两段式烘丝机控制模式对烟丝含水率的影响
2019-10-15 11:39:58陈春雷徐永虎黄传喜
烟草科技 2019年9期
陈 杰,陈春雷,徐永虎,黄传喜
安徽中烟工业有限责任公司合肥卷烟厂,合肥市高新区永和路399 号 230601
薄板烘丝工序作为卷烟制丝环节的关键工序,主要工艺任务是去除烟丝中部分水分、提高烟丝填充性能和改善感官品质,以满足后段工序的要求[1]。目前安徽中烟工业有限责任公司合肥卷烟厂黄山精品线高端品牌的叶丝干燥工序选用的是从HAUNI 公司定制的KLD3-2Z 两段式滚筒烘丝机,该机的热风为逆流式,具备有两个独立的干燥区域,并可实现通过固定热风温度改变筒壁温度、固定筒壁温度改变热风温度以及筒壁温度前后段分区控制等加工控制模式。国内烟草行业对薄板烘丝机开展了较多的研究和分析[2-6],但是对于两段式薄板烘丝机固定热风温度改变筒壁温度、固定筒壁温度改变热风温度以及筒壁温度前后段分区控制对出口烟丝含水率控制水平的研究较少。因此,对两段式烘丝机的控制媒介和分区控制形式开展研究,探索薄板烘丝工序过程稳定控制的加工模式,旨在提升工序产品加工质量。
1 材料与方法
1.1 材料、设备和仪器
“黄山”金皖烟全配方烟丝。
KLD3-2Z型两段式滚筒烘丝机(德国HAUNI 公司);ZJ17 卷接机组(常德烟草机械有限责任公司)。
1.2 方法
1.2.1 薄板烘丝模式调整方法
分别运行两段式薄板烘丝机固定筒温和固定热风温度控制模式以及筒温分区控制等不同控制模式,保证入口烟丝含水率标准偏差低于0.05%,加工过程无烟丝增温增湿工序,且烟丝流量、筒体转速以及排潮系统参数保持固定,在出口含水率达到设定值12.9%并稳定后,人工将出口含水率设定值调整至13.2%,调整后进行设备自动控制,不进行人工干预和设备参数修改。通过采集的中控数据分析出口烟丝含水率的控制情况并分析记录含水率波动和相应的时间和标准偏差等各项指标[7]。
1.2.2 感官质量评价
参照《中式卷烟风格感官评价方法》和《烤烟烟叶质量风格特色感官评价方法》[8-10],由持有国家烟草质量监督检验中心颁发的卷烟感官评吸证书的专业评委对各分项指标进行打分,取评委打分的平均值。判定感官质量风格各指标变化幅度,标度值设定0(无变化)、+(优于对照样)和-(劣于对照样)三档。
1.2.3 试验设计
KLD3-2Z 两段式烘丝机具备多种工艺设备参数和控制模式的调整方式,在保证烘丝机入口含水率基本一致的情况下选用“黄山”金皖烟烟丝分别设定不同加工条件进行试验,依次开展不同梯度热风温度(85、95、105 ℃对应试验1、2、3),固定筒温和固定热风温度控制模式(对应试验4、1)以及筒温前高后低、前低后高和前后一致控制模式(对应试验1、5、6)的对比试验,每组试验过程中均保持其他工艺设备参数不变。相关试验参数设置见表1 和表2。
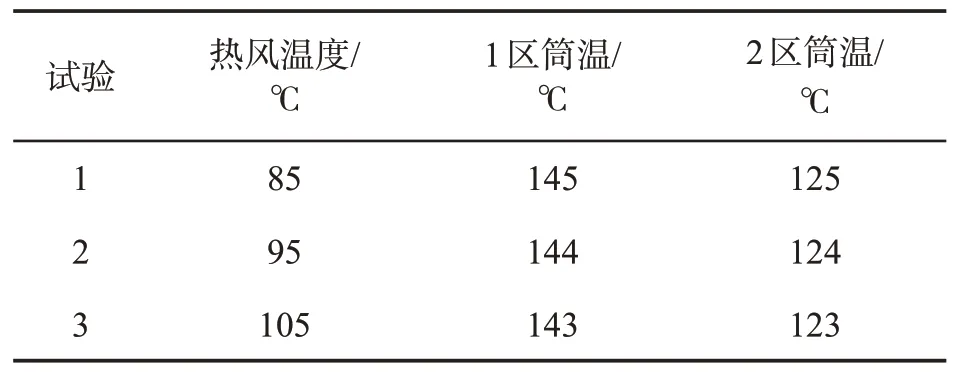
表1 固定热风温度控制模式不同参数组合Tab.1 Different parameter combinations under constant hot air temperature control mode

