
山核桃物料风选机理与风选性能试验研究
2019-10-10 02:45曹成茂彭美乐吴正敏刘光宗
农业机械学报 2019年9期
曹成茂 罗 坤 彭美乐 吴正敏 刘光宗 李 正
(1.安徽农业大学工学院, 合肥 230036; 2.安徽省智能农机装备工程实验室, 合肥 230036)
0 引言
山核桃的深加工技术是影响山核桃经济发展的主要因素,且山核桃的壳仁分离是山核桃深加工的关键环节[1]。山核桃经过初次破壳与二次破壳,产生大量灰尘、细小碎渣、八分之一壳、四分之一壳、二分之一壳、壳仁嵌合体以及碎仁、八分之一仁、四分之一仁、二分之一仁。在山核桃加工生产线中,先将仁与壳选出,二次破壳机使壳仁嵌合体破裂,且不会造成大量的碎壳进一步损伤果仁,壳与仁分离之后才能进行后续加工。
国内外学者针对坚果类的壳仁筛分机理、分选机械进行了研究与试验。NAHAL等[2]对两种波斯核桃的研究表明,层次差异的不同粒子末端速度不同,可以采用流态化分离法进行不同粒度的核桃仁筛选,每个粒子需要空气速度在6~11 m/s范围内,同时壳与仁的含水率也直接影响不同粒子的末端速度。RAGAB等[3]通过研究核桃物理特性和气动特性发现,核桃含水率对末端速度影响较大,通过干燥处理可改变其气动特性,增加坚果密度可以提高所试验品种的最终速度,使用乙烯处理核桃对核桃末端速度并未产生较大影响,最后确定10 m/s的末端速度可以完全分离出没有壳的核桃和有壳的核桃,但此方法会影响核桃品质。JIN等[4]发明了一种自动分离黑胡桃肉和壳的方法,利用胡桃肉和胡桃壳透光率的不同使图像呈现出不同的纹理特征,利用纹理的差别来筛分壳与肉的方法对核桃仁肉壳分离效果较好,总分离准确率为98.2%,但此方法成本较高。KRISHNAN等[5]利用磁选的方法进行分离试验。首先将铁粉或者磁流体与无霉性的食用明胶粉混合,然后使其粘附于果壳表面再进行破壳处理,再根据壳与仁所受合力不同实现分离。这种方法的不足之处在于,核桃不仅需要预处理还需要后处理其上的铁粉或磁流体,工序繁琐且处理容易污染果仁,对稍大的果壳无法去除。
通过总结前人研究成果与实地调研,总结出山核桃空气动力学特性参数可以有效实现壳仁分离,但是悬浮速度范围重叠大影响山核桃壳仁的分选效果。本文在基于多点加载力使壳均匀碎裂的基础上[6],研究一种特殊破壳工艺使山核桃壳干仁湿来提高分选效果。通过理论分析、仿真试验与试验台试验,研究改变各物料悬浮速度进一步减小各种物料的分选速度重叠区间[7],得到山核桃空气动力学特性参数和力学参数,以指导样机的研制。
1 山核桃破壳物料类型与物理参数
1.1 各物料成分百分比
选取一次破壳机与二次破壳机加工之后的物料,采用特殊破壳工艺使壳的含水率降至5%左右,仁的含水率保持在设定的含水率范围内。再选取蜂窝凹心锤头,使破壳率达到99.5%,并且产生的大量局部裂纹点引导裂纹产生,使碎壳形状大小均匀[8]。再次经过低损伤二次破壳机与筛选设备,得到的混合物料如图1所示,各成分占比如表1所示。

