活性染料染色棉织物的二氧化硫脲剥色研究
2019-10-15 11:07陈益平王祥荣
印染助剂 2019年9期
陈益平,王祥荣
(苏州大学纺织与服装工程学院,江苏苏州 215123)
纺织品的回收再利用不仅可以减轻对环境的污染,还可以缓减原料紧缺,实现可持续发展。纺织品的回收再利用需要对织物上的染料进行剥除[1-2]。剥色原理是通过化学或者物理的方法,将织物上染料的发色基团破坏或者将染料从织物上分离从而达到消色的目的[3]。活性染料染色棉织物的剥色方法主要有次氯酸钠法、保险粉-烧碱法、过氧化氢法和雕白粉法[4-6]等。其中,次氯酸钠法易产生氯气;保险粉性质很不稳定,在湿热条件下易分解,分解速率难以控制,受潮后易结块,严重时能自燃,还原性虽强但不够持久,往往造成剥色不匀,有效利用率低;双氧水极不稳定,遇热、强光、杂质、冲击、重金属等均易分解,且剥色效果不明显;雕白粉有刺激性臭味,受潮时释放出硫化氢,虽然剥色效果较好,但使用时会释放出甲醛,影响人体健康[7]。因此,寻找一种安全高效的剥色方法势在必行。
二氧化硫脲(TD)是一种优良的还原剂,性质稳定,还原电位较保险粉更高且还原性持久,不含活性硫化物,是棉织物理想的剥色剂,TD 和偶氮染料、蒽醌染料的反应原理[8-9]如下:
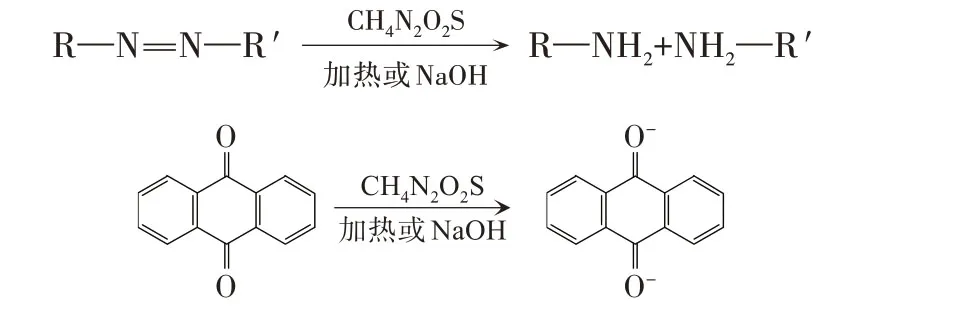
TD 本身无任何氧化性和还原性,只有在碱性和加热条件下才会分解为尿素和次硫酸,后者是剥色的有效成分[10]。本研究采用TD 对多种活性染料染色棉织物进行剥色,并和传统保险粉的剥色结果进行对比。
1 实验
1.1 材料及仪器
织物:纯棉平纹织物(江苏沙印集团有限公司)。
试剂:活性橙X-GN、活性红3BS、活性黄K-HL、活性藏青K-L、平平加O(市售工业品),氢氧化钠(分析纯,上海试剂总厂),碳酸钠、无水硫酸钠(分析纯,江苏强盛功能化学股份有限公司),保险粉(上海阿拉丁生化科技股份有限公司),二氧化硫脲(分析纯,上海毕得医药科技有限公司)。
仪器:Ultra Scan XE 型分光测色配色仪(美国Hunter Lab 公司),Nicolet-5700 型FT-IR 红外光谱仪(美国热电公司),TM-3030 型台式扫描电子显微镜(日本日立高新技术有限公司),XY300-2C 型电子天平(常州幸运电子设备有限公司),YG026B 型电子织物强力机,DHG-9070A 型电热恒温鼓风干燥箱(上海精宏实验设备有限公司),XW-ZDR 低噪振荡式染样机(靖江市新旺染整设备厂)。
1.2 棉织物活性染料染色
按照浴比1∶50 配制活性染料的染液[活性染料1%(omf),硫酸钠20 g/L(X 型)或30 g/L(其他),碳酸钠3 g/L],置于染样机中,升温,棉织物在指定温度入染(活性橙X-GN 30 ℃、活性红3BS 50 ℃、活性黄KHL、活性藏青K-L 60 ℃),15 min 后加入规定量硫酸钠,继续染色15 min,按2 ℃/min 升温到指定的温度(活性橙X-GN 40 ℃、活性红3BS 70 ℃、活性黄K-HL和活性藏青K-L 90 ℃),加入规定量碳酸钠,保温染色30 min,降温,水洗,皂洗(皂片2 g/L,90 ℃,15 min),热水洗,冷水洗,烘干。
