
大型锻钢支承辊制造技术的研究①
2018-04-08 06:08:11李世辉
现代冶金 2018年1期
李世辉
(宝钢轧辊科技有限责任公司,江苏 常州 213019)
引 言
日本JCFC公司提供给宝钢公司的锻钢支承辊不论用在冷连轧机组还是热连轧机组上,在国内、外供应商中其使用质量最佳,其耐磨性好、耐腐蚀好、抗事故性好、辊型保持性好、换辊周期长、磨削量小等优点在热连轧机组上体现得尤为突出,被宝钢公司公认为JCFC公司锻钢支承辊代表了世界范围内的最高水平。
1 支承辊解剖试验
1.1 解剖试验方案
JCFC公司2050热连轧机支承辊规格为Φ1630 mm /Φ1440 mm×2050 mm×5385 mm,单重46.75 t,当前辊身直径Φ1447 mm,解剖试验方案见图1所示。按图1,2所示位置取两块圆柱试样,每块试样上做好标记①和②。
1.2 超声波探伤
参照JB/T 4120-2006检测标准对支承辊进行探伤,辊身内未发现超出评判要求的缺陷,探伤合格。
1.3 化学成分
表1,2为2050JCFC支承辊的化学成分及气体含量,各项指标均符合Cr5支承辊的要求。

图1 2050JCFC支承辊解剖方案

图2 2050JCFC支承辊解剖图片

部位w(C)w(Si)w(Mn)w(Cr)w(Mo)w(V)w(Ni)w(P)w(S)辊面0.440.540.535.060.980.350.220.0100.003辊颈0.440.390.570.230.580.0085.100.0041.00

表2 2050JCFC支承辊气体含量/10-6
1.4 低倍组织
图3,4分别为支承辊辊颈及辊身的低倍形貌。辊颈处低倍组织很好,存在轻微的一般疏松,按GB/T1979-2001标准评定,一般疏松<1.0级;辊身也存在程度较轻的一般疏松和一般斑点状偏析,1.0级左右。
1.5 硬度检测
1.5.1辊身、辊颈表面硬度分布
图5为肖氏硬度计测得的支承辊辊身及辊颈表面硬度分布,辊身表面的硬度比较均匀,保持在75 HSD左右,辊身两端存在约50 mm的软带;辊颈处表面硬度在45 HSD左右,满足技术要求。

图3 2050JCFC支承辊辊颈低倍照片

图4 2050JCFC支承辊辊身低倍照片

图5 2050JCFC支承辊辊身、辊颈表面硬度分布
1.5.2辊身、辊颈断面硬度
支承辊辊颈断面硬度如图6所示。表面约31.5 HRC,心部约28 HRC。
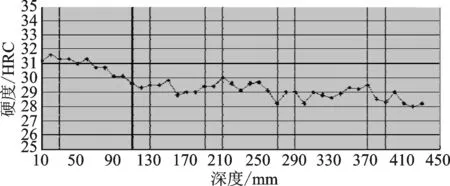
图6 2050JCFC支承辊辊颈断面硬度
图7为支承辊辊身断面硬度曲线,从辊面至心部可以分为3个区域,分别为工作层、过渡区和心部。此支承辊已经用到接近报废直径Φ1447 mm,(报废直径为Φ1440 mm),所剩余的工作层不多。从断面硬度推断此支承辊的工作层深度达到单边115 mm左右,工作层的硬度基本保持在50 HRC左右。

图7 2050JCFC支承辊辊身径向断面硬度
1.6 力学性能
1.6.1辊颈
表3为支承辊辊颈处的力学性能,其抗拉强度达到1020 MPa,符合辊颈强度要求,但冲击功略低,不到10 J。

表3 2050JCFC支承辊辊颈力学性能
1.6.2辊身
表4为支承辊辊身径向的力学性能分布,其趋势与断面硬度一致。

表4 2050JCFC支承辊辊身力学性能分布
1.7 辊身断面、辊颈金相组织
图8~10为支承辊辊身沿径向分布的微观组织,从工作层到心部微观组织由贝氏体向珠光体过渡,图11辊颈处为珠光体组织。

