
钢板桩用大型高碳半钢轧辊的生产研制
2019-12-04 03:21:44李红宇赵海军马永红高玉章
中国铸造装备与技术 2019年6期
李红宇,张 杰,赵海军,马永红 ,高玉章,何 新,刘 宇
(1.唐山钢铁集团重机装备有限公司,河北唐山 063306;2.唐山钢铁集团集团有限责任公司,河北唐山 063016)
钢板桩是一种边缘带有联动装置且这种联动装置可以自由组合以便形成一种连续紧密的挡土或者挡水墙的钢结构体,广泛应用于水力工程(港口)、运输路线的建筑物、公路和铁路、水路民用工程、水利工程建筑物污染的控制(被污染的地方围栏填方),承载力强,自身结构轻,构成的连续墙体具有很高的强度与刚性,水密性好,连接处锁口结合紧密,可自然防渗。钢板桩所具有的这些特点,决定了对钢板桩的性能参数要求严格,相应的对轧制钢板桩的轧辊也提出了更高的要求。
合金半钢轧辊通常碳含量在(1.4~2.3)%,机械性能介于钢、铁之间,具有硬度落差小、耐磨性能优越等特点,广泛应用于现代型钢轧机粗轧和中轧机架、热轧带钢连轧机粗轧和精轧前段工作辊,是一种比较理想的轧制钢板桩的轧辊新材质。我公司为国内某钢板桩企业生产的常法半钢工作辊,规格为ø1600mm×1200mm,净重25.1t,采用静态浇注工艺,用于精轧机架,取得了不错的使用效果。
1 钢板桩用大型高碳半钢轧辊化学成分及技术条件
钢板桩用大型高碳半钢轧辊化学成分及表面硬度执行GB/T 1503-2008《铸钢轧辊》,结合我公司半钢轧辊生产实践与需方轧辊技术要求,确定该精轧轧辊材质为AD180,其化学成分及表面硬度要求如表1 所示。
该轧辊工艺难点在于:碳含量高,合金含量高,尤其是元素Cr,偏析严重,同时碳化物含量高,容易形成化学成分不均匀及断辊;高碳高合金,白点敏感性强,容易产生裂纹;P、S 含量控制严格;热应力低温脆性容易产生裂纹或断裂;轧辊断面直径大,钢水补缩效果不好容易产生缩松或缩孔;夹杂物控制不好,容易在轧钢过程中形成裂纹源,导致轧辊剥落、裂纹等。
