
利用废啤酒蒸馏回收酒精及风味物质的研究
2019-12-24 09:36翟乃明邓鸿钰谭兆顺董小雷
中国酿造 2019年12期
翟乃明,邓鸿钰,谭兆顺,张 薇,宋 扬,董小雷
(齐鲁工业大学(山东省科学院)生物工程学院 山东省微生物工程重点实验室,山东 济南 250300)
废啤酒不是变质的啤酒,是在发酵罐罐底的啤酒与酵母的混合物、啤酒灌装过程中浪费的啤酒和滞销的啤酒,这些啤酒只是无法正常销售,但仍然具有营养价值。废啤酒是伴随着啤酒生产过程产生的,在啤酒厂里占啤酒产量的1.5%左右,国内啤酒的产量增长很快,但是产生的废啤酒没有很好的处理方式,一般都直接排掉,这不仅浪费了资源,而且严重污染了环境。在当今提倡绿色生产、节约能源的背景下,将废啤酒进行利用,既可以减轻环境的污染,又可以增加啤酒行业的经济效益[1]。本实验选取的废啤酒为拉格啤酒。拉格啤酒在发酵时酵母沉在麦汁的下方,发酵温度在10~12 ℃。拉格啤酒注重清爽和麦芽的香味。拉格啤酒适合工业化大规模生产,品质稳定,容易保存,可以长途运输。国内95%以上的啤酒都是拉格啤酒。
啤酒蒸馏的生产过程和威士忌[2]有很多相似之处,所以一些啤酒、蒸馏酒的实验都是借鉴威士忌的研究进行下去的[3]。国内对于废啤酒的研究大多集中于废啤酒酵母。汪立平等[4]以啤酒废酵母为原料,研究了自溶法制备甘露聚糖。陈志颖等[5]对利用啤酒废酵母扩培物制备富含谷胱甘肽酵母抽提物进行了研究。王建栋等[6]利用废啤酒酵母吸附蓝莓渣中花色苷。景明霞[7]对啤酒酵母在重金属废水处理中的应用进行了研究。对于废啤酒的酒液,周广田等[8]用废啤酒酵母泥生产优质酒基。郑福平等[9]分析了威士忌蒸馏酒香气成分。对于啤酒糟的再利用,也有很多学者进行了研究[10-11]。
本实验主要研究了废啤酒的蒸馏工艺以及废啤酒蒸馏后的风味物质的损失,为废啤酒的综合利用提供理论依据。
1 材料与方法
1.1 材料与试剂
废啤酒:山东阳春啤酒有限公司。其他试剂均购自国药集团化学试剂有限公司。
1.2 仪器与设备