图1 山核桃破壳混合物料Fig.1 Hickory mixtures after shell breaking
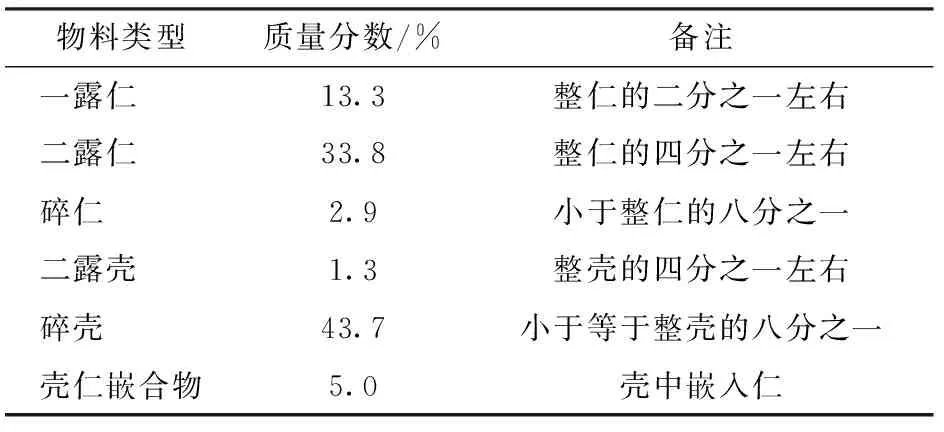
物料类型质量分数/%备注一露仁13.3整仁的二分之一左右二露仁33.8整仁的四分之一左右碎仁2.9小于整仁的八分之一二露壳1.3整壳的四分之一左右碎壳43.7小于等于整壳的八分之一壳仁嵌合物5.0壳中嵌入仁
1.2 山核桃破壳物料物理参数
物料颗粒的空气动力学特性与物料的密度、含水率密切相关,泊松比、剪切模量、动摩擦因数的数值直接影响仿真结果与实际试验结果的误差[9]。本节对物料的各个物理参数进行测定与计算,首先选取宁国山核桃经过特殊工艺处理之后由一次破壳机与二次破壳机加工之后的物料,从物料堆随机抽取一部分,分拣为仁、壳、壳仁嵌合体3种样本。
壳、仁的样本密度测定采用YD-100E型密度测定仪,含水率测定采用干燥法,所用器材为数字电子秤(量程:200 g,精度:0.01 g)、干燥箱等,样本密度与含水率均值如表2所示。

表2 山核桃含水率、密度测试结果Tab.2 Moisture content and density test results of hickory
泊松比υ=0.3,壳弹性模量E=10 MPa,仁弹性模量近似为果壳的1/10,取1.1 MPa[10],又由弹性模量、剪切模量和泊松比三者之间的关系得到壳、仁剪切模量
(1)
山核桃堆积角试验以及静摩擦试验得出的数据导入EDEM官网数据库分析,得到山核桃的恢复系数、静摩擦因数及滚动摩擦因数,见表3。

表3 山核桃物料仿真参数Tab.3 Simulation parameters of hickory material
2 山核桃破壳物料力学分析
2.1 垂直管道升力与升力系数
山核桃破壳物料的壳仁风选采用垂直管道风压吹送式,是典型的气固两相流模型,由于破壳物料的迎风面面积与几何形态复杂多变使风选参数重叠区间过大,所以首先要计算分析山核桃破壳物料的空气动力学特性对风选的影响。其中至关重要的是得到各种物料的升力参数,在核桃破壳物料和流体的运动速度、各项物理参数共同作用下,使物料产生升力,升力表示为函数形式[11]
(2)

(3)
(4)
式中Fl——物料所受升力,N
Re——物料的雷诺数
C——绕流升力系数
k——待定指数
vl——物料速度,m/s
dl——物料迎风面粒径,m
ρ——空气密度,kg/m3
μ——空气动力粘度,Pa·s
Sl——物料迎风面积,m2
在气固两相流体力学中,山核桃物料升力由所受摩擦力与压差力相互作用而形成,两力主要在流体速度、物料速度与物料物理参数的作用下分为3种区域。在室温20℃、压力101.325 kPa的条件下,所测山核桃破壳物料迎风面最小面积为6 mm2,由雷诺公式得出山核桃物料最小雷诺数为2 139,根据压差升力区条件:牛顿区500≤Re≤2×105和牛顿区粒径范围条件[11]
(5)
式中ρl——物料密度,kg/m3
得出升力系数C=0.44。
2.2 异形颗粒自由悬浮速度
同粒径球体与异形颗粒的悬浮速度相比,球体的大于异形颗粒。在分析异形山核桃颗粒的悬浮速度时,将异形颗粒换算为与其迎风面直径、质量相同的球体,以球体的尺寸计算悬浮速度,之后通过两者与颗粒形状修正系数之间的关系来确定异形颗粒的自由悬浮速度。实现风选要建立流体物理参数与力学参数的关系,通过分析各颗粒空气动力学参数区域,耦合颗粒、改变颗粒物理参数,使动力学参数交叉区域减小来达到分选目的。山核桃破壳物料颗粒换算成当量球体后在管道中的升力与其重力相等时所需风速即为换算颗粒的悬浮速度,由于其粒径大小处在牛顿区,所以风速在颗粒表面绕流之后会在其尾部产生湍流的情况[11],在垂直管道中受力模型如图2所示。
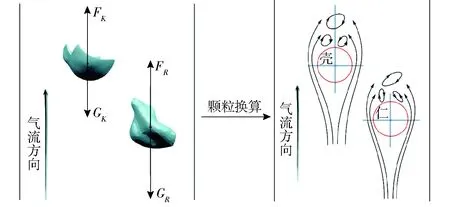
图2 物料受力模型Fig.2 Dynamic model of hickory mixtures
当山核桃物料的重力与流体产生的升力大致相等时,流体风速即为山核桃物料的悬浮速度。把山核桃破壳物料按照当量球体分析计算单个颗粒时,在牛顿区其修正表达函数式为[12]
(6)
式中Kl——形状修正系数
vx——修正悬浮速度,m/s
3 山核桃破壳物料耦合仿真
EDEM软件针对颗粒仿真,对离散型物料具有优良的拟合特性,FLUENT对流体仿真具有深厚的基础,因此利用两个软件进行山核桃动力学特性耦合分析[13]。在EDEM软件中生成山核桃物料仅受重力作用,FLUENT软件中改变风道风速使山核桃物料在风道中悬浮,不断调整风速使物料到达风道顶端区域。利用3D扫描仪提取山核桃精准物理形态,之后利用微小颗粒进行网格填充,得到高精度的山核桃物料仿真模型,如图3所示。