针对以上工艺难点,我公司认真研究轧辊生产工艺,新设计了一套生产该轧辊的工艺路线,相较于传统的工艺路线:中频炉熔炼-常法造型与浇注—冷开箱—粗加工—热处理—精加工—成品,新的工艺路线:电弧炉+中频炉冶炼—LF 精炼—VD 精炼—常法造型与浇注—热拆箱—热处理—粗加工—精加工—成品,并在相关生产环节采取有效措施,以图解决上述问题。

表1 化学成分及表面硬度要求
2 生产研制情况
2.1 电弧炉+中频炉熔炼
该轧辊需要钢水46 吨,其中电弧炉公称容量30 吨,熔炼钢水30 吨;中频炉公称容量20 吨,熔炼钢水16 吨。电弧炉出钢完毕,钢包车开入LF 精炼工作位升温、造渣,准备接受中频炉钢水;中频炉出钢完毕,吊包将钢水折入精炼钢包,精炼作业。此时,要尽可能确保电弧炉和中频炉混合钢水化学成分符合LF 进站成分要求,减少增碳,只需微调成分。电弧炉与中频炉联合熔炼钢水,能够确保中频炉熔炼过程中的Cr、Ni、Mo 贵重合金元素损耗小,有利于降低生产成本。
2.1.1 电弧炉冶炼
电弧炉配料选用半钢类废辊返回料、高NiCr离心废辊和钢铁屑等钢铁料。
电弧炉初炼控制脱碳量≥0.3%,前期低温深脱P,开始脱P 温度≤1570℃,后期高温深脱碳,开始脱碳温度≥1560℃,强烈氧化反应会促使夹杂物聚集上浮;合理控制终点碳含量(要充分考虑中频炉碳含量);造好高碱度泡沫渣,钢液中夹杂物会向渣中转变;出钢温度控制在1560~1620℃;控制偏心底电炉出钢下渣,高温洁净钢包加入预热烘烤后的合金预脱氧,再加入复合脱氧剂改变夹杂物组成,出钢过程强吹氩搅拌,以达到去P、降碳、去气、去夹杂、升温的目的。
2.1.2 中频炉熔炼
中频炉配料选用唐钢优质废钢、Cr5 废辊和半钢类钢铁屑等钢铁料,要确保所用优质钢铁料低P、低S。
中频炉熔炼过程中,熔炼时间过长,特别由于感应线圈电磁搅拌的作用,钢水翻腾导致钢水中气体相应增多,也容易造成钢水氧化形成较多渣子。因此,要做好扒渣工作,勤扒渣、扒彻底,并及时向中频炉中加入碎玻璃以保护钢水;出钢前,要清理干净中频炉熔炼平台、炉嘴等区域以及高温钢包等,防止杂物进入钢水中;出钢温度要根据包况等控制在1580~1640℃,确保钢水在钢包内足够的静置时间,利于夹杂物上浮;钢包采用底吹氩气,去氧、去氢、减小夹杂物尺寸,净化钢水。