DHZ470啤酒离心机:福乐伟公司;FDB-100B铜质泡罩式蒸馏塔[12]:曲阜百事特啤酒设备有限公司;UV-2450紫外可见分光光度计:日本岛津公司;PB-10pH计:Sartorius公司;Agilent6890N/5975B气相色谱-质谱联用仪(gas chromatography-mass spectrometry,GC-MS):美国安捷伦科技有限公司;二乙烯基苯/羧基/聚二甲基硅氧烷(divinylbenzene/carboxen/polydimethylsiloxane,DVB/CAR/PDMS)固相微萃取纤维头:美国Supelco公司。
1.3 方法
1.3.1 样品处理
收集废啤酒,利用泵压(3×105Pa)将啤酒送入离心机,5 000 r/min分离废啤酒中的固形物。
1.3.2 蒸馏器以及蒸馏过程中的操作要点
蒸馏器的选择:参照威士忌蒸馏器选择铜质蒸馏器,铜的导热性好而且在威士忌的蒸馏过程中,铜会参与反应,去除一些杂油醇、硫化物等杂质,使蒸馏酒风味更加纯净。
第一次蒸馏:将50 L 离心后的废啤酒加入储酒室内,通入冷凝水;打开加热开关,用加热棒加热底部的加热油,用加热油来对废啤酒进行均匀加热,在蒸馏过程中,塔底加热油温度控制在120 ℃左右,蒸馏塔塔顶温度控制在75 ℃左右,蒸馏塔中部温度控制在88~92 ℃;回凝装置水温在60~65 ℃,冷凝装置水温30~35 ℃;在冷凝装置底部出酒口用容器盛蒸馏酒成品。从有酒蒸馏出时开始计算时间,每隔5 min对蒸馏酒的酒精度进行测量并记录。不再出酒时停止蒸馏。
第二次蒸馏:第一次蒸馏完成的酒继续进行第二次蒸馏,操作方法与第一次蒸馏相同。第二次蒸馏需截去一部分酒头酒尾,酒头截去量为5%,酒尾截去量为15%。酒头含有较多的杂醇油、甲醇、醛类和低级脂肪酸,具有一定的香气但杂味比较大,甲醇对人体有害。酒尾中含有油酸乙酯、亚油酸乙酯、乙酯等高级脂肪酸酯和较多杂醇油,酒体浑浊,酒味杂、苦涩,所以需要去掉一部分酒头、酒尾提纯蒸馏酒,去除不良风味[13]。这对提高废啤酒蒸馏酒的产品质量有非常重要的作用。蒸馏完成后对废啤酒和蒸馏酒进行理化指标检测、挥发性物质检测以及感官品评。
1.3.3 测定方法
pH值:用pH计直接测定;蒸馏酒酒精度:根据GB/T 10345—2007《白酒分析方法》进行测定;废啤酒酒精度:参考GB 4927—2008《啤酒》进行测定。
