
天线波导裂缝慢走丝线切割技术研究
2020-01-15 05:31王建华王明军范永庆
航天制造技术 2019年6期
王建华 王明军 范永庆 梁 峰
(1.北京华航无线电测量研究所,北京100013;2.北京航星机器制造公司,北京100013)
1 引言
随着新型双极化复合天线设计需求的不断提升,波导裂缝设计为全新的密集形平行窄缝或十字缝结构,缝隙数量急剧增加为1000 至2000 余个,缝隙最小宽度尺寸减小为0.6mm 或者更小。若采用常规铣削加工方式,微细直径刀具磨损和断裂严重,裂缝加工精度和尺寸一致性很难保证,根本无法满足加工要求,迫切需要采取一种全新的加工方式,本文对慢走丝线切割技术在微细波导裂缝加工中的应用进行了确定。
2 零件结构特点和设计要求
波导缝隙结构分布于直径为Φ300mm 左右、厚度1mm 或1.5mm 的铝合金平板结构上,零件材料为LF21、Y。零件结构简图见图1、图2。典型结构特点为:
a.分布密度大,最多数量达2000 余个;
b.尺寸微细、最小缝宽0.6mm 或者更小;
c.精度要求高,尺寸公差±0.01mm,位置度0.01mm;
d.表面粗糙度要求高,Ra0.8μm;
e.加工一致性要求高。
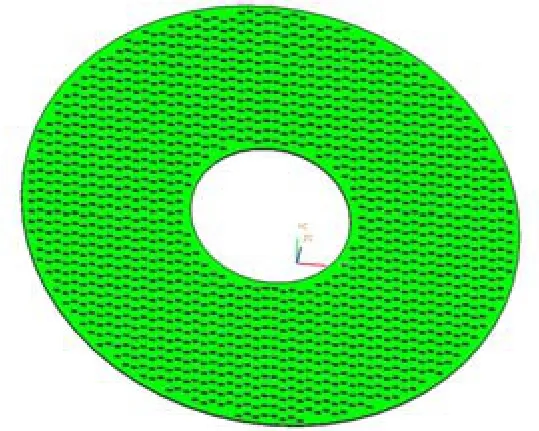
图1 某天线微细缝隙阵列结构
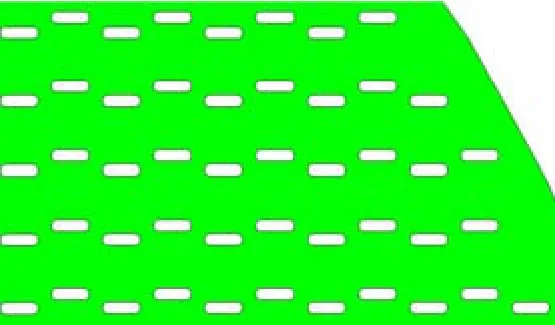
图2 某天线微细缝隙阵列局部放大图
3 存在的关键工艺技术问题和难点
选用的慢走丝线切割加工设备为CUT200SP,附带直径Φ0.25mm 的黄铜丝切割装置及直径Φ0.07mm的细丝切割装置。
拟通过实际加工试验,确定出一种针对缝宽尺寸小于等于0.6mm 的裂缝结构的数控铣削加工替代工艺方案,即慢走丝线切割加工方案。同时,确定出不同切割丝直径对不同缝宽尺寸的加工适用性。存在的关键工艺技术问题有:
