
灵活实用的金属型低压铸造机
2019-12-04 03:21:46耿大凤陈冬梅李和宝杨建国
中国铸造装备与技术 2019年6期
耿大凤,葛 琳,陈冬梅,李和宝,朱 亮,杨建国
(1.扬州峰明光电新材料有限公司,江苏扬州 225117;2.国机铸锻机械有限公司,山东济南 250306)
近几十年来,随着经济的快速发展,国家对有色金属铸件的需求也越来越大,对产品质量的要求也越来越高。金属型低压铸造的技术进步以及该技术的成功应用,使中、小型铝合金铸造壳体的生产得到了空前发展,产品广泛应用于军工、高压输变电及互感器、汽车零部件、城市管道等多个行业。
对于中、小型铝合金铸造壳体的生产,国内普遍采用金属型重力翻转浇注、砂型铸造,该技术经过几十年的逐步完善已基本成熟,但该技术产品的成品率低(铝水利用率低),质量稳定性波动大。而国内也有部分企业采用金属型低压铸造,但所用的这些金属型低压铸造机大多从专业制作设备的科研院所及企业购置,都采用固定式的侧边油缸抽模方式,缺少与实际生产中所需的产品工艺的有机配合,对于产品结构复杂的、形状大小不一的无法统一使用,其加压控制系统尽管由PLC 自动控制,但无法适应生产现场的灵活多变及一般文化水平的操作者使用。而本灵活实用的金属型低压铸造机的制作及应用,是结合现场实际生产的产品工艺情况,同时借鉴当前国内外金属型低压铸造机的经验,实现并突出了灵活、多用的特点。
1 灵活实用的金属型低压铸造机技术方案
在边模支架上设置滑动槽,沿设备上的支柱滑动,同时带动边模支架连接板移动,方便模具的侧模不同重心点高度的模具连接。此滑动槽在四侧都配备,可以根据需要,很方便的拆卸。其侧模支架的固定是通过螺栓与设备立柱进行固定。精简易于操作的加压控制系统,是通过带压力表的调压阀及几个电磁阀的联合并用来实现压力的稳定控制。
如图1、2 所示,该低压铸造机的主体结构如下。
(1)侧模支架,其构成包括:侧模开模支架、侧模开模支架连接板、导向杆及油缸拉杆等组成。
(2)侧边油缸及导向杆穿过侧模支架,连接在侧模支架的连接板上,每个侧模支架设置两根导向杆,在侧模支架的导向杆两侧镶有耐磨铜套及铜套压盖,确保导向杆的同轴度及平稳。
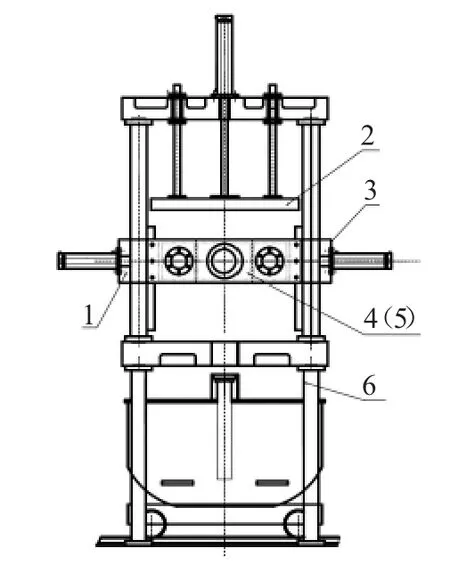
图1 灵活实用的金属型低压铸造机示意图

图2 侧模机构示意图

图3 充气示意图
(3)侧模支架连接板上设置多排与模具连接的螺纹通孔,便于不同模具的通用性。
(4)为了便于更换侧模支架上与滑动块摩擦滑动衬板,采用可拆卸更换式的衬板,为保证侧模油缸的平稳,在侧模支架上设两根导向杆,并在导向杆两端设导向铜套及压盖。
(5)在模架上设有耐磨衬板,便于更换。模架两夹板之间采用多条加强筋,在油缸孔及导向杆孔周边加钢管加固。
(6)加压控制系统通过带压力表的调压阀及几个电磁阀、手动阀的联合并用来实现充型保压过程的。通过充气电磁阀及调压阀的联用实现稳定充型过程,通过调压阀的人工控制,实现保压阶段的加压过程,控制系统设有紧急放气电磁阀,各电磁阀与控制台的控制按钮相连,通过控制按钮来控制电磁阀的工作,如图3 所示。
3 生产实践验证后的优势
(1)通过灵活调整侧模油缸的高度位置,结合精简易于操作的加压控制系统,达到了不同高度,不同位置的模具侧模及侧模抽块都能适用的目的。
(2)对产品结构复杂、形状大小不一的产品模具都能灵活适用。
(3)精简易于操作的加压控制系统降低了对操作者的文化要求,也易于生产现场的模具安装调试及生产工艺调整。
(4)充型阶段的稳定加压及保压阶段的缓慢手动增压,即能保证产品质量,又能方便加压工艺的及时调整。
猜你喜欢
四川水泥(2023年10期)2023-11-25 08:05:16
现代制造技术与装备(2022年7期)2022-08-24 09:08:38
智能建筑与工程机械(2022年2期)2022-06-29 18:02:48
锻压装备与制造技术(2021年1期)2021-03-24 01:52:46
中国设备工程(2019年24期)2020-01-14 01:48:16
中国修船(2017年5期)2017-10-16 02:02:28
专用汽车(2016年4期)2016-03-01 04:14:27
河南水利与南水北调(2013年4期)2013-12-08 07:23:58
中国高新技术企业(2012年7期)2012-04-29 00:44:03
汽车电器(2011年12期)2011-07-20 09:38:56