1.3 剥色实验
取2 g 染色后的棉织物,放入100 mL 含有0.2 g/L平平加O、一定质量浓度TD 和NaOH 的剥色液中,在一定温度下剥色规定的时间,取出,多次水洗,烘干。
取2 g 染色后的棉织物,放入100 mL 含有0.2 g/L平平加O、3 g/L 保险粉和5 g/L NaOH 的剥色液中,在60 ℃下剥色40 min,取出,多次水洗,烘干。
1.4 测试
K/S值、dE*值及剥色率:K/S值和dE*值用测色配色仪在D65光源和10°视场条件下测定4 次,取平均值。按下式计算剥色率:
式中:(K/S)1为染色织物剥色前的K/S值,(K/S)2为染色织物剥色后的K/S值。
断裂强力:将棉织物裁剪成5 cm×30 cm 大小,根据GB/T 3923.1—2013《纺织品织物拉伸性能第1 部分:断裂强力和断裂伸长率的测定(条样法)》,在电子织物强力机上测试,每个试样测量5 次,取平均值。按下式计算强力保留率:

式中:F1、F2分别为剥色前后织物的断裂强力。
SEM:采用台式扫描电子显微镜观察,放大倍数为2 000。
2 结果与讨论
2.1 TD 剥色效果的影响因素
2.1.1 NaOH 质量浓度
由图1 可知,随着NaOH 质量浓度的增加,染色织物的剥色率提高,碱性越强,TD 还原电位越高,剥色效果越好;但当NaOH 质量浓度超过5 g/L 后,剥色率不再随碱质量浓度的增加而增大。故NaOH 质量浓度选择5 g/L。
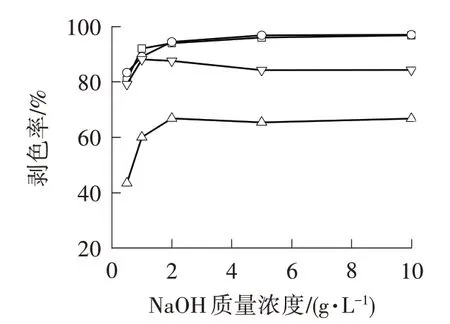
图1 NaOH 质量浓度对棉织物剥色率的影响
2.1.2 TD 质量浓度
从图2 中可以看出,在TD 质量浓度较低时,只能还原活性黄K-HL 染料的部分发色基团,活性黄KHL 染色织物的剥色率较其他染料偏低,随着TD 质量浓度的增加,剥色率显著提升;而其他3 种染料染色织物的剥色率在TD 质量浓度很低时已达到80%以上,继续增加TD 质量浓度,剥色率增大缓慢。当TD质量浓度超过4 g/L 后,剥色率变化不大,故TD 质量浓度选择4 g/L,可以保证不同染料染色织物均有较高的剥色率。
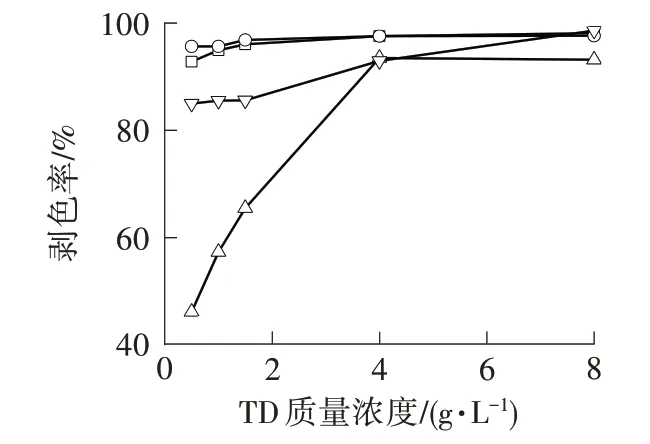
图2 TD 质量浓度对棉织物剥色率的影响
2.1.3 温度
由图3 可知,活性橙X-GN 和活性红3BS 染色织物在较低温度下就有较高的剥色率,且温度变化影响不大。而活性黄K-HL 和活性藏青K-L 染色织物的剥色率随着温度的升高不断增大。温度升高有助于活性物质次硫酸的产生,其还原电位升高。当剥色温度为70 ℃时已经有较高的剥色率,再升高温度对剥色率影响不大,故剥色温度选择70 ℃。
