
浙东白鹅宰后糟制加工关键技术优化
2020-01-13 01:46张小涛陈静周静峰
食品工业 2019年12期
张小涛,陈静,周静峰*
1. 浙江医药高等专科学校食品学院(宁波 315100);2. 浙江医药高等专科学校制药工程学院(宁波 315100)
鹅肉肉质细嫩、味道鲜美、营养价值高,富含丰富的不饱和脂肪酸,尤其是亚麻酸的含量远远超过其他畜禽肉类。从生物学价值上来看,因其体内含有的氨基酸比例与人体组成极其相似,故也将鹅肉中的蛋白质称为全价优质蛋白[1]。食用鹅肉对人体健康十分有利,所以鹅肉曾被联合国粮农组织列为重点发展的绿色食品之一。
利用酒糟对鹅肉糟制后,肉口感变得更加醇厚,并且克服了肉保质期短的难题。糟制的工艺一般分为煮制和腌制两种。煮制入味较好、生产周期短,并且产品色泽佳,而腌制虽然操作简单,但是产品色泽欠佳、肉质较硬。利用糯米酒的酒糟对肉进行糟制,在江浙一带由于原料资源丰富,因而发展历史非常久远[1]。但是糟肉传统生产中的糟腌工序长达30 d。家庭的糟肉主要局限在简单的家庭生产方式,没有形成一定的生产流程和生产技术,并且没有特定调料的配方,只是根据糟制者的经验进行,产品的稳定性不够强,30 d的生产周期自然增大了产品生产过程中品质控制的难度,提高了产品的生产成本,限制了产品的生产规模。这些对工业化大规模生产糟肉都是很不利的[2-3]。
目前市面上关于鹅肉制品较少,畜禽肉类产品的加工方式往往局限在熏、烤、煎等方式,长期食用对人体健康存在一定的毒副作用。试验利用糯米黄酒的酒糟对鹅肉调味煮制冷却后进行糟制处理,丰富鹅肉的色、香、味、形,充分利用酒以及糯米当中的营养成分,增加鹅肉的营养价值,采取真空包装以及选择合适的杀菌方式,扩大糟制鹅肉的销售领域并延长产品的保质期,为鹅肉产品的加工技术领域提供新的理论和实际指导意义。
1 材料与方法
1.1 试剂与材料
浙东白鹅(90 d),市售;酒糟,宁波阿拉老酒酒厂;食盐,广东省盐业总公司;白糖,青岛立辉粮油有限公司;味精,菱花味精股份有限公司;五香粉,西安百味福食品有限公司。
微生物检测所需的培养皿、培养基(胰蛋白胨、酵母浸膏、氯化钠、葡萄糖、琼脂)等。
1.2 仪器与设备
