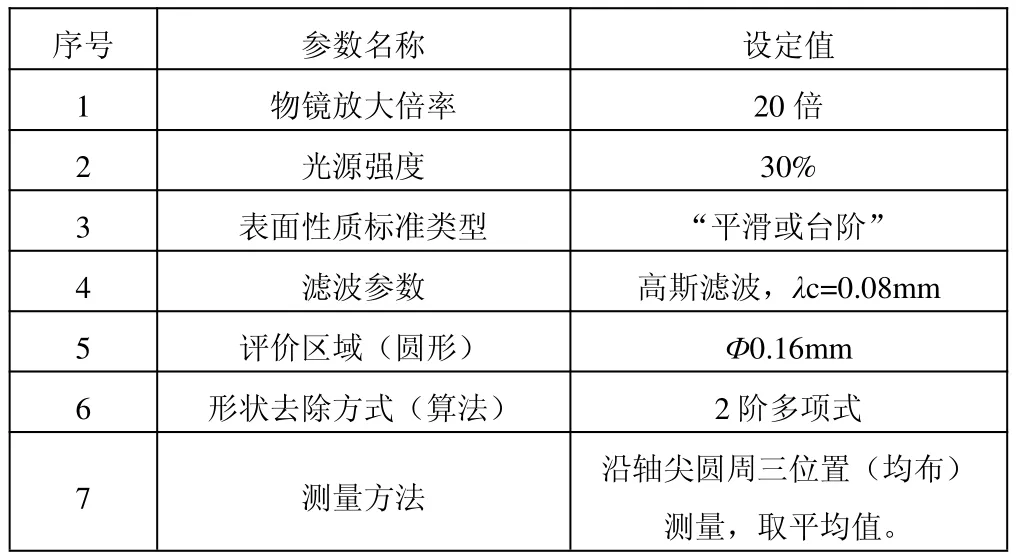
表4 轴尖表面粗糙度测量工艺参数表
6 测量不确定度评定
依据JJF 1059.1—2012《测量不确定度评定与表示》,并参照JJF 1105—2018《触针式表面粗糙度测量仪校准规范》中的不确定度评定方法对CCI 白光干涉仪粗糙度检测的不确定度进行评定。
6.1 测量方法
CCI 白光干涉仪的粗糙度示值Ra是用Ra12nm 多刻线样板进行校准得到的。选取样长度Lc=0.08mm 测量多刻线样板的Ra,与样板校准证书上给出的校准值Ra0进行比较,得到仪器示值误差。
6.2 测量模型

式中: ΔRa——仪器示值误差,nm;——仪器读数平均值,nm; a0R ——多刻线样板的校准值,nm。
6.3 不确定度来源
不确定度各分量来源见表5。

表5 不确定度分量来源
6.4 不确定度合成
输出量的合成方差:


合成标准不确定度:

扩展不确定度:
取包含因子k=2,则扩展不确定度为:

6.5 实测记录
对多刻线样板进行10 次重复测量,实测记录见表6。

表6 实测记录Ra nm
6.6 不确定度分量评定
6.6.1 仪器数字分辨力引入的不确定度分量u10
白光干涉仪测量分辨力为0.01nm,取均匀分布,则有:
6.6.2 仪器测量重复性引入的不确定度分量u11
重复性引入的不确定度分量服从正态分布,为平均值标准偏差,由下式计算u11:

(见表6数据)。
因u11>>u10,故仪器引入的不确定度分量:
u1=u11=0.046nm。
6.6.3 标准多刻线样板测量误差引入的不确定度分量u2
由国家计量院校准证书,Ra12nm 多刻线样板扩展不确定度为U=2nm(k=2),则u2=U/2=2/2=1nm。
6.7 合成标准不确定度
按式(4):

6.8 扩展不确定度
按式(5):

即扩展不确定度URa=2.002nm,k=2。
7 结束语
本文研究了基于白光干涉仪的轴尖表面粗糙度检测方法。针对性地使用VLSI 18nm 台阶高度标准片对仪器进行高度测量校准,制备Ra12nm 多刻线标准样板对仪器进行粗糙度检测精度验证,并对仪器测量工艺参数进行选择、优化。结果表明:测量不确定度URa=2.002nm,满足了轴尖Ra12nm 表面粗糙度的检测精度需求。
猜你喜欢
新技术新工艺(2022年10期)2022-11-21 02:30:14
九江学院学报(自然科学版)(2022年2期)2022-07-02 02:34:06
少儿美术(2020年1期)2020-12-06 06:56:22
计测技术(2020年6期)2020-06-09 03:27:14
航天电子对抗(2019年4期)2019-06-02 08:22:40
制导与引信(2017年3期)2017-11-02 05:16:58
照明工程学报(2016年3期)2016-06-01 12:18:01
连环画报(2016年4期)2016-05-05 13:51:25
中国房地产业(2016年9期)2016-03-01 01:26:18
职教通讯(2013年27期)2013-11-12 07:16:12