图3 山核桃仿真模型Fig.3 Simulation model of hickory
由于此次仿真主要研究山核桃各物料在垂直风道内的悬浮速度、物料与风道碰撞力及其运动轨迹,为试验台设计提供前期的参数基础,又考虑到耦合仿真对风道内流体区域网格划分大小要求不高,所以选取的风选筒几何体网格划分模型见图4。
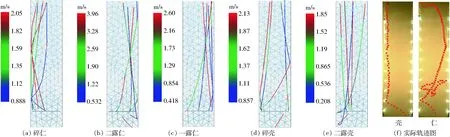
图5 运动轨迹Fig.5 Motion tracks
仿真物料由颗粒工厂产生后顺气流从下端进入,物料在重力与升力共同作用下在气室内向下或向上运动。此次气固耦合仿真采用拉格朗日模型[14],设置EDEM时间步长为9×10-8s,FLUENT时间步长为9×10-6s,FLUENT时间步长为EDEM时间步长的100倍。FLUENT的仿真步数为200 000步即1.8 s,每隔200步保存一次数据[13]。此仿真每种物料均随机产生5粒颗粒,依次改变风速范围为1~15 m/s,使山核桃物料到达风道顶端区域范围时,风速为其悬浮速度,仿真悬浮速度见表4。
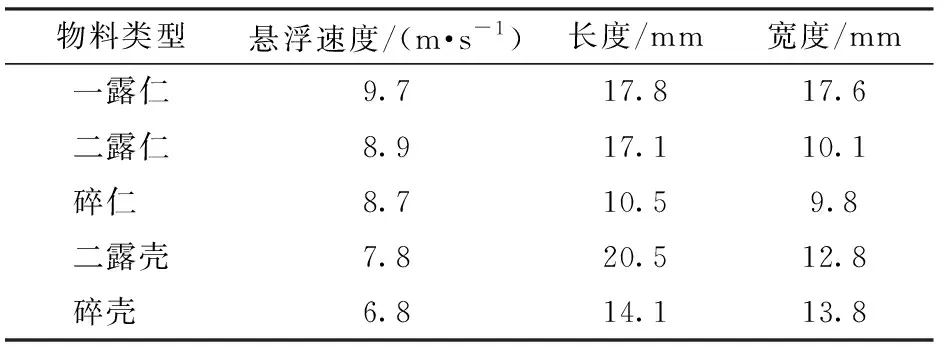
表4 仿真悬浮速度Tab.4 Simulation suspension speed
山核桃破壳物料的悬浮速度仿真中,不同山核桃破壳物料在不同流速中的运动速度大致相同,其速度在0.21~3.96 m/s之间。物料的迎风面面积始终变化,当迎风面最大时,其运动速度也最大。由于迎风面面积的变化使物料与物料、物料与筒面发生碰撞,碰撞力的最大值为0.004 2 N,不足以破坏山核桃仁的完整性,在试验台试验中利用高速摄像机记录山核桃物料在风道中的运动轨迹与速度并分析物料的受力,其仿真试验速度轨迹图与试验台实际轨迹图见图5。
选取质量最大的仁且风速为15 m/s时的物料,通过高速摄像机记录核仁碰撞筒壁瞬间的过程,利用摄像机配备软件先标定图像中风筒实际宽度,之后慢速播放视频依次确定起始点、第1点和第2点,得到第1点与第2点的速度与物料的加速度,由此得到核仁碰撞筒壁时的瞬时力,利用牛顿第二定律公式得到最大力为0.003 1 N,摄像机分析界面与各参数见图6。
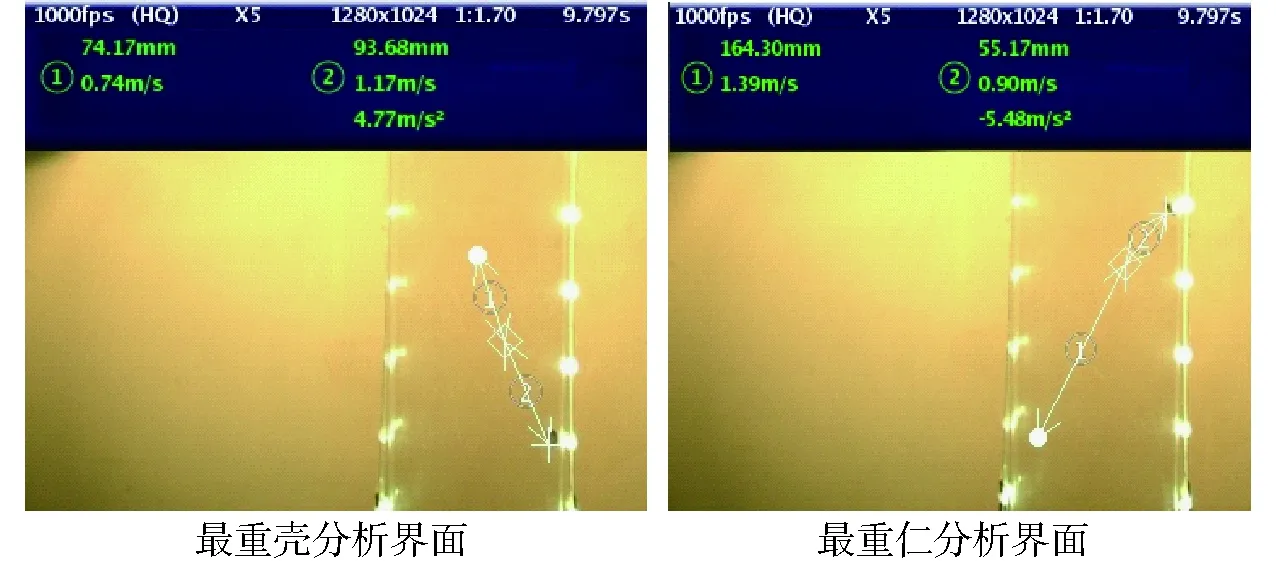
图6 加速度分析界面Fig.6 Acceleration analytical interface
4 山核桃破壳物料风选试验台
4.1 试验台与测试系统设计
基于山核桃物料风选机理的研究,设计了山核桃风选试验台。由于山核桃破壳物料中碎壳形状为凹窝状且有较多尖角易与仁嵌合,所以采用大功率的风机产生气流,经稳压装置形成稳定的垂直气流场气流使纠缠物料分离。再经过上位机的精准控制得到无级调节风速的效果,同时通过上位机实时采集并记录风场风速。此试验台为组装式,通过更换风筒即可模拟样机的风道环境,修改其他参数也可适用于多种物料的风选测试[15]。
试验台器材为亚克力风筒(宽1 500 mm、长200 mm、高800 mm)、风机(型号:EM80B-3,转速:2 450 r/min,功率:280 W,风量:910 m3/h)、风速传感器(量程:0~30 m/s)、稳压罩、上位机采集系统、采集卡(NI USB-6215)、高速摄像机、调压器(型号:H3P40YB)、24V电源等。试验台测试系统由LabVIEW软件编写,主要分为风速信息采集、风速调节和信号滤波处理与储存[16],试验台见图7。