DHG-9108 A型电热恒温鼓风干燥箱,上海精宏实验设备有限公司;KDZX-50 KBS立式压力蒸汽灭菌器,上海申安医疗机械厂;家用蒸煮锅,周村厨宝电器厂;糟制玻璃罐,河间市康晶玻璃制品厂;单室真空包装机,温州市大江真空包装机械有限公司。
微生物检测所需的酒精灯、分析天平、恒温培养箱、恒温水浴锅等。
1.3 试验方法
1.3.1 试验工艺流程
鹅→宰杀放血→去内脏→切块(切成小块且均匀)→清洗→煮制(加调味料)→沥水冷却→糟制→烘制→包装→杀菌→成品
1.3.2 原料选择与处理
购买若干只新鲜健康、90日龄的浙东白鹅,现场宰杀。手工去除鹅的内脏、内膜、血块及部分脂肪[4],清洗干净后进行分割处理。将鹅分割为头、颈、爪、胸、腿等8件,躯干分为4块[5],分装至小包装后冷冻保藏,避免鹅肉反复冻融对鹅肉品质造成影响。
1.3.3 煮制试验优化
将新鲜鹅肉切成小块(要求肉块大小尽可能均匀,约4 cm×4 cm正方形小块),然后将其放入沸水中,沸腾后加入调味料(盐、糖、味精、五香粉)煮制,同时不断翻动鹅肉块并及时除去血污、浮油,保证产品风味纯正。对鹅肉的煮制时间采取单因素试验进行确定,对肉块进行分割后分别煮制15,20,30,40,45和55 min,感官评定小组分别对肉质进行鉴定打分,重复试验3次,记录试验结果。对调味料配方设计采用L9(34)正交试验,考察食盐、白糖、味精、五香粉对成品感官的影响[6],通过方差得出最佳调味料的配方。煮制时,按水与鹅肉质量比1︰1进行煮制,各因素的添加量按水量来折算,再按表1所示的水平因素安排进行L9(34)进行正交试验。由感官评定专业人员对煮制后鹅肉的品质进行评分,然后进行统计分析。正交试验因素水平见表1。
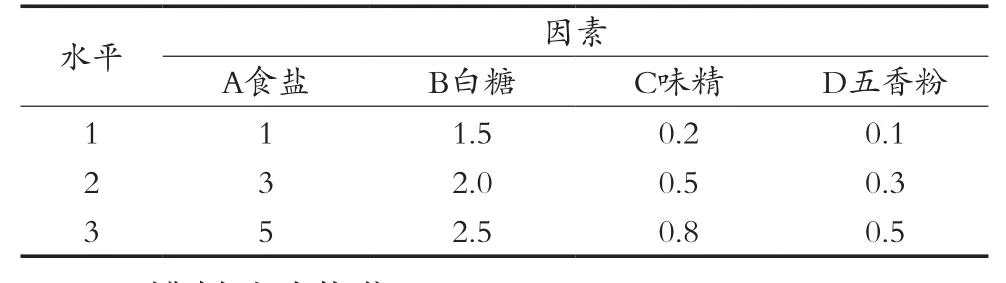
表1 正交试验因素水平表 %
1.3.4 糟制试验优化
将煮制后的鹅肉沥干冷却,用一定量的酒糟进行糟制。酒糟中拌入少许的酒和盐,并撒上适量的酒糟香卤,优化酒糟风味。先在罐底铺一层酒糟,再按一层鹅肉一层酒糟铺好,逐层压紧,坛口用保鲜膜密封[7],瓶盖密封,放在室温下阴凉处进行糟制。
