
以多尺度颜色小波纹理特征为基础的工业炉火焰图像分割研究
2019-11-13 06:04王校伟
工业加热 2019年5期
王校伟,朱 晨
(咸阳职业技术学院,陕西 咸阳 712000)
截止到目前为止,全球主要能量来源依然依靠于固体燃料。以煤炭燃烧消耗为例,2003年其消耗量达到了27.62%,2018 年其消耗量达到了30.2%。由这一数据可知,煤炭燃料消耗量总体趋势是呈上升发展的。然而目前企业发展最大的问题在于如何在环保的基础之上,确保经济效益的增长。鉴于上述内容,本文从可持续发展的角度考虑,研究固体燃料燃烧的行为特性以及工业炉内火焰监测对燃烧控制策略的优化所起到的作用,还是很有用的。
1 实验装置及实验条件
1.1 火焰图像采集装置
本研究中使用由Sun等开发使用的火焰图像采集装置来采集研究样本,该装置由三大主要的组成部分,分别是CCD相机(即LA-vision工业相机)、镜头以及该部位的保护套。这种保护套配有冷却水和清洁风,是一种金属材质的保护套,其目的在于使光学设备不会受到高温的灼烧或免除颗粒物对取像的影响[1]。其中该保护套中的冷却水可以顺着管路的方向循环使用,而清洁风则可以直接吹入工业炉内,使之取像方便。
1.2 实验以及工况条件
本研究中使用的煤粉燃烧实验装置是一个由UKCCS 研究中心研发出来的可视化的装置,透过这个装置可以更加清楚的了解到煤粉燃烧时的火焰状态。这个实验装置共分成三大组成部分分别是W型燃烧炉、旋流燃烧器和送风系统。现对送风系统进行解说。该系统根据服务的对象不同共设立了三次风,吹送煤粉时使用一次风,炉膛内的旋流使用二次风,但需借助挡风板进行隔离;助力煤粉燃烧时使用三次风,也需借助挡风板进行隔离。不同于其他装置,本装置最大的特点还在于将圆形的可视化的窗口设置在了燃烧炉内的炉壁上。这样一来方便采集燃烧时的火焰图像。在观察窗上安装探针,并将其观测的角度设立为900°,这样一来炉内的各种反应都能通过探测针的图像录制而显现出来。本装置中实验过程记录下来的数据都用作本文的研究。
2 基于多尺度颜色纹理特征的火焰图像分割