图7 风速试验台Fig.7 Wind velocity test device1.风机 2.风室 3.稳压罩 4.风速传感器 5.电源开关 6.电源 7.NI采集机箱 8.NI采集卡 9.调压器 10.采集系统 11.光源 12、13.辅助光源 14.信息采集试验台 15.视频分析面板 16.高速摄像机
系统上电之后把待测物料投入风筒,此时通过虚拟仪器操作界面调节风机转速进而精确控制风速,使风筒内形成速度可变且垂直的稳定气流场,调节风速使物料逐渐悬浮于上风筒范围内。单类山核桃物料在风力逐渐增加的作用下经历轻微起伏、较大起伏到贴合于上稳压罩的一系列过程,同时上位机会同步显示实时风速并记录数据。混合类山核桃物料在此风场中经历轻微起伏、壳仁悬浮区重叠大到壳仁悬浮区区分明显的一系列过程,同时记录过程风速变化。
山核桃悬浮速度试验台设计的关键指标是风室内各处风速的均匀性,本文测量风机出风口与管道出风口各处的风速,之后依据各处风速的大小采用多层、多孔径和多形状的沙网格栅对气流进行调整,使各点风速大小均匀。下稳流罩与上稳流罩面上分别划分均匀的网格,每面网格数为28个[17],在恒定电压下使用风速传感器对每个网格进行测速[17],通过不断调整格栅层数、类型和各处网眼疏密程度,使各处气流均匀,采用相对标准偏差来衡量气流均匀性。
通过测试得到相对标准偏差最优结果为3%左右,远低于相对标准偏差低于15%的均匀性要求,说明风室气流具有均匀性,上下稳流罩格栅放置图见图8。