酒糟对鹅肉风味的影响过程较缓慢。由于从酒厂中采集得到的酒糟呈味较淡,酒精度较低,因此在糟制时对酒糟进行优化,各组均加入4%酒糟量的食盐,同时撒入适量的香糟卤对酒糟进行提味,同时可以增加酒糟的湿度,以保证糟制过程中酒糟与肉间无空隙。糟制天数不同,糟鹅的口感呈现很大的差异性,因此,对鹅肉的糟制天数进行单因素筛选,在相同的糟制条件下研究鹅肉的糟制天数对鹅肉品质的影响,分别考察糟制1,2,3,4,5和6 d后鹅肉的风味变化,并且对糟制后的鹅肉进行感官评定,重复试验3次,同时记录相关的试验数据。
糟量应与鹅肉成一定的比例,过多或者过少都会对糟制鹅肉的滋味、弹性等造成直接的影响。在试验中出现的苦味主要是由酒糟引起的,因此酒糟的用量要进行控制。试验设置6个不同的糟量添加比例处理(1︰1,1︰2,1︰3,1︰4,1︰5和1︰6),采用单因素试验分别考察在酒糟量不同的情况下产品的风味和口感变化情况[8]。
1.4 杀菌方法的选择
糟制后的鹅肉烘干后,真空包装在铝箔袋内进行杀菌。分别对其进行巴氏杀菌(80 ℃水浴锅杀菌30 min)、高压杀菌(120 ℃高压灭菌锅15 min),观察杀菌完成后鹅肉风味的变化情况,以此选择对产品风味、色泽、保质期长短影响较小的杀菌方式[9]。
1.5 感官评定[10]
评定小组由10名经过感官评定训练的固定人员组成,对煮制时间、糟制时间、酒糟与鹅肉的用量比例以及最佳调味料配方,从色泽、组织形态、滋味、气味方面进行评定,满分100分,低于60分认为不能接受,具体评定标准见表2[11]。
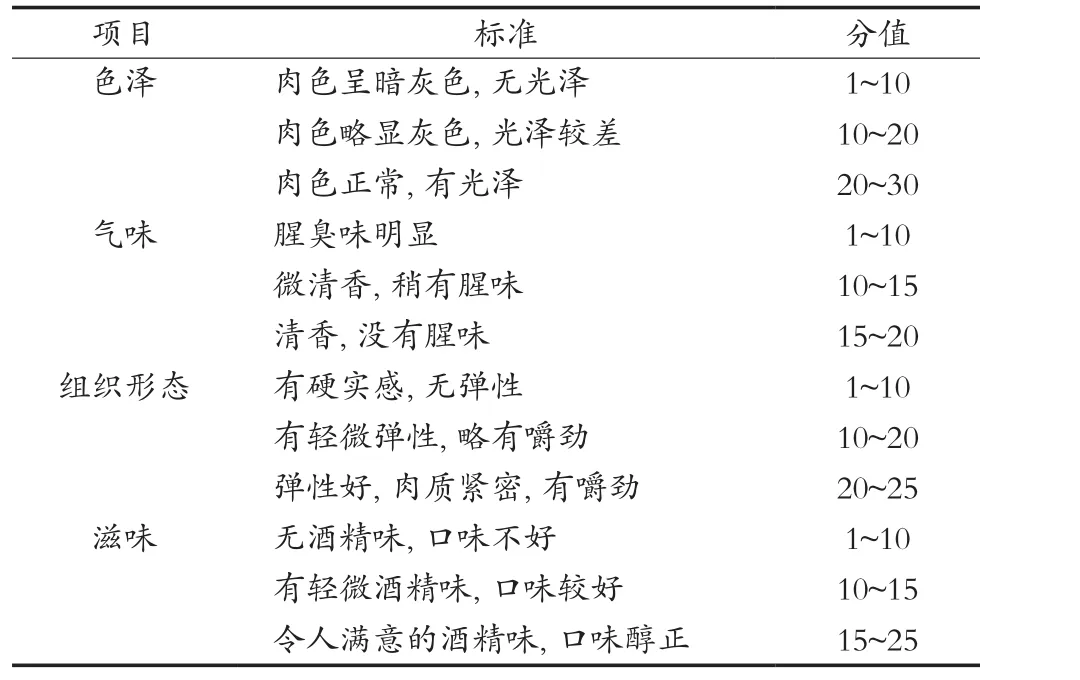
表2 感官评定标准
1.6 微生物指标的测定
产品微生物指标测定参照GB 16869—2005《食品安全国家标准 鲜、冻禽肉产品》进行检测评价。
1.7 数据处理
煮制时间、糟制时间、酒糟与鹅肉的用量比例试验重复3次,分别进行感官评定打分,取平均值。采用SPSS分析软件对感官评分数据进行显著性统计分析,p<0.05为差异性显著,p<0.01为极显著差异。
2 结果与讨论
2.1 煮制时间对产品品质的影响
煮制时间的长短对成品有一定的影响。将样品原料分别切块,分段时间煮制,煮制后自然沥干冷却,进行品评。由图1、统计学分析和感官评定可知,当煮制时间为30~40 min时,感官评分显著升高(p<0.05),在40~45 min时感官评分变化不显著(p>0.05),在45~55 min时感官评分极显著降低(p<0.01)当煮制时间为40 min时,感官评分最高,风味最佳,肉质较嫩,有嚼劲,口感纯正且有弹性。因此,由试验确定的最佳煮制时间为40 min。