选择初始聚类中心是影响整个分割效果的关键因素。要想使得分类的准确率变得更为可靠,并尽可能的降低迭代的次数,需做到如下几点:一是初步边缘检测,第一类的初始聚类中心要随机抽取,选出这一点之后,在整个矩阵中距离该点最远的点即为第二类的初始聚类中心。以此类推,迭代聚类。在初次分割完成之后,压缩的尺度空间图像的边缘需进行算子检测,与此同时,定位出原始尺度的边缘区域,至此矩阵初步建成,之后可继续分割[2]。二是使用K均值聚类算法(以下简称K-Means)来合并分割区域。这样一来,可以将计算的速度加快,又能使得K-Means 的迭代次数得到有效的控制。本文所提及的分割方式不需要火焰特征的先验信息,也不用调整试验参数。
K-Means这种算法耗费多长时间取决于选取图像的点数(本文计作uv)、特征矩阵维数(本文记作D)和分类数量(本文记作K)。换句话说K-Means 这种算法耗费时间的长短决定于图像的大小。在本研究中D=6,K=2,分类耗时为O(12uv)。对压缩因子为d的特征矩阵,聚类耗时为O(12uvd2),根据最大边缘矩阵的大小为3/d2,最大聚类时间为O(36Tn/d2),Tn为压缩尺度空间边缘区域点个数,因而本研究中所提到的这种多尺度的分割算法耗费的时间计算公式为O(12uvd2)+O(36Tn/d2)。O(36Tn/d2)远小于O(12uvd2),其时间可以大大缩短[3]。鉴于上述内容,要想提升检测速度须从以下几方面着手:一是压缩火焰特征矩阵,二是初始聚类中心的选择可与上一阶段选取的聚类中心相同,三是缩小火焰边缘区域的矩阵点数。
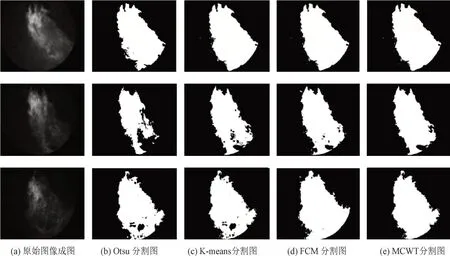
图1 不同工况下火焰图像及分割结果
3 实验结果
在Win8 系统中,使用Matlab2015 程序编写代码。如图1所示,按照这种成像系统来采集到像素为512×640 的RGB 火焰图像,目的是验证本文所提及的研究方式对火焰图分割的不同效果。
图1中所展示的火焰图像自上而下所展示出来的分别是风量为18%,20%和22%时所产生的火焰图,从左往右依次是原图和不同方式分割出来的火焰图像。根据图1所展示的图像不难发现,当燃烧炉内亮度较高时,火焰亮度的分布是不均匀的,使用Otsu阂值法来分割火焰图像无法分割出颜色较暗的燃烧区域。然而使用K-Means 法来分割,效果要稍好一些。但缺点在于较低的亮度使得分割过程容易出现失误,会错将燃烧区域分割成背景,进而影响了分割结果的准确性能。同样上述问题也出现在FCM 分割法中[4]。但本文所提及MCWT 这种分割方法就很好地避免了类似缺陷的出现。在使用这种方法时,既将颜色特征列入了考虑范围之内,又将火焰的文理特征考虑了进去。从图1即可看出这种分割方式明显使用结果要比其他方式更好一些。