挥发性成分的测定:采用顶空固相微萃取(headspace solid-phase micro extraction,HS-SPME)法萃取废啤酒和蒸馏酒的香气成分。蒸馏酒的酒精度需要稀释至10%vol,在15 mL顶空瓶中加入8 mL酒样,加入2 g NaCl,内标物4-甲基-2-戊醇(1.212 g/L)20 μL。插入萃取头,70 ℃预热5 min,萃取吸附60 min,于气相色谱仪解吸15 min后用于GC-MS分析。
GC条件:色谱条件为采用DB-5MS弹性毛细管柱(30m×0.25 mm×0.25 μm),载气为氦气(He),流速为1 mL/min,无分流;进样口温度为270 ℃;程序升温方式为初始温度45 ℃,保持2 min,以3 ℃/min的速率升至84 ℃并保持2 min;以3 ℃/min的速率升至120℃并保持3min;以3℃/min的速率升至200℃;以5 ℃/min的速率升至230 ℃;以10 ℃/min的速率升至240 ℃并保持2 min。MS条件为:传输线温度为230 ℃,电离方式为电子电离(electron ionization,EI)源,电子能量为70 eV,离子源温度为230 ℃。
1.3.4 感官品评
为了更好的比较废啤酒蒸馏酒的口感和香气,感官品评加入了浓香型白酒进行对比。浓香型白酒是中国传统蒸馏酒,具有芳香浓郁、绵柔甘洌、香味协调、入口甜、落口绵、尾净余长等特点[14]。由5名啤酒品评专家和5名蒸馏酒品评专家进行感官品评,对废啤酒、蒸馏酒以及浓香型白酒中描述的6种味道(酸味、苦味、甜味、涩味、酒精味、麦芽味)和2种口感特点(味道持久性、酒体饱满性)以及8种芳香属性(果味酯香、麦芽香、青苹果、柑橘、玫瑰、香蕉、醇香以及白酒的窖香)进行打分,分数的范围是0~5。分数为0意味着该属性不存在,而5分表示该属性非常强。感官评价标准如表1所示。为防止感官疲劳引起的误差,遵循少量多次的原则[15]。对每种酒重复进行盲测,并在雷达图上记录得分的平均值。

表1 废啤酒蒸馏酒的感官品评标准Table 1 Sensory evaluation standards of distilled liquor from waste beer
2 结果与分析
2.1 废啤酒蒸馏后酒精度及理化性质的变化
对废啤酒和第一次蒸馏得到的蒸馏酒以及第二次蒸馏得到的蒸馏酒进行理化指标的检测,检测结果见表2。

表2 废啤酒和蒸馏酒的理化指标Table 2 Physicochemical indicators of waste beer and distilled liquor