鹅肉在煮制过程中时间不能太长,否则肉块易收缩变小,质量减轻,产品肉质变硬,会影响成品的口感,这是由于煮制过程中蛋白质发生热变性而凝固,引起肉汁分离,体积缩小,肉的保水性、pH、酸碱性基团及可溶性蛋白质发生变化。煮制初期至口感最佳阶段,加热时间的延长可使胶原蛋白转化成明胶而变软,生鹅肉腥膻味明显减轻,包围脂肪细胞的结缔组织受热收缩,细胞膜破裂,脂肪熔化流出,给肉汤增加香气。煮制过程中,肉量不宜过多,否则会使肉汤浑浊,且出现脂肪氧化等现象,风味不佳。同时,由于鹅肉营养价值的特殊性,其体内所含的游离氨基酸、肽的衍生物、含氮浸出物、嘌呤碱等成分,煮制过程中可形成鹅肉特有的芳香气味[3,12-13]。
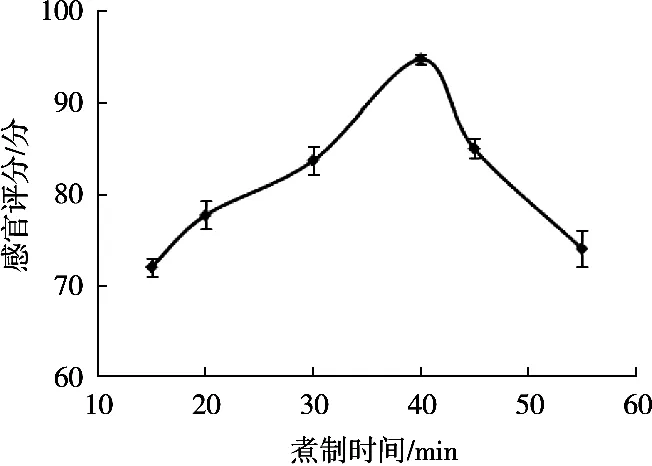
图1 煮制时间试验结果(n=3)
2.2 调味料配方的优化
将鹅肉与水量按1︰1进行煮制,各因素的添加按水的用量来折算,再按表1所示的水平因素安排进行L9(34)正交试验。由评定人员对煮制后鹅肉的色泽、香气、风味与质地进行评分,然后进行统计分析。结果如表3所示。
根据正交试验的统计结果可知,各因素影响主次顺序为A>D>C>B,在鹅肉的煮制过程中,食盐对糟鹅制品的感官影响最大,其次是五香粉的用量,再次是味精的用量,最后是白糖的用量。产品配方最优水平组合为A2B2C3D1,即食盐用量是水用量的3%,白糖用量是水用量的2%,味精用量是水用量的0.8%,五香粉用量是水用量的0.1%。
食盐在煮制的过程中使鹅肉入味,过少会有腥味存在,但是过多就会呈现苦味。白糖可以中和过多的食盐所产生的苦味,并且使鹅肉特有的风味更好地体现,但是过多的白糖会使鹅肉失去原有的风味,同时会使汤汁黏稠化,五香粉和味精能去除鹅肉的腥味,具有一定的提鲜作用,使肉质更加细嫩,但是过多同样会产生苦味。
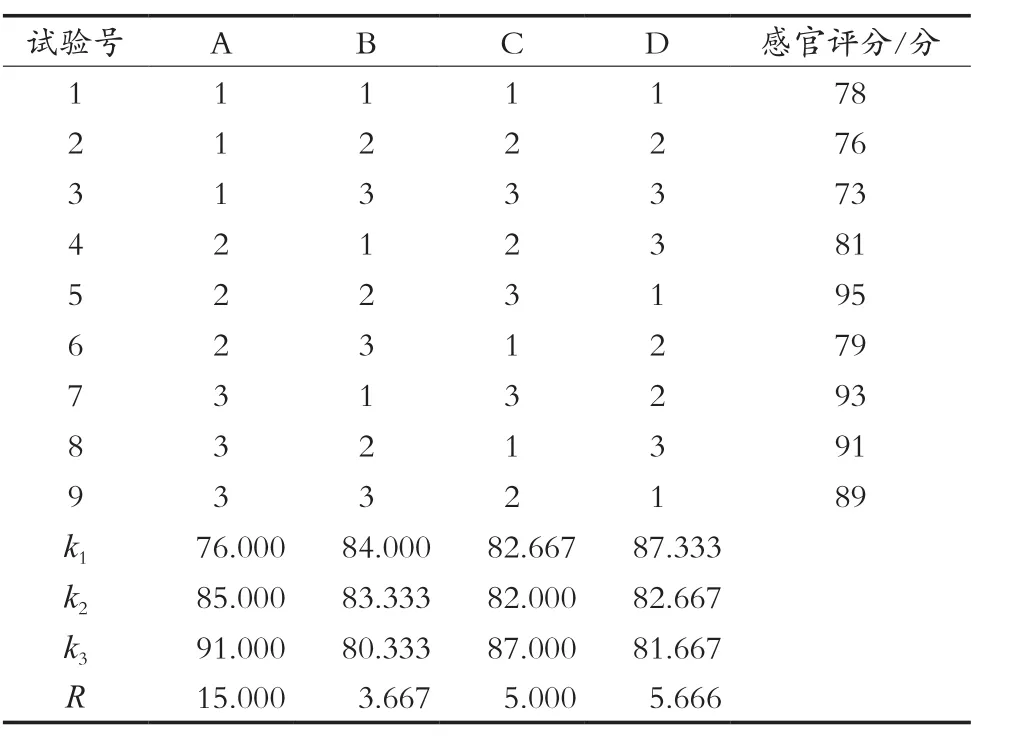
表3 调味料配方L9(34)正交试验结果表
2.3 糟制时间对产品口感的影响
由图2及统计学分析和感官评定可知,当糟制时间为2~3 d时,感官评分极显著升高(p<0.01),在3~4 d时感官评分显著降低(p<0.05),在5~6 d时感官评分变化不显著(p>0.05)。当糟制天数为3 d时,产品呈现最令人满意的酒精味,其风味、口感质地都比较好,并且无苦味及腥味出现。所以由试验确定最佳糟制天数为3 d。