火焰图的采集过程会因为燃烧炉内的环境因素、相机性能的影响等因素的作用会有噪声存在。传统的火焰图像的分割过程如下所述:对有噪声出现的火焰图像先进行降噪处理,因为噪声的出现会影响到分割图像的准确指数。本文中为进一步验证使用MCWT 方法分割火焰图像的结果准确与否,是否需要考虑到噪音的影响,分别选取了噪声密度为0.02 的椒盐噪声影响下的火焰图像和方差为0.001 的高斯噪声影响下的火焰图像进行分割,并对这两种图像的分割结果进行对比。详细情况见图2。
图2所示为不同的分割方法对椒盐噪声影响下的火焰图像分割的结果。根据图2所展现的结果,这几种分割中受到椒盐噪声影响最大的是Otsu分割方法。从结果比对图中也不难发现,受到椒盐噪声影响较低是K-Means分割方法和FCM分割方法,而且在这两种分割方式下的火焰图像中还出现了明显的孔洞[5]。本文中所提及的MCWT分割方法,压缩图像时使用了局部均值法,因而在初次分割时就降低了噪音的影响。此外MCWT 分割方法还注意到了小波纹理的影响,从而使得噪音的影响大大减弱了许多。综上所述,使用MCWT分割方法进行火焰图像分割时,椒盐噪音的影响可忽略不计。
图3所示为不同的分割方法对高斯噪声影响下的火焰图像分割的结果。根据图3所展现的结果,这几种分割中受到高斯噪声的影响明显要比椒盐噪音的影响大很多。比如Otsu 分割方法、K-Means 分割方法以及FCM 分割方法受到的影响较大,特别是边缘部分尤为明显,而高斯噪声对MCWT 分割火焰图像的影响也几乎为零。鉴于此,噪音的影响对本文所提及的这种分割方式来说可忽略不计。
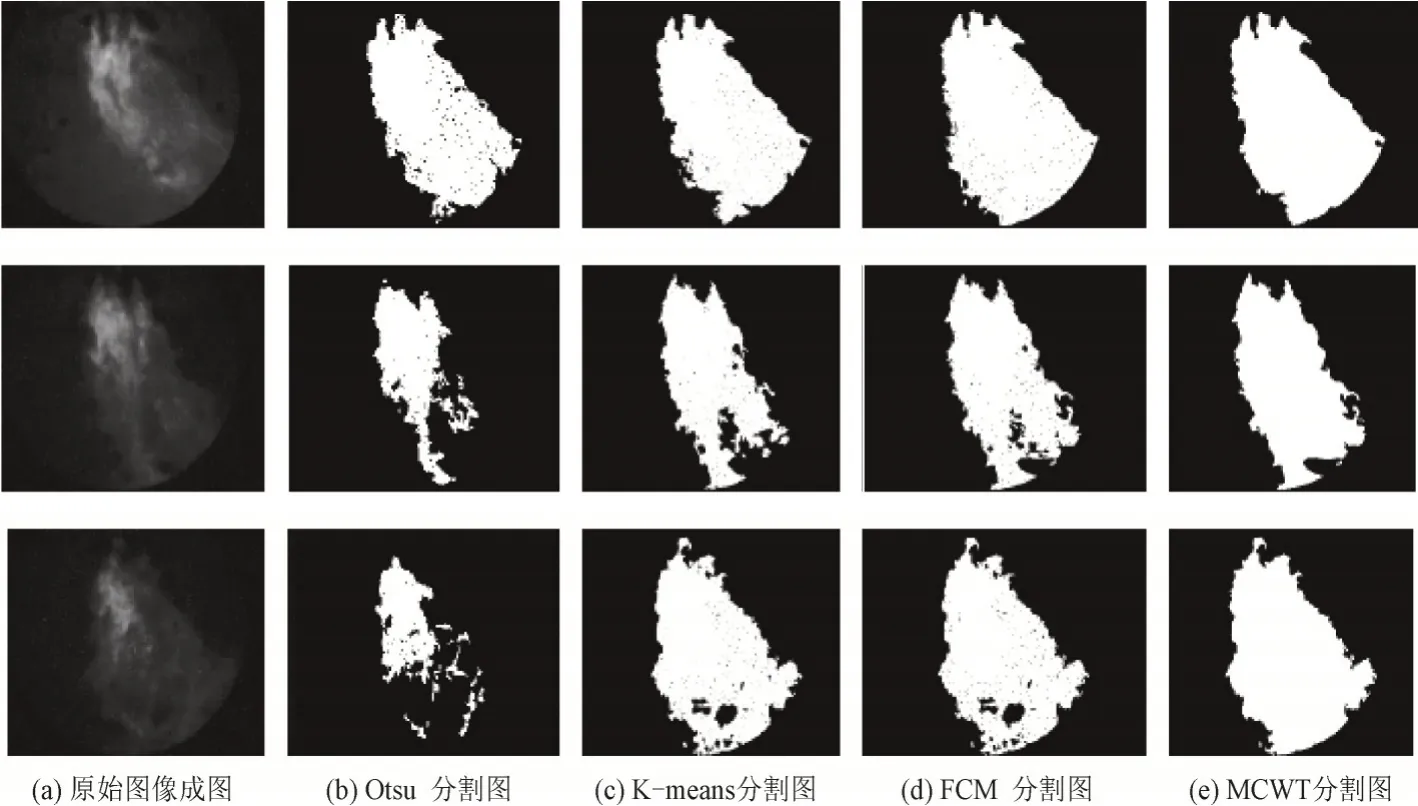
图2 椒盐噪声火焰图像及分割结果
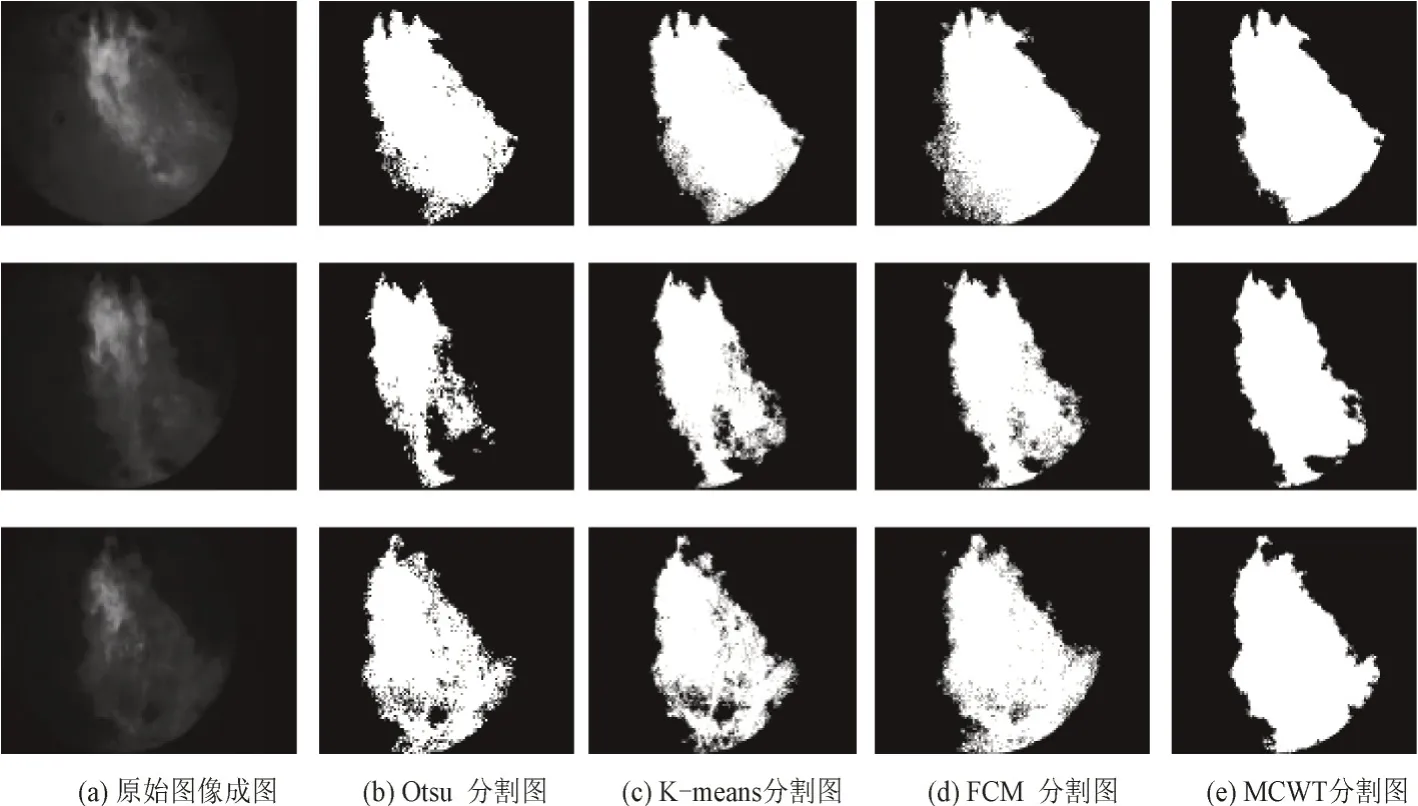
图3 高斯噪声火焰图像及分割结果
4 分割结果评价
在火焰自动检测系统中使用数字成像技术就是无监督火焰图像分割的最终目的。因而需要对该技术进行验证才能确保其分割结果的准确性。鉴于此,本文采用了如下技术对其进行了验证。一是PRI(Probabilistic rand index)在这里说的是机器与人工分割相一致的像素个数占整个像素个数的百分比;二是GCE(Global consistency error)可以用来检测分割之后的火焰图像与人工分割之后的结果一致性,其随机性用VOI 来表示,BDE(Boundary displacement error)用来找出机器与人工分割产生的边缘误差,计算出平均值。
