
3t 电弧炉炉膛扩容改造的实践
2024-02-26 02:26:24王双捷乔景忠谭凤梅宫伟祥于博洋白禹韬武玉平
中国铸造装备与技术 2024年1期
王 旭,王双捷,付 超,乔景忠,王 雯,谭凤梅,宫伟祥,于博洋,高 明,白禹韬,武玉平
(内蒙古第一机械集团有限公司,内蒙古包头 014032)
内蒙古第一机械集团有限公司第十分公司是集团旗下的军民融合型专业化铸造公司,公司现有的一台3 t 电弧炉是上世纪八十年代中期进行更新改造的,一直承担着公司军品、铁路车辆等军民品铸件的钢水冶炼。该电弧炉炉龄长、超期服役、老化严重,且存在着电能消耗大、生产效率低等一系列问题。而该炉型的电弧炉专业制造厂家早已淘汰,无相应的备件更换,因此无法对该炉型的电弧炉进行实质性升级改造。而在当下未进行新型号电弧炉更新改造和技术升级的情况下,结合公司挖潜节约和精益生产背景下,组织相关设备保障和技术人员在技术论证的基础上,对现有的3 t 电弧炉局部进行了有针对性和适度的改进和改造,扩大炉膛的容积,进而实现了炉膛的扩容和炉料的扩装,在提高生产效率的同时降低其钢水冶炼单耗,发挥电弧炉冶炼钢水纯净度高和对炉料要求宽泛的工艺优势,并实现节能、降耗和增产增效目的。
1 3 t 电弧炉扩容与节能降耗改造方案
随着中频炉快速熔炼技术的不断发展, 以及炉体、熔炼钢水吨位的不断增大的趋势,电弧炉冶炼钢水面临着巨大的挑战, 尤其是钢水吨位较小的电弧炉更是如此。但电弧炉冶炼钢水对炉料的要求宽泛,可以冶炼一些轻薄料和杂乱料,同时也容易调整钢水的化学成分,特别在特种钢微合金化和钢水质量控制方面电弧炉具有中频炉无法替代的优势,因而对高品质铸件和高端装备铸件而言,电弧炉冶炼仍然是首选工艺。
1.1 电弧炉容量与生产效率的关系
电弧炉的生产效率随着额定容量的增加而增加,特别是大容量的电弧炉生产效率更加凸显,以下是不同容量的电弧炉生产效率的对照情况。
从表1 中可以看出一个容量为320 t 的电弧炉生产效率比1.5 t 的电弧炉生产效率高出100多倍。因此,电弧炉在负荷允许的情况下,扩容是降低能源消耗、提高生产效率的重要途径。
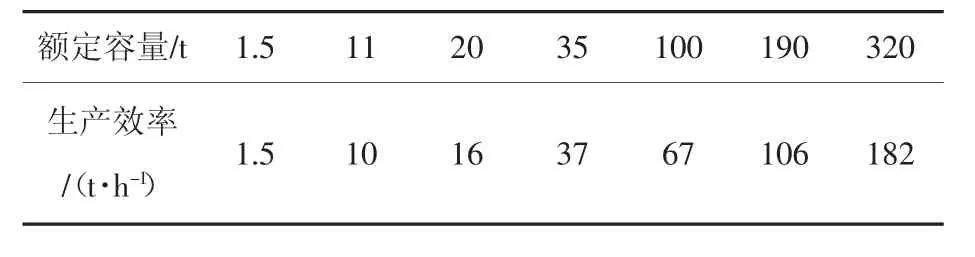
表1 不同容量的电弧炉生产效率对照表
1.2 3 t 电弧炉炉体的改造实施方案
公司现有的3 t 电弧炉其额定容量为3 t,通过对此电弧炉炉体、炉壳的局部改造增加了炉膛的容积,在原额定容量的基础上实现炉膛的扩容和炉料的扩装,并通过加长出钢槽、增大出钢槽倾角措施解决由于出钢口提高所带来的问题,发挥电弧炉冶炼的技术优势,具体方案如下。