2.2 LF 精炼
精炼喂入Al 线,大渣量深脱S,造三元渣系(CaO+Al2O3+SiO2)精炼渣,炉渣碱度控制在3.0~3.5,渣白时间≤20min,白渣保持时间≥30min,弱吹氩气搅拌喂入CaSi 线,出站温度控制在1530~1570℃,从而达到缩短冶炼周期、去S、去O 和夹杂物变性的目的。
2.3 VD 精炼
钢包吊入真空罐,进泵时间≤15min,待初始条件符合要求后,进行抽真空、保持真空(≥10min)、破真空作业,吊包温度控制在1440~1490℃。该精炼是利用真空条件下碳脱氧原理,生成CO“真空室”去除钢水中H、O、N 和夹杂,提高钢水纯净度,改善产品质量。
精炼完毕,向钢包钢水中加入稀土硅铁合金,抑制晶粒长大,弥散硬化,除气除渣。稀土元素在晶界上偏聚与其他元素交互作用,引起晶界结构、化学成分和能量的变化。稀土元素化学性能活泼,与氧和硫的亲和力强,能够与钢中的氧和硫等有害杂质形成高熔点稀土氧化物和稀土硫化物;吸附大量氢气,减少钢中的氢含量,消除氢的有害作用,减少钢的白点敏感性;稀土氧化物和稀土硫化物在钢水中是悬浮质点,分散在钢液中作为不均匀形核所需的现成基底,细化晶粒。
2.4 常法造型与浇注
2.4.1 常法造型
现代连轧机对冶金轧辊辊身硬度、耐磨性和抗事故性等综合性能提出了更高的要求,促使铸造轧辊生产造型材料质量要求不断提高。合理选用造型材料,当砂型与钢水接触时,在钢水的热作用、化学作用和机械应力作用下,轧辊毛坯表面不致产生粘砂、夹砂、气孔和裂纹等铸造缺陷,提高轧辊实物质量。钢板桩用大型高碳半钢轧辊各部分型砂配比如表2 所示。
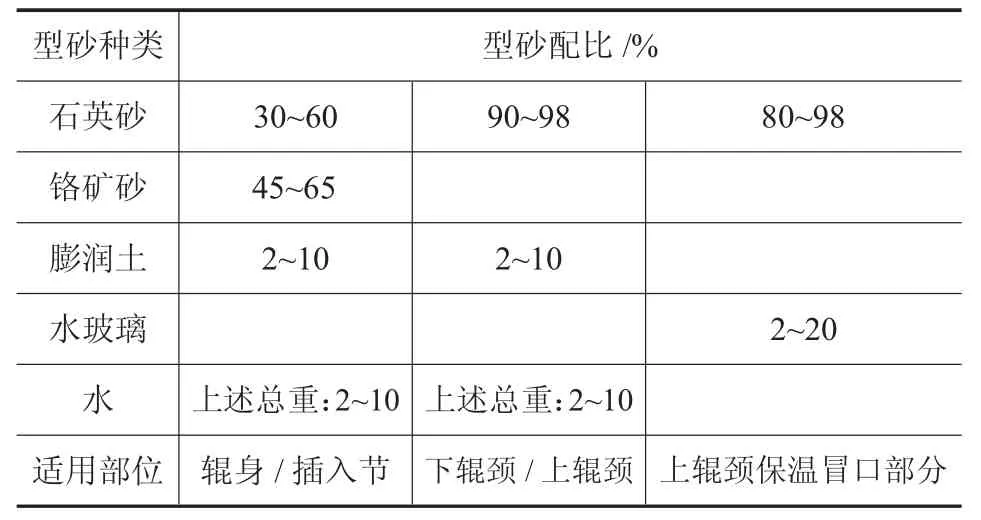
表2 型砂配比
锆英粉涂料有很高的耐火度,优异的高温化学惰性,热胀系数低,热导率和蓄热系数高,同时又具有很强的烧结能力,具有极佳的抗粘砂及剥离能力,广泛应用于各类大型铸造轧辊生产。刷涂涂料过程中,要用波美度计准确测量锆英粉涂料浓度,以一定波美度的锆英粉涂料(由稀到稠)均匀刷涂3 次,尤其是插入节部分第三遍刷涂膏状涂料,并应在涂料阴干后进行再次刷涂。