在相同的糟制条件、不同的糟制天数的影响下,鹅肉的风味和滋味发生显著的变化。在糟制过程中可加入少许食盐,起到防腐作用[14]。因为微生物的细胞膜是一种半透膜,当细胞膜外的溶液食盐浓度升高时,此时膜外溶液渗透压大于细胞内液,细胞内的水分就会向膜外渗透,于是发生原生质萎缩现象,微生物就会死去[15]。降低水分活度,使得微生物没有自由水可以利用。其次,食盐对微生物的细胞膜产生毒害作用,同时,食盐影响微生物中酶活力,使得微生物不能正常生存。试验在糟制过程中添加少量的食盐来调节成品的含盐量,从而可以防止酒糟的发酵起泡[16],影响产品的质量。
2.4 肉糟比对产品口感的影响
由图3及统计学分析和感官评定可知,当肉糟比为1︰1~1︰2或1︰2~1︰3时感官评分变化不显著(p>0.05),肉糟比在1︰3~1︰4时感官评分极显著升高(p<0.01),肉糟比在1︰4~1︰5时感官评分显著降低(p<0.05)。所以选择熟肉糟比1︰4最为合适,此时产品呈现最令人满意的酒精味,其风味、口感、质地都比较好,并且无苦味出现。所以由试验确定最佳肉与糟的配比为1︰4。
肉与酒糟按不同的配比添加,分别考察在配比不同的情况下鹅肉的风味和口感变化情况。酒糟中含有众多的芳香成分,主要为脂、醛等物质,这些芳香物质在糟制过程中渗入鹅肉组织中,酒与酒糟中的乙醇与鹅肉在糟制过程中产生的氨基酸等物质也可产生多种香味成分[17]。如果肉与酒糟比例选取合适,则可增进产品的色、香、味。酒与酒糟的另一个重要作用是填塞鹅肉之间的空隙,有利于减少糟制容器中的空气含量,防止产品的微生物污染。因此,在用酒糟对其进行糟制时,一定要密封处理。
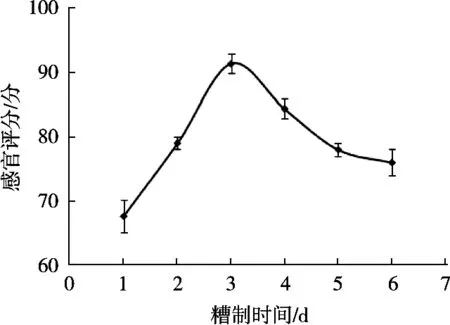
图2 糟制时间对糟制鹅肉口感的影响试验结果(n=3)
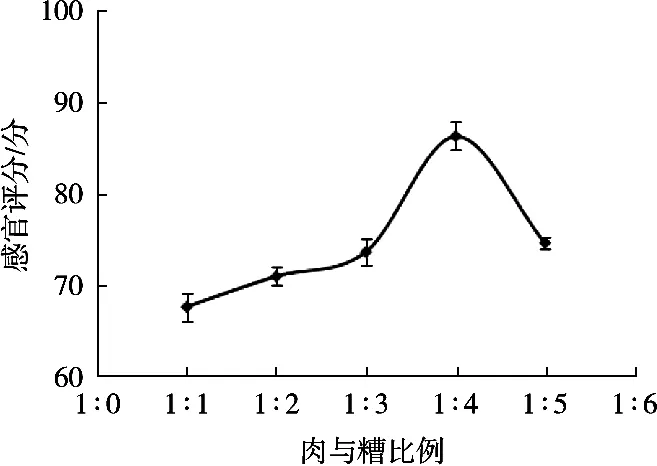
图3 糟量对糟制鹅肉感官品质影响的试验结果(n=3)
2.5 杀菌方法对成品口味的影响