由表2可知,第一次蒸馏时酒精度在10~25 min迅速升高,然后缓慢上升至60%vol,在40 min左右时酒精度开始下降,最后下降至酒精度为40%vol左右不再出酒,第一次蒸馏结束。第一次蒸馏后蒸馏酒的酒精度在40%vol左右,第一次蒸馏的酒杂醇油质量浓度过高,颜色不纯净,颜色偏淡黄色且带有杂质、口感略苦、杂味重,所以要进行第二次蒸馏。
第二次蒸馏时酒精度在5~35 min迅速升高,然后缓慢上升至80%vol,在40 min左右酒精度开始下降,最后下降至酒精度为70%vol左右不再出酒。
2.2 废啤酒蒸馏后风味物质的变化
废啤酒和其蒸馏酒经GC-MS检测得到的总离子流色谱图(total ion chromatography,TIC)如图1和图2所示。由图1和图2可知,废啤酒在经过蒸馏后,风味物质的种类有所减少。废啤酒和其蒸馏酒的挥发性风味物质质量浓度如表3所示。由表3可知,实验选取了检测出的16种对废啤酒和蒸馏酒风味影响较大的挥发性风味物质进行了详细分析,其中酯类6种、醛类6种、醇类4种。在废啤酒蒸馏酒中,酯类是最主要的挥发性风味成分,其次是醇类和醛类。在蒸馏过程中风味物质的种类及其质量浓度也发生着显著的变化。
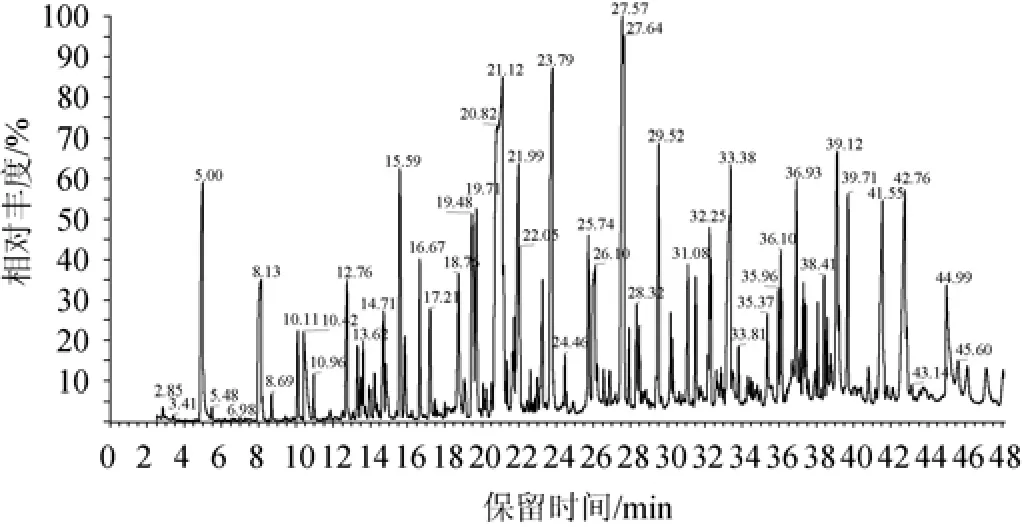
图1 废啤酒样品挥发性风味物质的GC-MS分析总离子流色谱图Fig.1 Total ion chromatogram of volatile flavor compounds in waste beer sample analysis by GC-MS
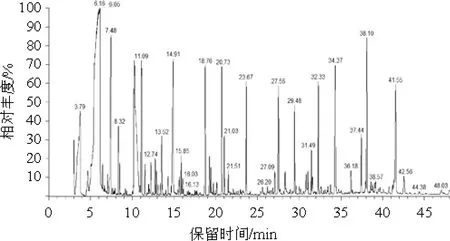
图2 废啤酒蒸馏酒样品挥发性风味物质的GC-MS分析离子流色谱图Fig.2 Total ion chromatogram of volatile flavor compounds in distilled liquor sample from waste beer analysis by GC-MS
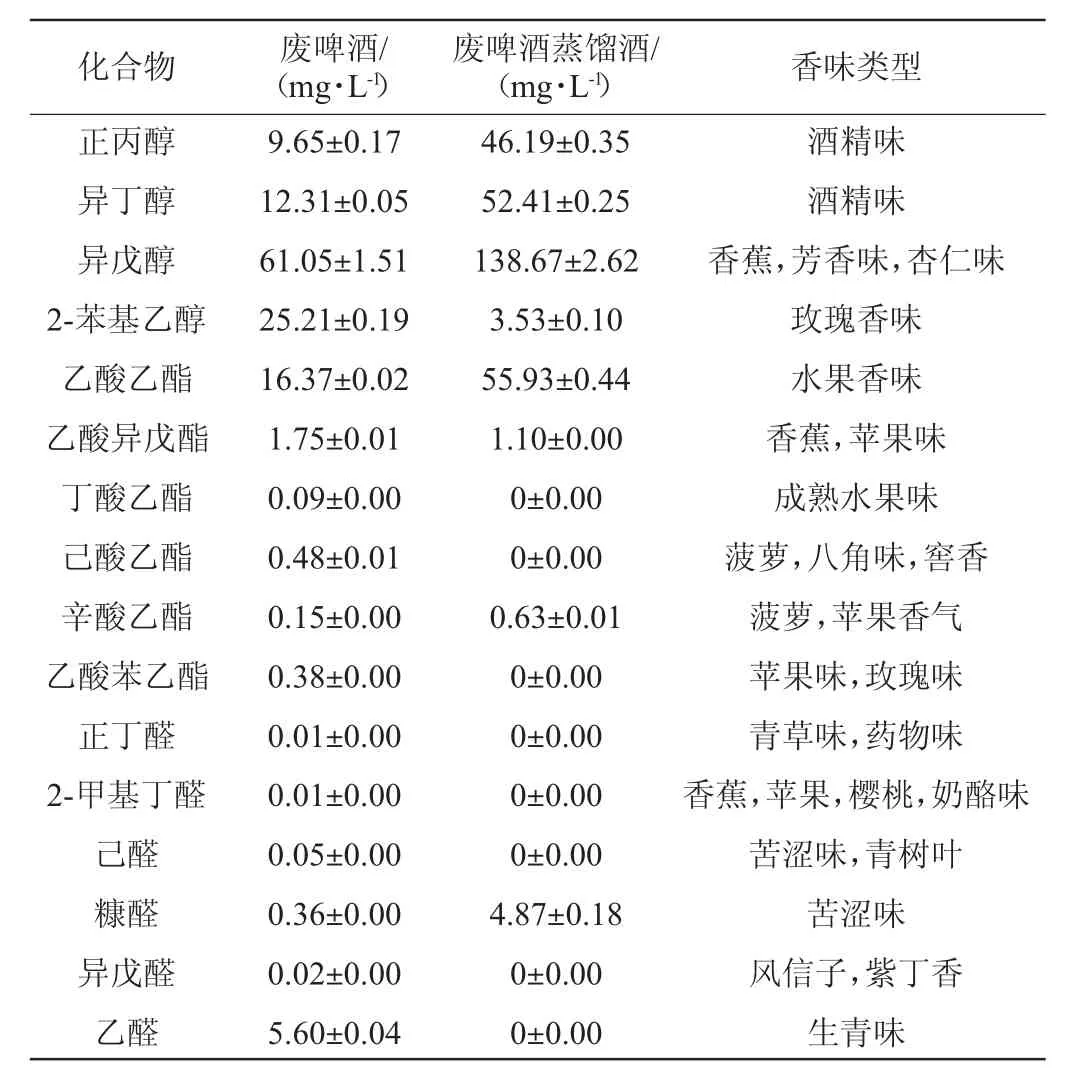