表2 筒温前高后低、前低后高和前后一致控制模式不同参数组合Tab.2 Different parameter combinations under control modes of high-to-low,low-to-high and constant cylinder wall temperature
2 结果与讨论
2.1 固定热风温度控制模式不同工艺参数的影响
在两段式烘丝机固定热风温度和筒温自控的控制模式下,设定不同梯度热风温度和筒温组合(编号1、2、3),热风温度分别达到85、95 和105℃,对应的1 区和2 区筒壁温度分别为144.7、124.6℃和143.9、124.0℃以及142.0、122.0℃。表明热风温度升高10℃,对应的筒壁温度下降约1℃,与试验设计温度(表1)相符合,热风温度相对于筒温更大的调节幅度反映出两段式薄板烘丝机的脱水能力主要依赖于筒壁温度,而热风温度仅起到辅助作用。
不同工艺参数下试验样的感官评价结果见表3。由表3 可以看出,与1 号样相比,热风温度95℃的2 号样,其感官质量表现出不同程度的差异,主要体现在香气特性提升(香气质、丰满度略有提升),烟气特性降低(细腻程度略有降低),口感特性降低(杂气、刺激性、干燥感、干净程度略有降低)。与1 号样相比,热风温度105℃的3 号样,样品各方面感官指标略有提升,主要体现在香气特性提升(香气量、丰满度略有提升),烟气特性提升(细腻程度略有提升),口感特性提升(杂气、干燥感、甜度、回味略有提升)。

表3 固定热风温度控制模式下不同工艺参数状态试验样的感官评价结果Tab.3 Sensory evaluation results of test samples at different technical parameters under constant hot air temperature mode
2.2 固定筒温和固定热风温度控制模式与脱水速率的关联性
图1 为固定筒温和固定热风温度控制模式下,将烘丝机出口含水率设定值从12.9%调整到13.2%的过程中出口含水率随时间变化的曲线。由图1可以看出,将出口含水率设定值提高后,固定热风温度控制模式(试验1)加工状态下,出口含水率约在570 s 时达到稳定。而在固定筒温控制模式(试验4)加工状态下,出口含水率约在710 s 时达到稳定。相对于固定热风温度控制模式(试验1),固定筒温控制模式(试验4)加工状态下出口含水率达到设定值的时间增加,且从调整到稳定的总时间增加,但该过程中出口含水率的标准偏差值降低。这表明通过热风温度进行出口含水率调节控制模式的含水率控制响应较为平稳,控制稳定性提升。

图1 试验1 和4 出口含水率设定值从12.9%到13.2%时含水率变化趋势图Fig.1 Variation trends of moisture content in dried tobacco of tests No.1 and No.4 at the set moisture content range from 12.9%to 13.2%
从出口含水率设定值调整的过程数据中分析得知,在现有固定热风温度控制模式下,当出口含水率出现波动时,设备自控状态下热风温度基本不变化,可通过调整1 区和2 区筒温进而跟踪调节出口烟丝含水率。而在固定筒温控制模式下,当出口含水率出现波动时,可通过调整热风温度跟踪调节出口烟丝含水率。
为对比两种控制模式对含水率控制水平的差异,对比烟丝出口含水率达到设定值并稳定后的工艺参数的标准偏差,结果见图2。由图2 可以看出,与试验1 相比,固定筒温控制模式下(试验4)热风温度标准偏差增加,筒温标准偏差降低,稳定控制状态下出口烟丝含水率标准偏差下降,表明固定筒温控制模式对于含水率控制水平有显著提升作用。两段式薄板烘丝机出口含水率发生波动时,筒壁温度的跟踪调节会给出口含水率的稳定性带来较大干扰,热风温度的跟踪调节产生的干扰较小,研究结果可为烘丝机加工过程参数控制以及提升出口烟丝含水率稳定性水平提供参考。
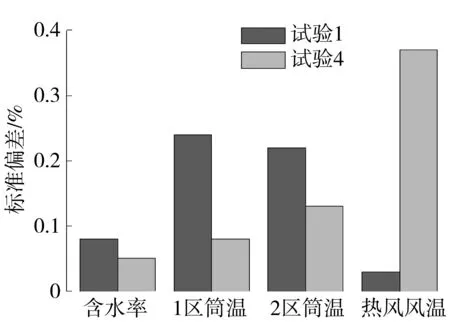
图2 出口含水率设定在12.9%时试验1 和4 稳定状态下各参数标准偏差对比Fig.2 Comparison of standard deviations of parameters in steady states of tests No.1 and No.4 at set moisture content of 12.9%