上述四项指标中,PRI所表示出的数值越大,剩余三项数值较小即为与人工分割图像最为相近的图像,换言之,与之相对应的分割效果最佳。本研究中随机抽取了10组不同风量下的火焰图,用上述四项指标来表示每种分割方法所对应的火焰图像,评价出分割方法的性能指数。在原始火焰图像中,这四项指标要比其他分割方式所对应的火焰图像的四项指标要好,其次是MCWT 分割方法所对应的火焰图像。在有噪声干扰之后,MCWT的分割结果要好于其他分割方式。如表1所示不同分割方法在分割30 组火焰图像时所耗费的时间对比中,分割时间耗时最短的要数Otsu分割方式,但相对的准确性能较低,因而图像展示出来的信息也是不全面的。与K-Means分割所耗费的时间相比,MCWT分割的时间要稍微长一些,但其分割效果要明显比KMeans 方式要好。因而使用MCWT 方法来分割火焰图像既可以满足分割效果良好,图像准确的标准,又能适当的减少分割耗费的时间。
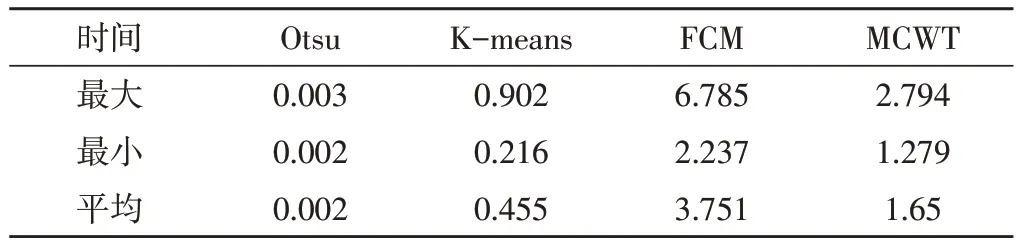
表1 三种方法在分割30幅火焰时间对比 s
5 结 语
鉴于上述研究的结果的分析,在分割工业炉火焰图像时,为了确保分割结果的准确性并缩短耗费的时间,可以采用以多尺度颜色小波纹理特征为基础的分割方法进行火焰图像分割。根据火焰图像的分割结果,可以了解到燃烧炉内煤灰粉的燃烧情况,进而找出优化燃料消耗的方案,向低碳工业迈进。
猜你喜欢
音乐天地(音乐创作版)(2022年1期)2022-04-26
学苑创造·A版(2021年2期)2021-03-11
少年文艺·开心阅读作文(2020年4期)2020-03-28
铁道通信信号(2019年6期)2019-10-08
动漫星空(兴趣百科)(2019年5期)2019-05-11
雷达学报(2017年6期)2017-03-26
学与玩(2017年6期)2017-02-16
互联网天地(2016年1期)2016-05-04
智能系统学报(2015年4期)2015-12-27
饮食科学(2014年5期)2014-06-18