控制下辊颈吃砂量≤30mm,适当加快下辊颈钢水凝固速度,防止没有足够的钢水补缩。
造型完毕,要及时清理干净浮砂;均匀刷涂涂料完毕,适当清理涂料与浮砂;合箱前后,清理干净浇注系统内的杂物,杜绝夹杂物的来源,以减少夹杂几率。
2.4.2 浇注
各类铸钢支承辊和不同用途的热轧辊通常采用底注和顶注等整体铸造工艺。
采用底注工艺时,钢水沿直型浇注砖管,通过切线或双切线内浇管进入型腔。其优点是有助于将随钢水一并进入型腔内的浮渣和气体顺利上浮,同时可以调整浇注系统相关尺寸和进口方式,提高钢水的压力和旋转力,实现快的浇注速度,减少轧辊上下温度差,促使钢水在型腔内形成一个顺序凝固的温度场使轧辊内部宏观组织致密;缺点是当浇注系统不合理、浇注速度控制不当,一方面极易造成轧辊下部温度偏高,在辊身与下辊颈相接部位形成一个“热节”区和在辊身与上辊颈相接部位形成“V”偏析,使强度降低,另一方面由于轧辊上部温度偏低,对冒口补缩不利,产生缩孔和疏松。
采用顶注工艺时,钢水直接从放置在冒口上面的浇口杯进入型腔。其优点是取消了底注时所配置的浇注管系统,减少了工装制作费用和节省了钢水量,有利于降低生产成本;缺点是钢水从冒口上端直接注入时,不仅落差大,飞溅严重,而且从钢水进入轧辊下辊颈底部时开始,直至浇注完毕,钢水始终是通过层叠方式上升的,浮渣和气体难以排除,如采用偏低的浇注温度,更易产生相当严重的夹杂缺陷,更加恶化轧辊辊身次表层质量。
经权衡考虑与生产实践,公司决定采用底注工艺生产钢板桩用大型高碳半钢轧辊,其示意图如图1 所示。
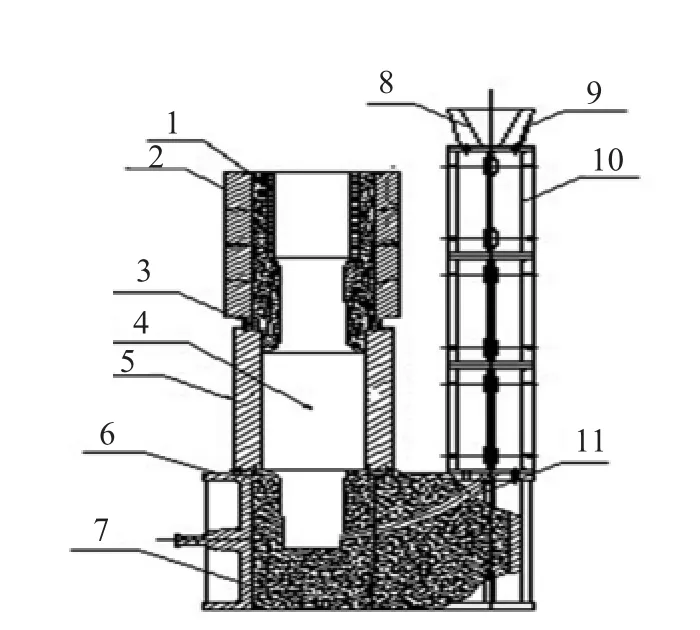
图1 底注工艺示意图
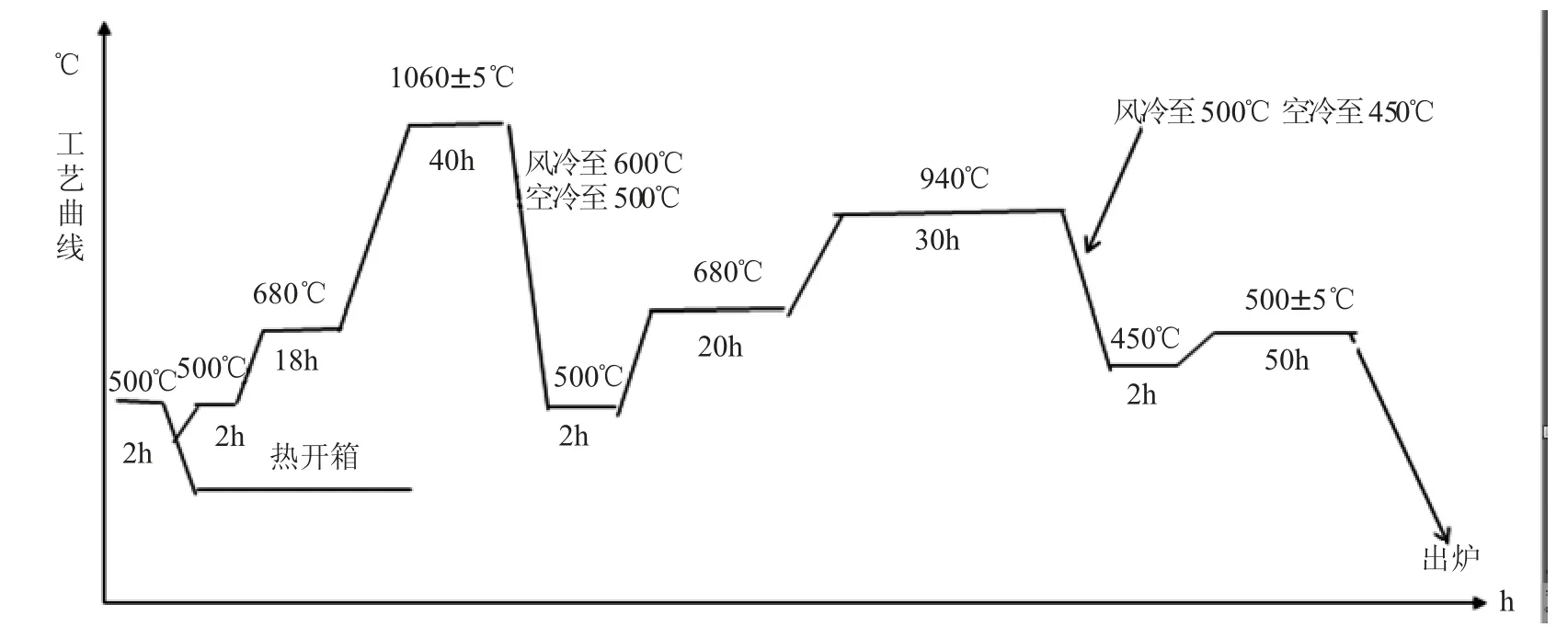
图2 热处理工艺