表3 废啤酒及其蒸馏酒风味物质含量测定结果Table 3 Determination results of flavor compounds contents in waste beer and distilled liquor from waste beer
啤酒中高级醇含量一般<300 mg/L(拉格啤酒中的含量一般为108.22 mg/L),在啤酒中异戊醇是脂肪醇中质量浓度最高的一种高级醇[16],异戊醇会产生“果香味”。正丙醇、异丁醇也是高级醇的代表物质,会赋予酒典型的“醇味”,并产生温润的口感。由表3可知,异戊醇在废啤酒中质量浓度为61.05 mg/L,在蒸馏酒中质量浓度为138.67 mg/L,正丙醇、异丁醇的质量浓度在蒸馏后也变高了。2-苯基乙醇具有玫瑰香味,蒸馏后损失严重。
酯类可以赋予啤酒愉快而浓郁的香味,但当这些酯的浓度超过其阈值时,会导致啤酒产生不愉快的风味[17],不受消费者欢迎。由表3可知,乙酸乙酯在废啤酒中的质量浓度为16.37 mg/L,蒸馏后在蒸馏酒中的质量浓度为55.93 mg/L。乙酸异戊酯会产生香蕉香气,这种物质在蒸馏前后变化不大。辛酸乙酯在废啤酒质量浓度为0.15 mg/L,在蒸馏酒中质量浓度为0.63 mg/L。辛酸乙酯具有苹果的香气,有利于啤酒风味协调性,其在浓香型白酒中发挥着极其重要的作用,其香气强度明显高于传统观点认为的乙酸乙酯、乳酸乙酯等酯类风味物质,仅次于己酸乙酯[18]。丁酸乙酯、乙酸苯乙酯、己酸乙酯和乙酸苯乙酯基本消失,使蒸馏酒丧失了玫瑰、香蕉、苹果、橘子等水果的香气。
废啤酒中的醛类浓度很低,一般低于各自的风味阈值。糠醛是啤酒中最重要的美拉德反应产物。由表3可知,废啤酒蒸馏后除了糠醛,其他醛类在蒸馏后基本消失,糠醛的质量浓度明显增加,这也是造成蒸馏酒苦味和涩味的重要原因[19]。
2.3 感官分析
从专家组对废啤酒、废啤酒蒸馏酒以及浓香型白酒的感官品评中可知,三者之间存在差异。废啤酒蒸馏酒和浓香型白酒品评结果差异较小。由图3可知,废啤酒蒸馏酒和浓香型白酒的果味酯香均高于废啤酒,这是由于酯类沸点较低,在蒸馏过程中酯类比其它风味物质更容易蒸馏出来。浓香型白酒中有一种独特的香味:窖香。浓香型白酒中的己酸乙酯是形成窖香的主要风味物质,它在酒体中质量浓度高,阈值低,是浓香型白酒中的主要特征性物质[20],而乙酸乙酯是废啤酒蒸馏酒中的主要香味物质。由图3可知,蒸馏酒中的麦香、香蕉、苹果、橘子等香气对比于废啤酒都有不同程度的损失。
