一种电脑罗拉车控制系统
2019-12-20 03:02熊鹏飞雷艇
科教导刊·电子版 2019年29期
熊鹏飞 雷艇


摘 要 传统的罗拉车依靠人工控制,对工人的技术要求较高,对于复杂的加工,操作难度大,加工效率低,无法满足需求,为了提高效率、增加产量同时保障加工质量,结合自动化控制和数控技术的电脑罗拉车应势而生。本文从罗拉车组成、工作原理、功能需求、硬件设计及软件设计等方面介绍一种通用罗拉车控制系统。
关键词 罗拉车 控制系统 上位机 下位机
中图分类号:TP273文献标识码:A
0引言
罗拉车是一种工业缝纫机,主要由缝纫机座、缝纫机头、驱动控制器和驱动电机组成。缝纫机头有缝纫针杆和上滚轮,缝纫针安装在缝纫针杆的下端,缝纫机座上有缝纫工作台,缝纫工作台中在与上滚轮相对的位置安装有下滚轮和剪线装置,上下滚轮也称为上下送料滚轮,缝纫机座下方设置有控制踏板、驱动控制器以及驱动电机。
传统的半自动罗拉车在加工过程中能够实现自动倒缝,自动剪线,自动压脚提升等功能,且车缝顺畅、线迹美观,但是加工仍旧依赖于人工控制,随着市场需求量的增长以及人工劳动成本的逐渐升高,这种半自动的罗拉车已经无法满足工业生产的要求,结合数控技术研发的自动控制的电脑罗拉车应势而生,目前国外已有较先进的电脑罗拉车系统,但价格普遍偏高,为了满足国内的市场需求,自主研制一种高效、智能的罗拉车控制系统十分具有意义。
1功能分析
1.1罗拉车工作原理
把料放在缝纫工作台上,上滚轮放下,踩下脚踏板,机器开始工作。在缝纫过程中,机针除了上、下运动外,还需要同步摆动,当针从上往下运动时,在上针位区间,摆针与滚轮同步反向运动,各自完成一半针距,这样通过滚轮和针摆的反向运动,完成一个完整针距。在下针位区间,摆针与滚轮同向运动,回到起点。
1.2功能需求
通过对罗拉车缝纫原理的分析,可知电脑罗拉车需要完成的功能有:(1)基本功能有针杆和勾线装置的运动、针摆动、上下送料滚轮运动等;(2)除了以上完成缝纫的基本功能外,罗拉车还有拨线、剪线和抬压脚等辅助功能;(3)为了实时监测罗拉车运行状态,电脑罗拉车还有实时检测机器状态的功能;(4)为了实现人机交互及编写数控代码功能,罗拉车还需搭配具有显示功能、编辑功能以及数据传输功能的控制面板。
2硬件设计
基于以上罗拉车的功能分析,本系统使用装载WINCE系统的液晶触摸屏作为上位机,智能运动控制卡为下位机,搭配一个交流伺服电机,三个步进电机,三个电磁铁以及各类传感器、LED灯、开关若干,满足功能需求,硬件设计方案
如图1所示。
2.1液晶屏操作
为了实现人机交互及编写数控代码功能,使用装载了WINCE系统的液晶触摸屏作为控制面板,将用Visual Studio开发的上位机软件安装到该系统上,在面板上双击运行上位机软件,可以实现显示功能、参数编辑及下载功能以及控制功能。
2.2智能运动控制卡
运动控制卡是现代多轴控制系统中用于同时控制多个电机必不可少的装置,其核心是微处理器和可编程器件,有脉冲输出,脉冲计数,数字量输入、输出,模拟量输入、输出等功能,微处理器及可编程器件可以控制IO口输出连续的、高频率的脉冲信号或电平信号,从IO输入口则可以获取传感器数据。
2.3四轴控制
罗拉车工作一共有四个运动,即缝纫针的上下运动、缝纫针的往复摆动、上、下送料滚轮的转动,传统的单轴电脑罗拉车为了实现这四个功能,需要复杂的机械传动机构,为了简化机械结构同时便于自动化控制,该系统采用四个电机独立控制四个运动的方案。