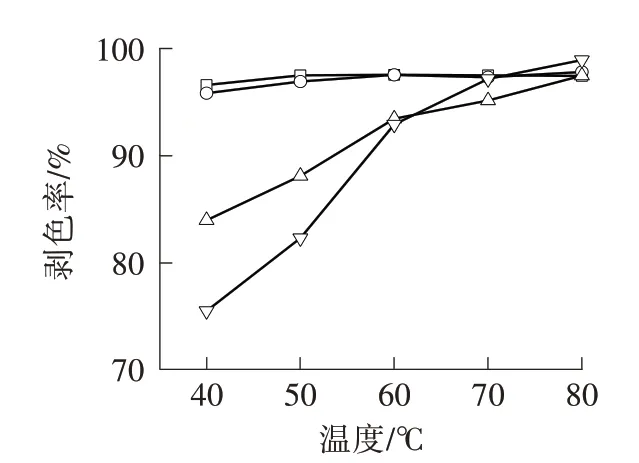
图3 温度对棉织物剥色率的影响
2.1.4 时间
由图4可看出,剥色10 min 时,4种染料染色织物的剥色率均能达到90%以上;活性橙X-GN 和活性红3BS 染色织物的剥色率已达到最大值;延长时间可继续提高活性黄K-HL 和活性藏青K-L 染色织物的剥色率,当剥色时间超过40 min 后,剥色率增加不大。综合各种染料的剥色效果,选择40 min较为合适。
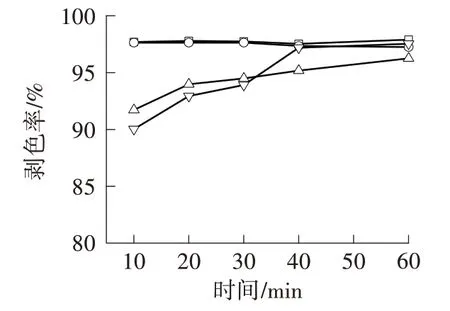
图4 时间对棉织物剥色率的影响
2.2 剥色方法比较
由表1 可知,TD 对棉织物的剥色效果明显优于保险粉。保险粉剥色对棉织物造成的强力损失要大于TD,原因是TD 在高温碱性环境下缓慢分解,产生活性物质作用于色素;由dE*值可看出,TD 剥色和未染色原布色差更小,原因是保险粉稳定性差,在高温强碱条件下分解较快,有效利用率低,还原剥色不匀。
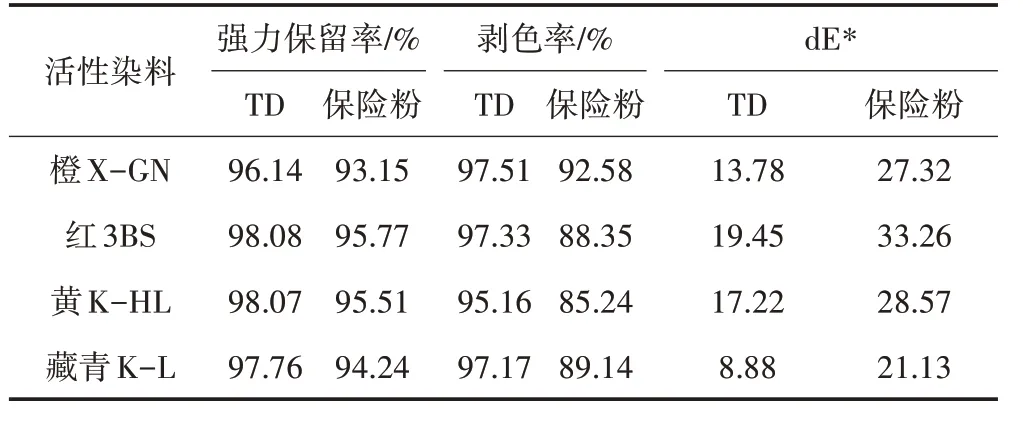
表1 两种方法最佳工艺的剥色效果对比
2.3 表面形态
对比图5a、5b 可知,染色后的棉纤维表面较染色前更光滑,这是由于高温染色和碱性固色导致织物上的残余浆料和杂质得以清除,染料均匀地吸附在纤维表面,使纤维表面变得光滑。

图5 活性藏青K-L 染色棉织物在最佳工艺下剥色的SEM
对比图5c~5f发现,TD 剥色后的纤维表面依旧较为光洁、完整;保险粉剥色后的纤维表面出现少量裂纹和残渣,说明TD 剥色对纤维的损伤较保险粉剥色小,这与最佳工艺下强力保留率大小相吻合。TD 和保险粉均为还原体系剥色,保险粉分解速率难以控制,而TD 剥色较为温和,在碱性条件下缓慢产生的活性物质能有效、均匀地作用于染料的发色基团,在颜色有效剥除的同时不会使棉纤维大分子发生降解和断裂。
3 结论
(1)TD 对4 种活性染料染色棉织物剥色的最佳工艺为:TD 4 g/L、NaOH 5 g/L、70 ℃、40 min。TD 对染色棉织物剥色率都能达到95%以上,剥色率较保险粉高。
(2)和传统保险粉剥色法相比,TD 剥色对棉纤维的影响较小,棉织物强力损失更小,强力保留率大于95%。TD 剥色是一种能够替代保险粉剥色的安全绿色剥色方法。
猜你喜欢
染整技术(2022年5期)2022-06-07
棉纺织技术(2022年4期)2022-04-15
化学工业与工程(2022年1期)2022-03-29
汽车工程师(2021年12期)2022-01-18
毛纺科技(2021年8期)2021-10-14
古今农业(2021年2期)2021-08-14
小溪流(画刊)(2017年3期)2017-03-23
纺织科技进展(2016年3期)2016-11-29
浙江理工大学学报(自然科学版)(2015年7期)2015-03-01
浙江理工大学学报(自然科学版)(2015年7期)2015-03-01