
永磁同步电机目标位置调节的伺服控制系统研制
2019-11-15 08:09:34任志斌周运逸王美晨
微电机 2019年9期
任志斌,朱 杰,周运逸,王美晨
(江西理工大学 电气工程与自动化学院,江西 赣州 341000)
0 引 言
近年来,机器换人的现象已经越来越普遍,工业生产朝着自动化、智能化方向发展的趋势已经不可逆转。和德国工业4.0相似,我国在2015年发布了《中国制造2025》,其中明确将高档数控机床和机器人作为十大重点领域之一。在此背景下位置伺服控制系统成为了当今研究的热点。
永磁同步电机具有高效节能、体积小、重量轻、功率密度高等优点,以永磁同步电机作为执行机构的位置伺服控制系统在工业、家电、航空航天等领域已得到了广泛的应用。传统控制方法采用的是位置环、速度环和电流环进行控制,速度环和电流环采用比例积分调节器,位置环采用比例调节器,这种控制方法是一种单自由度的线性控制,无法同时实现快速响应、准确定位和低超调,难以满足一些定位要求较高的场合,如高精度的数控机床、工业机器人等[1-3]。
为此,国内外专家学者提出了许多新的控制方法。文献[4]提出了基于微分自适应偿的快速无超调控制策略,该控制策略将反馈微分和前馈微分控制相结合,通过反馈微分减少超调,通过前馈微分加快响应速度,较好地解决了快速性和无超调之间的矛盾。文献[5]提出了基于自抗扰控制的双环伺服系统,利用二阶非线性自抗扰控制实现位置、速度的复合控制,从而在结构上将传统位置、速度、电流三环控制变为位置电流双环控制,可提高系统的响应速度,但该方法需要建立状态观测器,且参数整定较为复杂。文献[6]提出基于前馈控制的交流伺服系统精确定位的研究,通过位置环和速度环加前馈控制,可以大大减小位置跟踪误差。文献[7]提出对位置环施加前馈控制的作用下,同时将速度环输出限幅设置为阶梯状下降或者根据位置误差在线调整比例系数,减小速度环输出限幅可以在一定程度上抑制超调,但仍难以实现低超调,而比例系数在线整定可以达到低超调但对于参数整定的要求较高。文献[8]提出基于动态滑模控制的永磁同步电机位置速度一体化设计,解决了传统位置滑模变结构控制中的速度不可控问题,但滑模面的切换会导致电流冲击以及存在滑模抖动问题。此外,还有在传统PID基础上发展起来的新的控制方法,如模糊PID、神经网络PID、遗传算法PID等[9-13],这些新的控制方法在传统PID控制的基础上进一步提高了位置伺服控制系统的性能,但由于理论较为复杂,难以应用于工程实践。
为了实现永磁同步电机快速、准确的定位,本文提出一种目标位置调节的位置伺服控制方法,该方法通过位置给定与位置反馈进行比较,在转子达到目标位置时对电机通固定的电压矢量,可以实现电机转子的快速定位,通过定位后电压矢量角度的调节,保证了定位的准确性,通过实验验证了该方法的有效性,并在实际应用当中检验了该方法的实用性。
1 永磁同步电机数学模型
假设定子绕组的磁动势为对称正弦分布,饱和电机参数变化忽略不计。永磁同步电机在dq轴旋转坐标系下的数学模型可表示为
(1)
电磁转矩公式:
(2)
运动方程式:
(3)
式中,ud、uq分别为dq轴电压;Rs为定子电阻;ωr为转子机械角速度;Ld、Lq分别为dq轴同步电感;id、iq分别为dq轴电流;p为微分算子;ψf为转子磁链;pn为极对数;Te为电磁转矩;TL为负载转矩;B为粘滞摩擦系数。
从式(1)右边可以看出,阻抗矩阵中含有转子机械角速度,因此只有在速度恒定的稳态时系统方程才变为线性方程[14]。而位置伺服控制系统需要通过控制定子电流来控制电磁转矩,进而控制转速迅速变化以满足位置控制的要求,所以此时系统方程为非线性的。对于非线性系统,传统控制方法已难以满足其要求,需要提出新的控制方法。
2 目标位置调节方法分析
目标位置调节方法包含两个部分:预定位环节和位置微调环节。在位置环控制下,通过将目标位置与反馈位置进行比较,在反馈位置接近或超过目标位置时向电机通入一个与目标位置角度相一致的固定电压矢量,将电机转子固定在目标位置。
如图1(a)为转子预定位环节,目标位置为P1,转子实际位置为P2,此时转子位置接近目标位置,通与目标位置角度相一致的电压矢量F1,迫使转子向目标位置旋转。如果受外界因素转子未达到到目标位置则进入转子微调过程,如图1(b)中P3位置,就给转子通超过目标位置方向的电压矢量F2,使转子转动至目标位置;当转子转过目标位置,如图1(c)中P4位置时便给与转速反向的电压矢量F3,迫使转子往目标位置转动;PID调节结合目标位置调节方法,将转子快速定位到目标位置。