图8 2050JCFC支承辊辊身断面金相组织(500X)
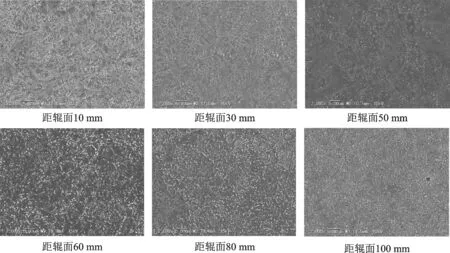
图9 2050JCFC支承辊辊身SEM组织(2000X)
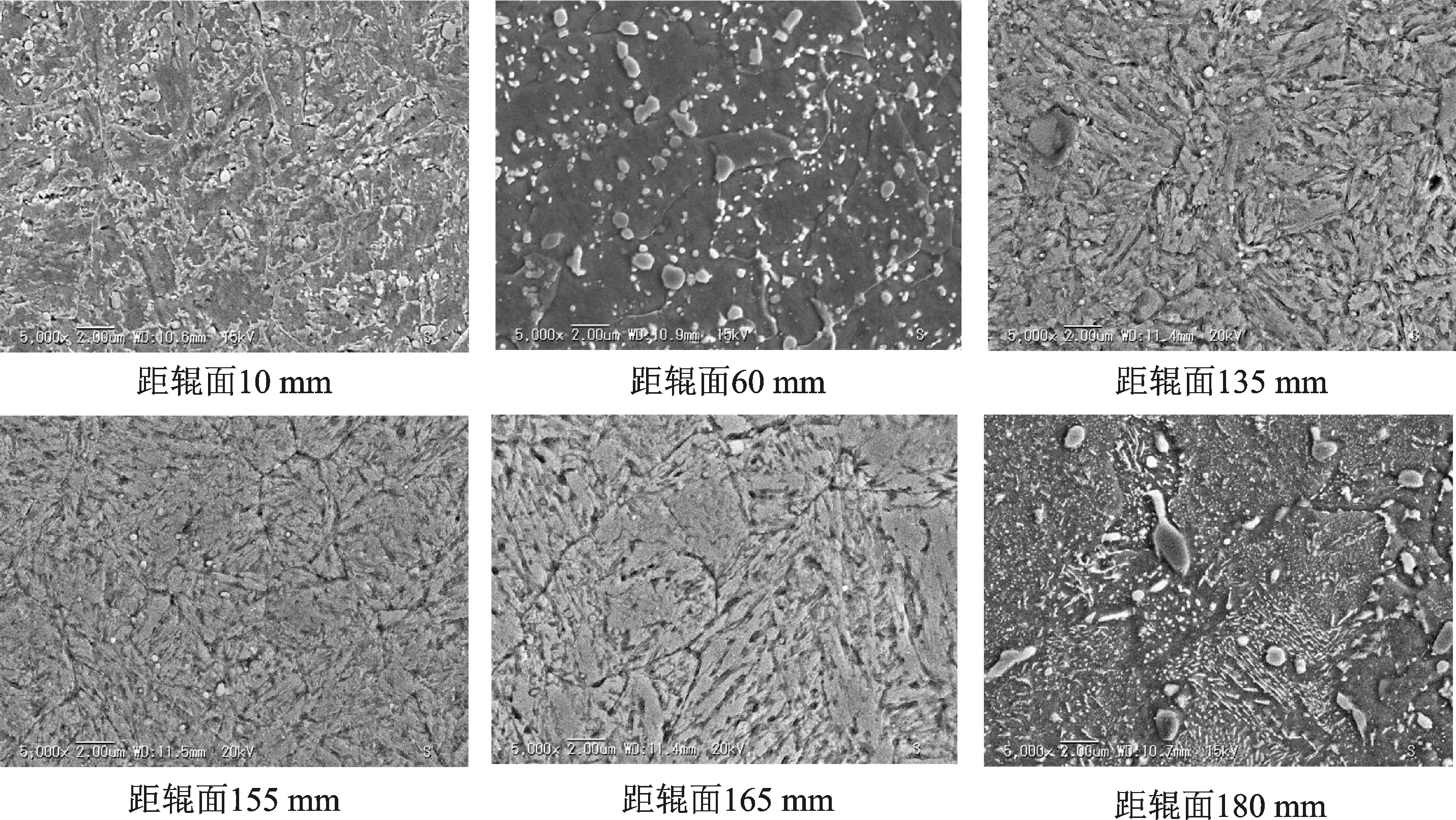
图10 2050JCFC支承辊辊身SEM组织(5000X)
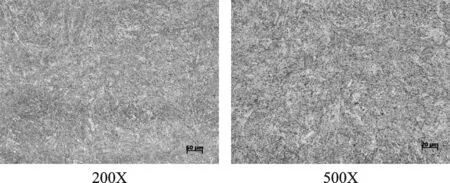
图11 2050JCFC支承辊辊颈组织
2 工艺分析
2050JCFC支承辊的生产制造采用了当前世界上最先进的整体感应加热技术对辊身进行加热淬火,其工艺特点是:淬硬层深、表面硬度均匀性好、加热效率高、生产成本低;但前提是必须完全解决感应加热时辊身端部效应的控制方法及感应线圈内孔与辊身外圆之间的间隙产生空气对流引起的“烟囱”效应问题。
3 结束语
JCFC支承辊以洁净的钢水、足够的锻造比、辊身淬火采用整体感应加热技术和完善的检测手段保证了优质轧辊的制造,因此,在宝钢公司2050热轧机上得到了很好的使用效果,上机使用周期为差温加热工艺的一倍,而磨削量仅为差温加热工艺的1/2,充分体现了其优异的性价比。
猜你喜欢
中国冶金文摘(2024年2期)2024-05-20 09:54:49
大型铸锻件(2022年6期)2022-11-23 02:23:04
名作欣赏·学术版(2021年1期)2021-02-08 08:35:50
冶金设备(2020年5期)2020-12-23 06:34:40
山西冶金(2020年4期)2020-09-17 18:08:54
重型机械(2019年3期)2019-08-27 00:58:54
汽车实用技术(2018年20期)2018-10-26 08:19:46
金属加工(热加工)(2014年21期)2014-11-25 11:41:14
大型铸锻件(2013年6期)2013-09-23 01:41:16
大型铸锻件(2012年5期)2012-09-25 05:36:00