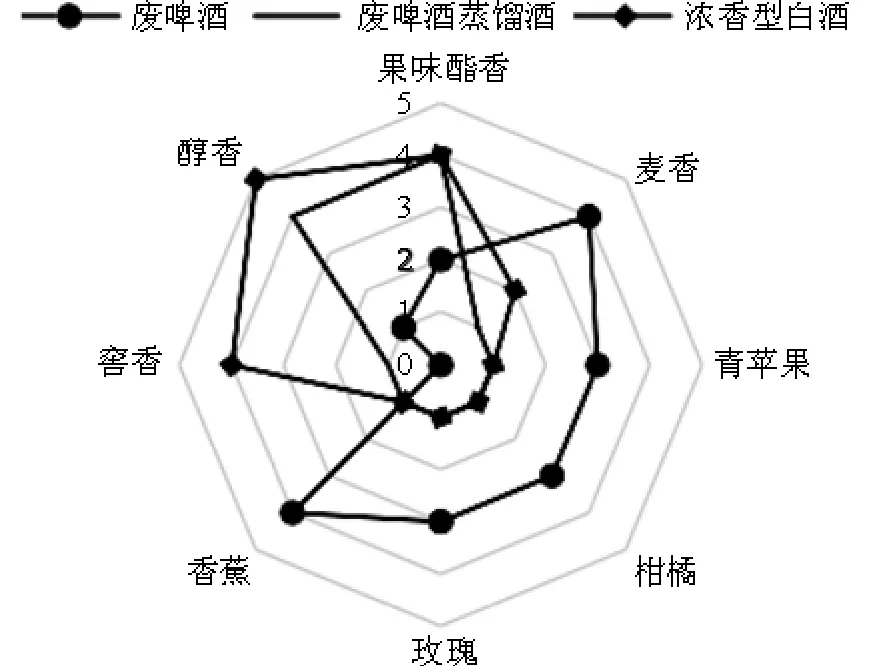
图3 废啤酒、废啤酒蒸馏酒及浓香型白酒的香气评价Fig.3 Aroma evaluation of waste beer,distilled liquor from waste beer and strong-flavor Baijiu
由图4可知,蒸馏酒的涩味苦味相比于废啤酒和浓香香型白酒要明显高一些,这可能是由于蒸馏过程中糠醛浓度的增加造成的。由图3、图4综合来看,废啤酒蒸馏酒与浓香型白酒都具有浓郁的酯香味,而且废啤酒蒸馏酒的香味干净,风味持久性较好,这种蒸馏酒可以成为一种白酒基酒,也可以进一步优化这种蒸馏酒。
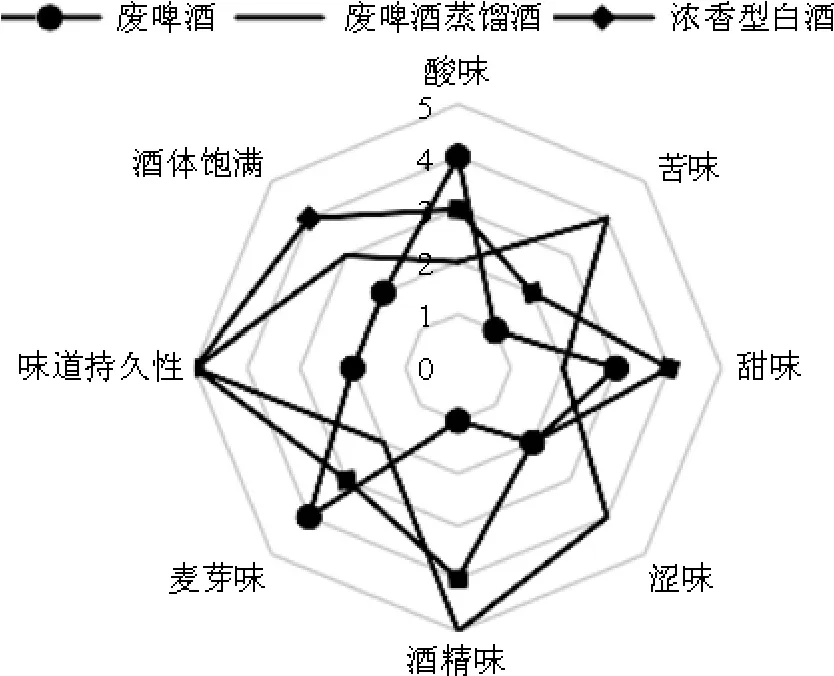
图4 废啤酒、废啤酒蒸馏酒及浓香型白酒的口感品评Fig.4 Taste evaluation of waste beer,distilled liquor from waste beer and strong-flavor Baijiu
2.4 主成分分析
为了研究3种酒味觉属性和嗅觉属性与感官分析之间的规律,采用PAST3.0软件对口感品评和香气评价得分进行主成分分析(principal component analysis,PCA)。
由图5可知,在口感品评的得分图中前两个主成分方差累计贡献率达81.63%(PC1=68.01%,PC2=13.62%)。废啤酒、废啤酒蒸馏酒和浓香型白酒在图5中形成了3个清晰的分组。从分布上看,3种酒之间存在较大差异。第一主成分PC1主要综合了酒精味、风味持久性、苦味、涩味、酸味、麦香味的信息。第二主成分PC2主要综合了酒体饱满性和甜味的相关信息。废啤酒与PC1呈负相关,与酸味和麦香味呈现很强的相关性,酸味、麦香味比较明显。废啤酒蒸馏酒与PC1呈正相关,与酒精味、风味持久性、苦味、涩味有很强的相关性,这些属性较强。浓香型白酒与PC2呈正相关,酒体饱满性好,甜味明显。

图6 废啤酒、废啤酒蒸馏酒及浓香型白酒的香气评价得分图(A)及载荷图(B)Fig.6 Score plot of aroma evaluation of waste beer,distilled liquor from waste beer and strong-flavor Baijiu