采取底注低温浇注与其他措施并举,保证钢水补缩效果与减少夹杂。吊包前,钢包加入覆盖剂吸附上浮夹杂物。钢包包底水口处加入烘烤干燥的引流砂,浇注时钢水自动下流,避免二次氧化。控制浇注温度在1440~1490℃,浇注至保温冒口以上300mm。浇注完毕(15~30)min 后,进行“撤砖”作业。以浇注完毕时刻计时,间隔35~45min,使用中频炉中钢水分3 次进行点冒口作业,捣冒口与添加保温补缩剂,防止冒口过早凝固。
2.5 热拆箱与热处理
采取有效的热处理工艺,避免热应力低温脆性,消除成分偏析、均匀成分,尽可能消除轧辊内应力。
大型高碳半钢轧辊热处理时从室温升温至100~250℃区间的初期阶段;以及经过最终回火以后,在200~250℃较高温度范围出炉;甚至在浇铸后铸坯在冷型内降至≤300℃的低温范围,或多或少地在辊身由下而上2/3 的高度部位,出现垂直于轴线的横向脆性裂纹或断裂。该“热应力低温脆性”致废,经济损失十分严重。为避免或减轻大型高碳半钢轧辊发生低温脆性和断裂,采取的主要措施是:一是浇注24~30 小时以后,铸坯本体温度降至600~700℃时,进行热开箱,并随即热装炉(热处理炉提前开始预热、缓慢升温至500℃),轧辊装入热处理炉时的温度大于500℃,以此回避铸造轧辊在型内降温和装入热处理炉开始升温两个过程中可能发生的低温脆性和断裂事故的情况;二是控制热处理炉升温速度≤30℃/h,同时在低温区对铸造轧辊进行较长时间的保温,从一开始就注意松弛残余应力的破坏作用。
钢板桩用大型高碳半钢轧辊热开箱后的热处理工艺是:扩散+正回火,如图2 所示。高温扩散退火有助于消除晶内偏析,均匀成分;经正火处理后,消除网状碳化物,部分改善碳化物形态,有利于在不影响耐磨性的前提下提高机械性能;风冷与空冷后入炉回火处理,可保证获得所需的辊身硬度以及尽可能消除轧辊辊身的内应力。
3 试制结果
目前浇注2 支供国内轧辊ø1600mm×1200mm,热开箱毛坯轧辊表面光滑、无肉眼可见的裂纹、砂眼和气孔、非金属夹杂等缺陷;按照工艺路线进行工序检验,最终检验结果符合标准和用户要求。
轧辊化学成分符合工艺要求,如表3 所示。
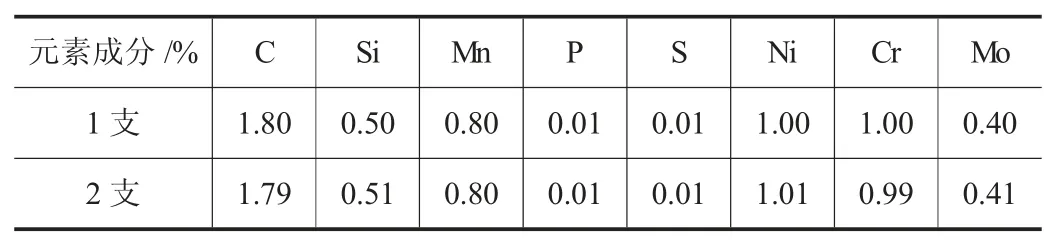