图1 转子目标位置调节
与传统三闭环控制系统的位置调节不同,预定位环节选择在位置反馈接近于目标位置时启动,并同时屏蔽其它控制策略,可实现快速、无超调的定位。
预定位环节可快速实现良好的位置定位效果,但在实际运行中,尤其是重载或高速运行时,由于位置比较时间存在些许误差(实验中设定为80 μs)、负载动态变化、制动电流过大和环境干扰等因素的影响,在位置环预定位环节之后,存在定位位置和目标位置仍可能存在较小的误差和制动电流持续时间过长等问题;因此,在目标位置调节方法在预定位环节之后进入位置微调环节。
位置微调环节中,根据位置误差对固定电压矢量的幅值和角度进行细微的调节;当位置给定值大于位置反馈值,增大固定电压矢量的角度和幅值;当位置给定值小于位置反馈值时,增大固定电压矢量的幅值并减小角度;当位置给定值等于位置反馈值时,保持固定电压矢量角度不变并将幅值固定为一个合理的值以维持负载转矩。
目标位置调节方法算法容易实现,无需硬件支持,易于嵌入现有伺服系统工程并实现快速、准确和低超调的伺服位置定位。
3 目标位置调节的永磁同步电机的高性能位置伺服控制系统实现
目标位置调节的永磁同步电机的位置伺服控制系统框图如图2所示。采用id=0的转子磁场定向矢量控制方法,其中位置环采用P调节器,速度环、q轴电流环采用PI调节器,脉宽调制采用空间电压矢量(SVPWM)控制算法。
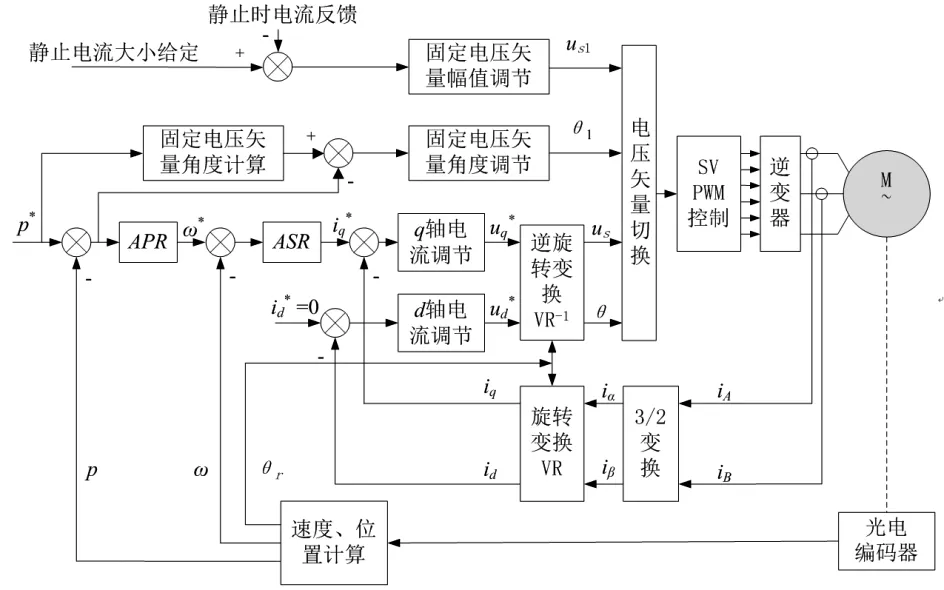
图2 目标位置调节的永磁同步电机的位置伺服控制系统框图
根据所需目标位置转矩的大小来确定静止电流大小的给定,进而确定了固定电压矢量的幅值;通过位置给定计算出固定电压矢量的角度,并根据位置偏差来调节固定电压矢量的角度。当未达到位置给定时,由逆旋转变换得到电压矢量作用,使电机正常旋转,一旦位置反馈达到或者超过位置给定时,由逆旋转变换得到电压矢量不再起作用,切换到固定电压矢量,实现转子的快速定位,通过电压矢量的角度调节,最终实现转子的准确定位。
4 实验结果分析及应用
实验平台如图3所示,主要有开关电源、触摸屏、伺服驱动器,永磁同步电机。