基于3 t 电弧炉炉壳与翻炉平台连接处的结构限制无法进行改进,以及炉壳与周围相关机构和设施的干涉,故选择了在原有炉壳的基础上将出钢口垂直方向上移65 mm 的方案,如图1 所示。
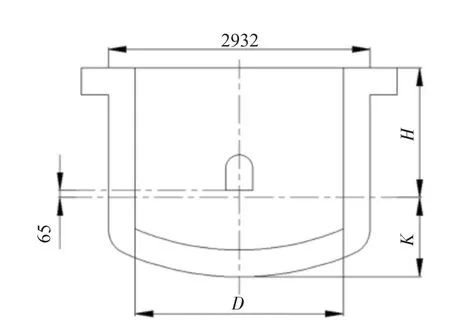
图1 增大炉壳容积的方案
经对炉壳的测绘,得出了钢水液面到炉壳上沿的距离H 为980mm、砌筑后的炉膛内径D 为2232mm(炉衬厚350mm)、炉底到钢水液面的距离K 为530mm。
钢水的密度为7850 kg/m3,扩容后增加的净容量Z=(2232/1000/2)2×3.14×0.065×7850≈2(t)。3 t 电弧炉扩容后,炉料容量从3 t 增加到了5 t。
因3 t 电弧炉出钢口的提高,翻转电弧炉时钢水倾倒的扬程便会增大,造成吊运钢水包的吊车钢丝绳与电弧炉三项电极相互碰撞,电炉内则会有一部分钢水倾倒剩余,故采取加长出钢槽的长度,增加出钢槽倾角的方法解决了此问题,如图2 所示。
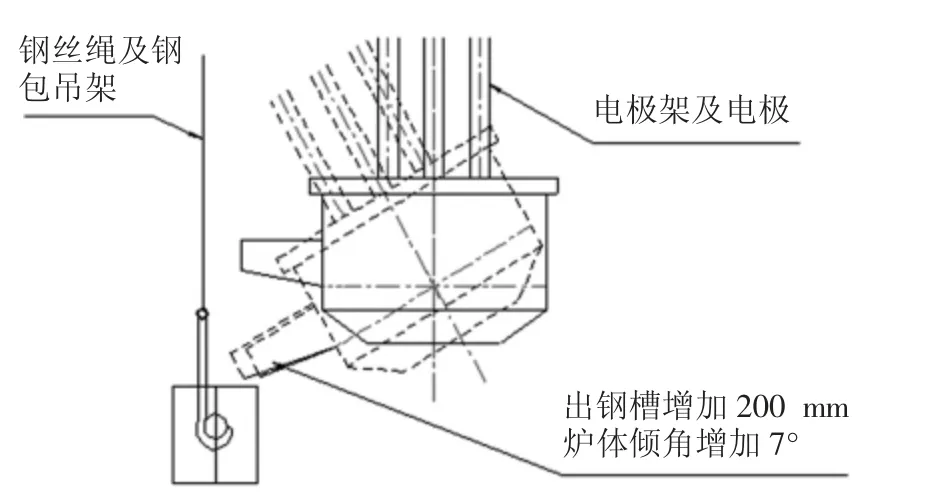
图2 增加出钢槽倾角的示意图
2 节能降耗改造技术经济效果
经生产运行实际考核,对现有的老龄3 t 电弧炉有针对性的适度的局部改造,改进方案合理,能够满足公司实际生产要求,解决了冶炼钢水吨位小、单耗高的问题,明显地提高了钢水冶炼效率,降低了钢水单耗,为老龄3 t 电弧炉冶炼钢水节能降耗、增产增效提供了技术保障。
通过对公司的3 t 老龄电弧炉局部改造,实现了功能再造和潜能释放,是目前在新型号电弧炉尚未进行更新的情况下,满足冶炼特种钢最有效的途径,同时实现了节能降耗、节约维修费用和增产增效的目的,并带来了显著的经济技术效益,也为行业电弧炉扩容改造提供了技术借鉴。
猜你喜欢
山东冶金(2022年2期)2022-08-08 01:51:34
中国金属通报(2021年19期)2021-12-24 11:07:58
沈阳工程学院学报(自然科学版)(2020年4期)2020-11-11 07:19:30
世界有色金属(2020年7期)2020-07-20 12:34:00
四川冶金(2019年5期)2019-12-23 09:04:56
山东冶金(2018年6期)2019-01-28 08:14:28
智富时代(2018年12期)2018-01-12 11:51:50
兰台世界(2017年14期)2017-08-11 09:16:08
四川建筑(2015年6期)2015-03-24 05:11:49
机械工程与自动化(2014年5期)2014-12-31 11:08:38