对糟制后的鹅肉进行烘干,包装在铝箔包装袋内进行杀菌。选用各3组样品分别对其进行巴氏杀菌(80 ℃水浴锅杀菌30 min)、高压杀菌(120 ℃高压灭菌锅15 min),结果显示,高压杀菌产品肉质较软,弹性很小。根据杀菌后产品的口感与色泽判定采用巴氏杀菌风味变化最小,肉质弹性更好,成品口味最醇正且保质期较长。
2.6 微生物指标的测定
测定巴氏杀菌后的样品微生物指标:菌落总数110 CFU/g,远低于GB 16869—2005中规定的1×106CFU/g;大肠菌群62 MPN/100 g,远低于GB 16869—2005中规定的1×104MPN/100 g;致病菌未检出。
3 结论与讨论
通过单因素试验确定了鹅肉煮制40 min时产品风味最佳,口感纯正且有弹性,肉质较嫩,有嚼劲。在对鹅肉进行煮制并自然干燥冷却后,当鹅肉与糟量为1︰4,糟制天数为3 d时,产品呈现最令人满意的酒味,其风味、口感质地都比较好,并且无腥味及苦味现象。对调味料的配方进行正交试验,结果表明,选取水与肉质量比1︰1、食盐用量占水用量3%、白糖用量占水用量2%、味精用量占水用量0.8%、五香粉用量占水用量0.1%,糟鹅制品风味最佳。80 ℃水浴锅杀菌30 min,产品风味变化最小,其口味最佳且保质期较长。
鹅肉虽然是优质的蛋白,但是地域的局限性不能被广泛地养殖生产。但是鹅肉在经过一系列加工工艺处理,包括煮制、糟制、真空包装和杀菌,可大大延长鹅肉的保质期,增加鹅肉的销售范围,以此适应现代人高节奏的生活方式。同时,又打破了鹅肉生产的地域性,促进了鹅肉的生产,提高了鹅肉的经济效益。糟制鹅肉的工业化生产实现了鹅的大批量养殖,更大地满足了日益扩大的市场需求,且便利的包装解决了鹅肉制品的远销困难的问题,相信小包装的糟鹅制品在未来会有很广阔的市场前景。
猜你喜欢
现代畜牧科技(2021年5期)2021-07-20
现代畜牧科技(2021年5期)2021-07-20
小学生学习指导(低年级)(2019年5期)2019-04-29
中国盐业(2018年19期)2019-01-14
基层中医药(2018年5期)2018-08-31
益寿宝典(2017年8期)2017-09-15
中国调味品(2017年2期)2017-03-20
家庭医药·快乐养生(2017年2期)2017-03-01
红领巾·萌芽(2016年2期)2016-09-10
中老年健康(2016年6期)2016-06-30