图3 实验平台
永磁同步电机型号为57B2C0730,具体参数如下:UN=24 V,PN=70 W,TN=0.22 Nm,nN=300 r/min。伺服驱动器主控芯片为stm32f103c8t6,通过sp3485芯片与触摸屏进行485通信。触摸屏由深圳市显控自动化技术有限公司生产,型号为SK-043AE。检测转子位置的为1000线的光电编码器,主控芯片对位置脉冲进行4倍频计数,因此转一圈计4000个数。由于位置响应波形无法直接测量,通过串口将位置响应数据传输至上位机保存,然后用Matlab制图。

图4 传统法快速性位置、速度响应波形
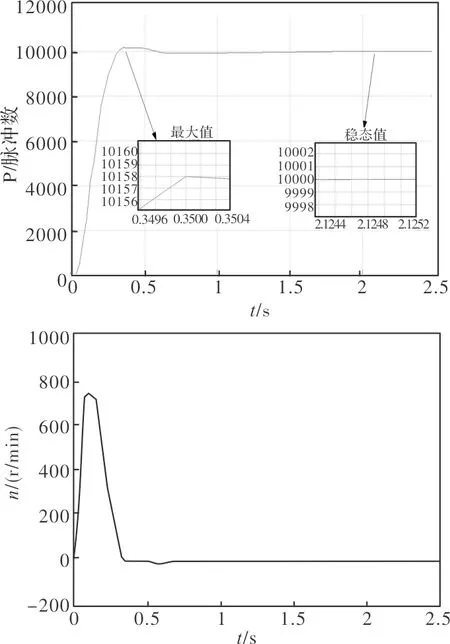
图5 传统法低超调位置、速度响应波形

图6 目标位置调节法位置、速度响应波形
实验通过触摸屏位置给定,阶跃位置给定为10000个脉冲数。图4为传统法快速性位置响应曲线。从图4中可以看出,系统会产生较大的超调,图中超调量为657个脉冲数,稳态时达到位置给定的时间为1.52 s左右。图5为传统法低超调位置响应曲线。从图5中可以看出,位置响应可以实现低超调,图中超调量为158个脉冲数,但却明显延长了稳态时达到位置给定的时间,需2.12 s才达到位置给定。图6为目标位置调节法位置响应曲线。采用本文所提出的目标位置调节法可以实现低超调,甚至是无超调,图6中超调量为1个脉冲数;同时,与传统法相比较明显缩短了稳态时达到位置给定的时间,在0.55s时就达到了位置给定,表现出了良好的位置伺服控制性能。
5 应 用
为了检验该方法的实用性,将预定位法运用到磨面机磨面机中。磨面机有两个分料器,每个分料器有四个分料管,分别对应左料仓、中料仓、右料仓和麸皮粉仓四个仓位。通过分料管电机实现分料口的快速而准确定位,将不同的料输送到不同的容器进行处理,因此定位的快速性和准确性会影响磨面机的效率。将本文所提出的方法运用到磨面机当中,可以实现分料口快速、平稳、准确的定位,完全能够满足磨面机的控制要求,目前运行效果良好。图7为磨面机和分料器。

图7 磨面机和分料器
6 结 语
现代工业正在高速发展,对位置伺服控制系统提出了更高的要求,传统控制方法已经无法满足这些要求。本文提出一种基于目标位置调节的位置伺服控制方法。该方法无需增加硬件成本,编程简单,易于实现。将该方法与传统控制方法相比较,该方法表现出了更好的位置伺服控制性能,可以实现更加快速、平稳、准确的定位。该方法已成功运用到磨面机当中,显示出较好的工程实用价值。
猜你喜欢
少儿画王(7-10)(2022年10期)2022-05-30 10:48:04
上海大中型电机(2021年2期)2021-07-21 03:01:32
防爆电机(2020年6期)2020-12-14 07:16:54
光学精密工程(2016年3期)2016-11-07 09:03:49
散文选刊·下半月(2016年5期)2016-05-14 09:29:09
对联(2015年11期)2015-11-14 19:39:42
大电机技术(2015年5期)2015-02-27 08:22:28
组合机床与自动化加工技术(2014年12期)2014-03-01 02:22:54
汽车电器(2014年8期)2014-02-28 12:14:29
文史月刊(2009年3期)2009-04-14 08:46:54