由图6可知,在描述香气属性的得分图中前两个主成分方差累计贡献率达87.52%(PC1=72.89%,PC2=14.63%)。第一主成分PC1主要综合了果味酯香、麦香、青苹果、柑橘、玫瑰、香蕉、醇香的信息。第二主成分PC2综合了窖香的相关信息。由图6可知,废啤酒与PC1呈负相关,其麦香、青苹果、柑橘、玫瑰、香蕉香气较为明显。浓香型白酒和废啤酒蒸馏酒与PC1呈正相关,主要与果味酯香、醇香的信息相关。浓香型白酒与PC2呈正相关,与窖香具有很强的相关性。
通过主成分分析得知,三种酒之间存在差异,废啤酒蒸馏酒与浓香型白酒在口感和香气方面具有一定的相似性,在醇香、果味酯香等方面都具有很强的相关性。这正如感官品评人员的品评结果一样。
3 结论
废啤酒经过两次蒸馏,得到的其蒸馏酒酒精度为70%vol,颜色纯净、无杂味,代表性香味物质更突出,但挥发性物质的损失也很多,香气的多元性减少。选取的16种主要风味物质经过蒸馏后,废啤酒丁酸乙酯、己酸乙酯、乙酸苯乙酯、正丁醛、2-甲基丁醛、己醛、异戊醛、乙醛这8种风味物质消失。2-苯基乙醇、乙酸异戊酯在蒸馏酒中质量浓度减少,正丙醇、异丁醇、异戊醇、乙酸乙酯、辛酸乙酯、糠醛在蒸馏酒中质量浓度增加。通过感官品评以及主成分分析发现废啤酒蒸馏酒与浓香型白酒风味和口感上有一定的相似性,都具有浓郁的酯香和醇香味。这种废啤酒蒸馏后风味持久性好。现在看来这种蒸馏酒可以作为一种白酒基酒使用,在今后的研究中,也可以用橡木桶或橡木制品陈贮这种蒸馏酒增加其香味,使酒体更加稳定、口味更加柔和、风味更加多样,最终使其成为一种成熟的蒸馏酒产品。
猜你喜欢
酿酒科技(2022年5期)2022-11-09
河西学院学报(2022年2期)2022-07-13
广西蚕业(2021年2期)2021-07-15
北方水稻(2021年6期)2021-02-17
食品安全导刊·中旬刊(2020年11期)2020-12-28
食品安全导刊(2020年32期)2020-12-02
山东工业技术(2018年16期)2018-09-26
江苏农业科学(2016年10期)2017-02-05
未来英才(2016年13期)2017-01-13
科技视界(2016年20期)2016-09-29