a.慢走丝线切割工艺方案及数控编程技术:确定合理的加工工艺流程、电极丝直径、预钻穿丝孔直径和位置、粗精加工方案和精密切割次数等,保证零件整体加工精度和尺寸一致性。
b.电极丝直径选用与缝宽的匹配性技术:确定不同的电极丝直径切割装置,对不同裂缝宽度尺寸的加工适用性。
c.电加工参数技术:确定不同材料和结构形式的加工规律,设定合理的电极丝脉冲电源参数和机床参数,如电极丝张力、进给速度、脉冲间隔、加工频率等。
4 研究过程及主要研究内容
分别进行了自动穿丝的适用性试验、Φ0.25mm 直径的黄铜丝切割试验,以及Φ0.07mm 直径的细丝切割试验。
4.1.1 自动穿丝操作的适用性试验
慢走丝线切割机床自动穿丝操作的工作原理:机床发出自动穿丝指令后,穿丝水柱依靠气压驱动,带动电极丝自动穿丝操作。经过实际穿丝试验验证,由于CUT200SP 型机床配置的穿丝水柱的直径为Φ0.5mm,所以,自动穿丝操作仅适用于直径≥Φ0.5mm的穿丝孔。对于直径小于Φ0.5mm 的穿丝孔,仅能依靠手动穿丝操作。
4.1.2 Φ0.25mm 直径的黄铜丝套装切割试验
采用Φ0.25mm 直径的黄铜丝,对宽度0.6 mm 的裂缝结构进行了切割试验。
a.数控加工中心在每个宽度0.6mm的裂缝一端圆弧圆心处钻Φ0.5mm 穿丝孔。
b.采用自动编程软件PEPS,绘制并指定待加工轮廓和具体穿丝点和起割点位置,见图3。
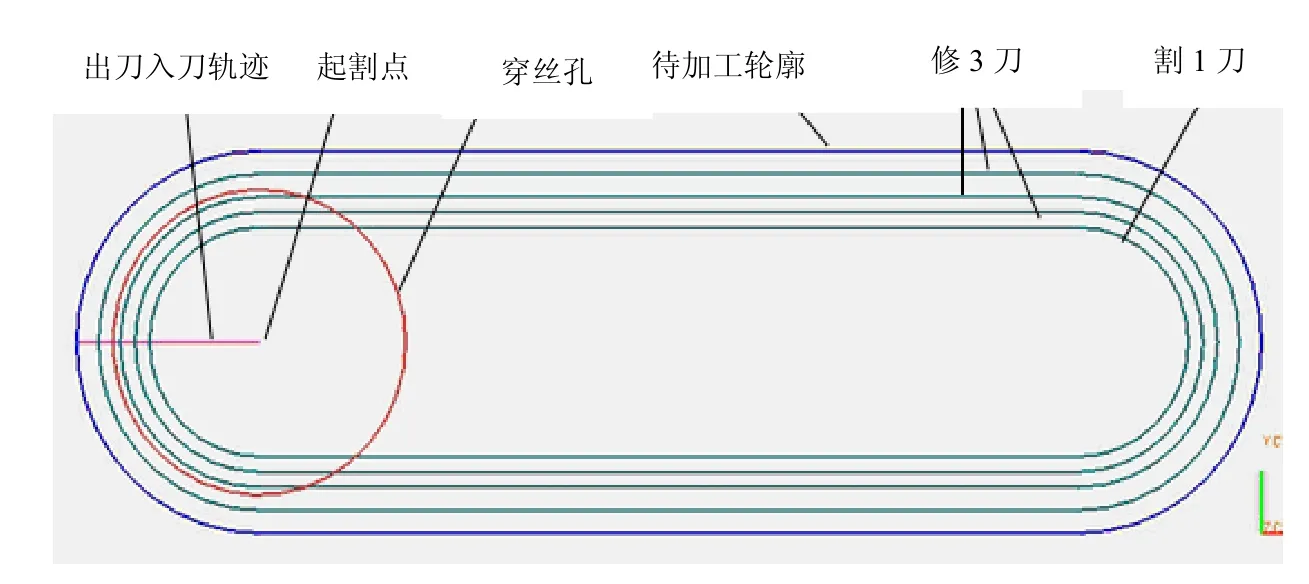
图3 裂缝外形轮廓及切割轨迹
c.制定待加工轮廓切割工艺方案和具体切割参数。CUT200SP 线切割机床自带工艺专家系统,可根据用户的加工需求自动生成切割工艺参数。所以,用户只需要在机床的交互式界面中输入材料、零件高度、锥度专家参数、切割次数、要求的尺寸精度和表面粗糙度、并选择电极丝材料及直径,工艺专家系统即可根据用户需求自动生成每次切割的速度、加工余量、上下机头偏移量等切割参数。
