论在数控车上保证圆锥轴配合精度的加工方法及工艺
2019-12-20 03:02李立
科教导刊·电子版 2019年29期
李立

摘 要 本文以在数控车床上加工典型圆锥的轴类零件为分析对象,分析圆锥轴的配合在数控车加工中存在的问题,结合多年指导中职学生数控车竞赛积累的经验,重点讲述在数控车床上如何加工圆锥工件才能更好地保证配合精度和尺寸精度。
关键词 数控车削 锥度配合长度与直径的尺寸关系计算 加工工艺
中图分类号:TG519文献标识码:A
0前言
在机械制造业中,圆锥配合件是一种极其重要的配合。如数控车床尾座与顶尖的配合,数控加工中心主轴孔与刀柄的配合等许多地方对紧密配合、定位配合有较高的要求,但是同时又要求能经常拆卸,并且还要像上面举例的配合一样不但需要拆装方便而且还不能影响零件表面精度和配合精度。所以这些地方的配合就经常需要采用圆锥配合。
圆锥配合对参加数车车、数控综合技能竞赛的学生来说也是一项必须掌握的基本技能,圆锥尺寸控制不好,对竞赛的成绩会有5至10分的影响,对竞赛结果起决定性作用。圆锥的配合除了要保证尺寸精度外、还要保证形位公差和表面粗糙度及其角度精度,这样才能保证内外圆锥的接触面积及圆锥配合之后长度方向的间隙尺寸要求。圆锥的加工精度与配合精度也是中、高职学生在实习实训中的一个重要实习实训的内容。因此圆锥的加工是中高职学生必须掌握的一项技能。
1加工中常存在的问题
存在的问题主要是对数控车床认识不够,很多数控指导老师和学生认为,数控机床加工精度高,加工圆锥时只要编好程序直接加工就可以保证尺寸精度和配合精度,因此认为在数控机床上不要采取过多的方法去保证配合尺寸,正因为这样的认识,所以很多选手在参加比赛时圆锥部分丢了分自己还不知道,因此也比赛成绩也不理想。数控机床本身的精度是很高,但是机床在装配、运输、调试以及加工参数的选择等方面的因素都会影响产品的加工质量,所以直接加工的话一般难以保证圆锥的配合精度。主要出现的问题是:锥度配合时长度间隙尺寸不会控制从而导致圆锥的接触面积不达标进而影响几个工件装配后的总长。所以在加工工艺上需要进行改进才能更好地保证尺寸和配合精度。
2圆锥配合精度保证的方法
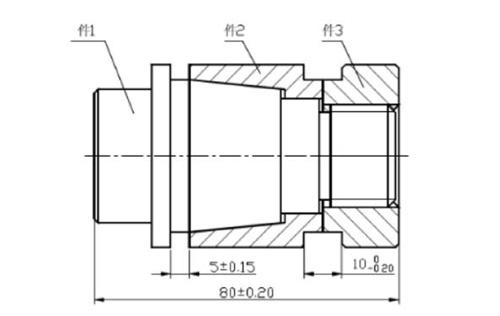
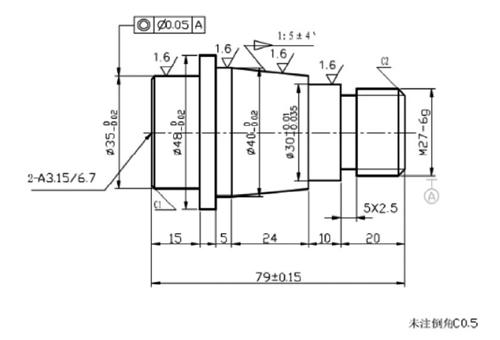
下图是学生在技能比武和数控等级考证中必须要掌握的内容之一,其中图中的难点是件1和件2的圆锥配合,与之相关的配合尺寸有总长80+-0.20、间隙长度5+-0.15以及锥度的接触面积,涉及的分数有9分,这9分对参加技能比武的选手来说是非常非常的重要。我们只有掌握了圆锥配合的加工,才能拿更高的分数,在比赛时才能获得更好的成绩。
在数控机床上加工圆锥,圆锥角度的控制是不需要做过多考虑的,只要尺寸算对即可保证圆锥角度。所以我们重点就是要解决配合长度尺寸控制和保证锥面接触面积的问题。
重点:圆锥长度与直径的关系:圆锥锥度1:x的含义:就是沿长度移动x毫米,直径就变化1毫米。如图中的锥度:1:5就是沿长度方向移动5毫米直径方向变化1毫米。
图中圆锥配合部分长度尺寸保证的具体加工工藝及方法:
图中圆锥的加工,先加工件1轴上的圆锥,尽量要按下偏差(39.98)进行加工,因为按下偏差来加工,轴的尺寸就会相对偏小,件2轴套孔上的尺寸变化空间就会大一些,这样利于保证配合尺寸。加工件2时,先加工精加工¢30的孔,一定要保证¢30的孔能够装到件1轴¢30的台阶上,再配合加工件2轴套上的圆锥。