表3 轧辊化学成分
轧辊辊身、辊颈硬度符合工艺要求,见表4。
轧辊下辊颈取样,制取抗拉试棒,抗拉强度均为650MPa≥490MPa。
轧辊辊身和辊颈金相组织(索氏体+碳化物)良好,如图3 和图4 所示。轧辊探伤符合GB/T 1503-2008 要求。轧辊成品尺寸、光洁度等符合图纸要求。
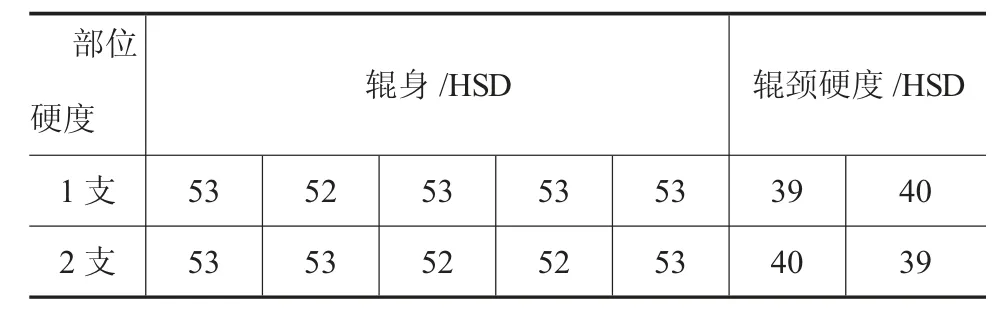
表4 轧辊辊身、辊颈硬度
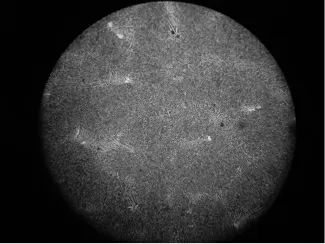
图3 辊身金相(100×)
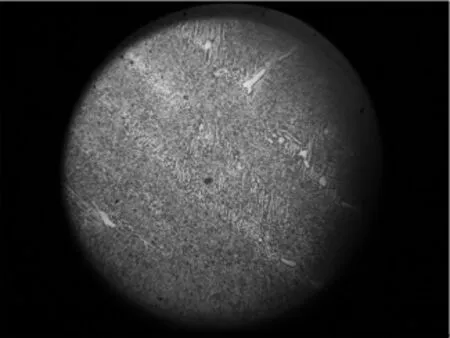
图4 辊颈金相(100×)
4 使用情况
轧辊生产检测完成后,交付用户进行使用。该两支轧辊单辊轧制量5000 吨以上/次,单辊总轧制量3 万吨以上,完全满足用户要求。
5 结论
(1)钢水经LF 和VD 精炼后,以及经稀土硅铁合金变形处理,钢水纯净度高。
(2)合理选择型砂配比与涂料,底注低温浇注与相关措施,能够保证毛坯轧辊表面质量与致密性。
(3)毛坯轧辊热开箱+扩散+正回火,能够有效避免热应力低温脆性,消除偏析,均匀成分,有效降低应力。
猜你喜欢
中国铸造装备与技术(2024年1期)2024-02-26 02:26:24
英语世界(2023年11期)2023-11-17 09:24:20
山东冶金(2022年2期)2022-08-08 01:51:34
北京航空航天大学学报(2021年9期)2021-11-02 08:24:22
财经(2021年22期)2021-10-28 17:22:36
现代冶金(2018年1期)2018-04-08 06:08:11
智富时代(2018年12期)2018-01-12 11:51:50
兰台世界(2017年14期)2017-08-11 09:16:08
金属加工(热加工)(2014年21期)2014-11-25 11:41:14
应用化工(2014年12期)2014-08-16 13:10:46