对于缝隙阵列结构,在机床操作界面输入以下参数:零件材料铝LF21、Y;板厚度1mm;电极丝直径Φ0.25mm;共切割4 刀,即粗切1 次,修复3 次;切割后尺寸精度0.01mm;表面粗糙度为Ra0.8μm。
输入以上加工要求后,机床工艺专家系统自动生成4 次切割操作和相应的切割参数,见表1、表2。
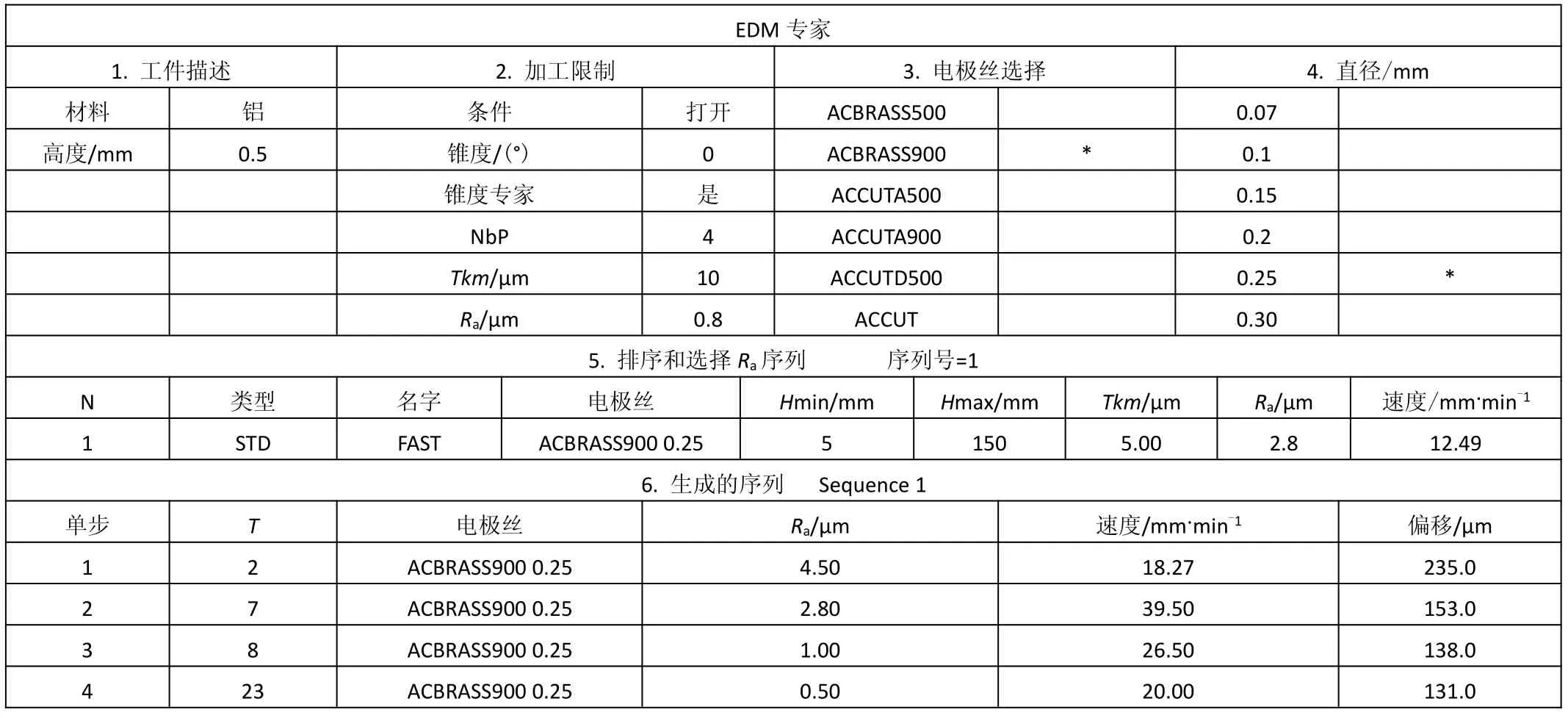
表1 机床操作系统人机交互界面

表2 具体切割参数
4.1.3 Φ0.07mm 直径的细丝套装切割试验
采用Φ0.07mm 直径的黄铜丝,对宽度0.2mm 的裂缝结构进行了切割试验。
在宽度0.2mm 的裂缝一端圆弧圆心处钻Φ0.15mm 穿丝孔。经实际试验,因穿丝水柱直径为Φ0.5mm,所以无法实现自动穿丝操作。只能手动穿丝,实现切割功能。
在宽度0.2mm 的裂缝一端圆弧圆心处钻Φ0.5mm穿丝孔。可实现自动穿丝操作。自动穿丝后,可实现对宽度0.2mm 裂缝的切割功能;但裂缝一端Φ0.5mm穿丝孔过大,不满足裂缝图纸设计要求。
5 结束语
通过对加工中的关键问题进行攻关,验证了慢走丝线切割加工对微细波导裂缝结构加工的可行性:
a.宽度≥0.6mm 的波导裂缝,可以采用Φ0.25mm直径的黄铜丝切割套装进行慢走丝线切割加工,可实现自动穿丝功能。
b.宽度0.2 ~0.5mm 的波导裂缝,可以采用Φ0.07mm 直径的黄铜丝切割套装进行慢走丝线切割加工,但需要进行手动穿丝操作。
猜你喜欢
电子制作(2022年14期)2022-08-17
模具制造(2022年3期)2022-04-20
模具制造(2022年3期)2022-04-20
模具制造(2022年1期)2022-02-23
智能制造(2021年4期)2021-11-04
奥秘(创新大赛)(2019年11期)2019-11-30
学与玩(2018年3期)2018-08-27
人生十六七(2015年5期)2015-02-28
销售与市场·管理版(2009年21期)2009-09-03