2.4开关及传感器
该系统使用三个电磁铁实现拨线、剪线和抬压脚的功能,因此控制卡有相应的IO接口输出开关信号以控制电磁铁的通断,如图1所示。
该系统从运动控制卡的模拟量输入口获得速度传感器、光电传感器、光栅传感器等传感器的数据,从而了解罗拉车状态。
3软件设计
控制系统由上位机系统和下位机系统组成,因此软件设计也包括这两个方面。
3.1上位机软件设计
上位机软件的功能主要是显示功能、参数设置功能、对话功能以及控制功能等。
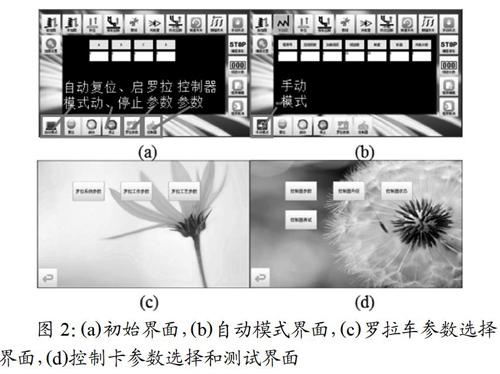
本系统选用已搭载了WINCE系统的液晶触摸屏,使用Visual Studio软件开发智能设备应用程序,在WINCE系统上运行该智能设备应用程序可以显示我们设计好的界面,运行后的初始界面如图2 (a)所示,可以看到在该界面能够给操作者十分直观地感受,操作更加简单便利。
在应用程序运行的时候,点击图2(a)所示的罗拉参数或者控制器参数按钮,选择需要查看或者修改的参数类型,图2(c)所示为选择罗拉车参数的界面,图2(d)所示为控制器参数和测试界面,进入参数显示界面就能够查看或修改参数。
人机对话功能更加方便操作人员修改参数、编辑及下载程序以及控制加工。上位机程序运行时,将用户对触摸屏的操作以消息的形式传递到程序内部,在程序内部对消息做出响应并处理,这就是对话实现。
图2(a)所示“模式选择”按钮,用于控制罗拉车运行模式,程序启动后默认是手动模式,点击按钮,模式切换为自动模式,如图2(b)所示;图2(a)所示“复位”、“启动”、“停止”按钮用于直接控制罗拉车回零、启动和停止。
3.2下位机软件设计
下位机包括智能运动控制卡和驱动器,使用IAR编译软件编写C语言代码并下载到智能运动控制卡中,上电后,程序自动运行并与上位机连接。下位机的功能是接收来自上位机的数据包括控制信号和参数、监测罗拉车状态并且将故障信息反馈给上位机、以及控制加工等,程序框图如图3所示。
下位机一旦与上位机连接成功便可进行数据交流,操作者在上位机上编辑或修改加工或系统参数,发送给下位机,用于加工。下位机接收到来自上位机的控制信号时会做出反应,如输出某种的脉冲信号或电平信号等。
下位机实时获取传感器的的信号以获取罗拉车的状态信息,当检测到故障时便停止加工,并将错误报告反馈给上位机显示。
下位机接收数据后发出脉冲或电平控制电机、电磁铁、LED灯等作出反应进行加工和提示。
4结束语
本文首先从罗拉车原理出发分析了罗拉车控制系统功能需求。
然后根据罗拉车的功能需求设计控制系统的硬件设计方案。
最后根据功能需求及硬件设计进行软件设计,完成整套控制系统。
本系统的优点在于采用了四轴控制技术,便于自动化控制和数控加工,大大降低了机械本身的设计难度,简化了机械结构、减小了罗拉车体积,同时提高了系统的灵活性,擴大了适用范围。
参考文献
[1] 陈禹伶,王体泮. 一种罗拉车控制系统通用平台的设计与实现[J].电子设计工程, 2015,23(14):73-76
[2] 张朝立.工业平缝机伺服控制系统的研究[D].杭州:浙江大学,2010.
[3] 王体泮.全自动罗拉车系统中的同步跟随控制研究[J].兵工自动化,2014,33(08):87-89+96.