圆锥配合的加工方法:
(1)单独加工件2的圆锥部分留0.3的余量,将件1轴用力配到件2轴套上,量取它们之间的间隙,现在这个长度值应该是6.6mm左右,我们应该控制的长度尺寸是5。6.6-5=1.6mm,那么圆锥的配合位置长度方向就还有1.6mm余量。圆锥锥度比为1:5,1.6/5=0.32mm,也就是现在件2的圆锥直径尺寸还小了0.32mm。这里不能一刀到位,确保万无一失需要2-3次加工。
(2)首先我们在刀补里面X方向输入0.16mm进行圆锥的精加工。加工完成以后再次将件1轴装到件2轴套上,量取它们长度之间的间隙,此时他们之间的间隙理论上是5.80mm,同理圆锥配合位置长度方向还有余量0.8mm。再用0.8/5=0.16mm,也就是现在锥孔的尺寸还小了0.16mm。如果第一次精加工锥度后,量取的长度是5.80mm,那么现在我们就将圆锥尺寸一刀到时位,直接在刀补X方向输入0.16即可,如果量取长度不是5.80。那么就要按上述方法留余量再一次精加工。
注意:(1)圆锥进行精加工的时候要保证表面粗糙度,所以精加工时内孔刀片刀尖圆角要换成0.2的。(2)如果是选手参加比赛,面对不熟悉的机床,圆锥的余量留0.5mm。
3整套工件加工艺的制定
(1)先加工件3螺纹套,具体工艺:①平端面,将外圆车光;②调头,打表找正,平端面留余量总长至20.2mm;③钻¢22的孔,将内孔加工至¢24,换内螺纹车刀加工内螺纹。
(2)加工件1轴,具体工艺:①平端面,将外圆光一刀,调头夹被切部分找正,平端面总长留余量0.5mm,打中心孔;②加工工件左端¢35-15,¢48-10两个台阶至尺寸要求;③调头夹¢35找正,控制总长;④加工工件左端各个特征至尺寸要求。
(3)加工件2套,具体工艺:①将外圆光一刀、平端面,调头找正,平端面保证总长;②钻孔¢22,先将内锥孔粗加工留0.3mm的余量,¢30精加工至尺寸要求;③配做加工圆锥保证5+-0.15的尺寸。
(4)三件配合一起加工,具体工艺:①装夹件1¢35的外圆找正,将件2、件3装上,平件3的右端面保证配合件总长80;②加工件2、件3的外圆尺寸¢48;③加工配合尺寸槽¢40--10。
4检验
通过各种量具检查各部分的尺寸,锥度配合处采用红丹粉涂色检查接触面积,具体方法是用红丹粉在件1轴上均匀的涂上三条很薄的线,再套上件2轴套,用力压紧旋转1/3圈,再看件2轴套上面被染红的部分是否达到60%。
5结语
以上在数控车上加工圆锥配合的方法是我多年指导学生参加技能比武总结出来的经验,学生掌握这个方法以后加工圆锥,无论是圆锥的尺寸、配合间隙、接触面积都能控制得非常理想,可以保证在技能竞赛中圆锥部分基本上不丢分。刚练习圆锥配合的新手进行训练时不要做这么复杂的工件,只需训练单一的圆锥配合加工,等掌握好单一的圆锥配合后再进行整套完整工件的加工。
猜你喜欢
水电站机电技术(2020年1期)2020-02-28
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2019年9期)2019-09-10
时代汽车(2019年6期)2019-07-09
水电与抽水蓄能(2019年1期)2019-03-08
铁道学报(2018年11期)2018-12-13
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
电力与能源(2017年6期)2017-05-14
现代工业经济和信息化(2016年4期)2016-05-17