表4 固定热风温度和固定筒温控制模式试验样的感官评价结果Tab.4 Sensory evaluation results of test samples under constant hot air temperature and constant cylinder temperature mode
对两组试验样品进行工序评价,感官评价结果如表4 所示。由表4 可知,与试验1 相比,固定筒温控制模式(试验4)制得的样品各方面感官指标均略有提升,主要体现在香气特性提升(香气量、丰满度略有提升),烟气特性提升(成团性和细腻程度略有提升),口感特性提升(杂气、干燥感、甜度、回味略有提升),香气保留较多,口感方面的柔、细、甜特性均表现较好,样品总体感官质量略有提升。
2.3 筒温前高后低、前低后高和前后一致控制模式对含水率稳定性控制的影响
图3 为3 种控制模式下将烘丝机出口含水率设定值从12.9%调整到13.2%的过程中1 区筒温、2区筒温、热风温度以及出口含水率随时间变化的曲线图。从图3 中可以看出将出口含水率设定值提高后,筒温前低后高(试验5)和筒温前后一致控制模式(试验6)工艺参数以及出口含水率的变化趋势较为接近,热风温度基本稳定,1 区和2 区筒温下降;试验1、5和6的出口含水率分别约在570 s、460 s 和490 s 时达到稳定,此时1 区和2 区筒温也达到稳定。
从出口含水率设定值调整过程数据分析得知,在固定热风温度控制模式不变的情况下,随着出口含水率设定值的增加,筒温前高后低、前低后高和前后一致三种控制模式下两区域筒壁温度均降低,热风温度保持稳定,出口含水率的变化趋势较一致。对三种控制模式下的出口含水率与1 区和2 区筒温之间的关系进行相关性分析,结果表明出口含水率与1 区和2 区筒温均负相关,1 区与2 区筒温正相关。
对3 组试验样品进行感官评价,结果见表5。由表5 可以看出,与1 号样相比,筒温前低后高控制模式的5 号样,其感官质量表现出不同程度的差异,主要体现在香气特性降低(香气质、丰满度略有降低),烟气特性提升(浓度略有提升),口感特性降低(刺激性、干燥感、干净程度略有降低,回味略有提升),样品总体感官质量下降。与1 号样相比,筒温前后一致控制模式的6 号样,其感官质量表现出差异,主要体现在香气特性降低(香气量、丰满度略有降低),烟气特性提升(浓度、劲头略有提升,细腻程度略有降低),口感特性降低(刺激性、干燥感略有降低,回味略有提升),样品总体感官质量下降。总体来看,5、6 号样整体口感特性下降,主要体现在干燥感增加,刺激增大,口腔有残留,香气变薄。

图3 试验1,5 和6 出口含水率从12.9%到13.2%时各参数变化趋势图Fig.3 Variation trends of parameters of tests No.1,No.5 and No.6 at moisture content range from 12.9%to 13.2%in dried tobacco

表5 筒温前高后低、前低后高和前后一致控制模式试验样的感官评价结果Tab.5 Sensory evaluation results of test samples under control modes of high-to-low,low-to-high and constant cylinder wall temperature
设备在自控状态下筒温前高后低、前低后高和前后一致三种控制模式对于出口含水率的增加,两区域筒壁温度均降低,热风温度保持稳定,出口含水率的变化趋势较一致,筒温前高后低分区控制模式的改变总体上导致了感官质量下降。
3 结论
①两段式薄板烘丝机的脱水能力主要依赖于筒壁温度,在试验范围内热风温度的提升有利于提升感官质量。②相对于筒壁温度的跟踪调节方式,热风温度的跟踪调节对出口含水率稳定性带来的干扰相对较小,研究结果可为烘丝机加工过程参数控制以及提升出口烟丝含水率稳定性水平提供参考。③随着出口含水率设定值的增加,筒温前高后低、前低后高和前后一致三种控制模式下两区域筒壁温度均降低,热风温度保持稳定,出口含水率的变化趋势较一致,采用筒温前高后低控制模式时卷烟感官质量较好。
猜你喜欢
湖北农机化(2021年7期)2021-12-07 17:18:46
山西青年(2017年24期)2017-12-22 09:13:22
环球市场(2016年16期)2016-11-29 05:06:48
山东工业技术(2016年7期)2016-04-08 16:41:45
唐山文学(2016年11期)2016-03-20 15:25:52
中国科技纵横(2015年24期)2016-01-21 19:44:47
自动化仪表(2015年5期)2015-06-15 19:01:34
汽车维修与保养(2015年6期)2015-04-17 03:31:40
质量技术监督研究(2015年1期)2015-04-09 06:42:12
机电信息(2014年23期)2014-02-27 15:53:25