图8 稳流罩Fig.8 Steady flow hood
4.2 单类物料与混合物料试验
4.2.1单类物料悬浮速度试验
试验物料为随机选取100颗山核桃,经本课题组研究的新工艺破壳设备使壳干仁湿,先使完整山核桃产生细微裂缝,浸泡水中使含水率不断上升,取出使壳表面迅速脱水之后进入生产线进行一次破壳,再在二次离心破壳机的作用下使壳碎、小、轻,仁整、大、重[18],其中壳仁嵌合物为仁与壳未分离的物料,破壳得到各破壳物料见图9。

图9 山核桃物料Fig.9 Hickory material
每种物料选取5粒样本,样本尺寸均匀分布在尺寸范围内。因山核桃个体存在大小差异,所以测试数据为范围。经过分析得到各物料的对应悬浮速度范围,将其代入式(6)得到形状修正系数见表5。

表5 山核桃物料参数Tab.5 Parameters of hickory material
对比仿真试验的悬浮速度结果,仿真结果与数据均符合实际情况,因此可以确定此仿真算法同样适用于样机的仿真试验。通过对仿真参数反馈修正虚拟样机参数,最终得到合理设计参数以指导样机的研制[7]。分析各物料的最低与最高悬浮速度发现,壳与仁分离速度重叠区间占比达到48.6%,且重叠区间包含87.6%的物料,悬浮速度的重叠范围见图10。
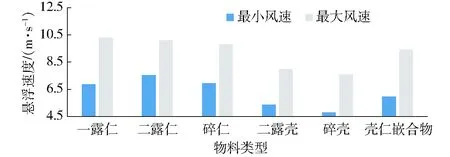
图10 单因素悬浮速度试验结果Fig.10 Suspension velocity test results of single-factor
4.2.2混合物料分离试验
通过研究、分析与理论计算,得出影响分离效果的关键因素为迎风面容量比(物料所占面积与单位面积比值)、仁质量、风速和颗粒尺寸。颗粒尺寸前文已经确定,因此选取迎风面容量比、仁质量和风速作为关键因素进行试验。试验的评价标准为清选率A与误选率B,表达式为
(7)
(8)
式中A——清选率,%
B——误选率,%
m1——已除物质量,g
m2——应除物总质量,g
ma——误除物质量,g
mb——应留物总质量,g
试验发现混合物料的分离速度与物料的本身质量密切相关,因此本试验先取定量的迎风面容量比,通过改变混合核仁的含水率来改变质量之后观察对应风速的变化[19],结果见图11。

图11 混合物料悬浮速度试验结果Fig.11 Suspension velocity test results of hickory mixtures
基于风选试验台的初步分离试验数据分析,当仁的含水率达到23.76%时,分离速度重叠区间降至21.5%,且重叠区间包含1.2%的物料。改变核桃仁的质量之后,壳仁嵌合物的质量也会发生改变,其分离风速仍介于壳与壳仁嵌合物之间。因此试验分为两部分进行,第一部分为壳与仁和壳仁嵌合物的分离试验,第二部分为仁与壳仁嵌合物的分离试验。第一部分试验在壳的含水率为5%的基础上通过改变核仁的含水率增加其质量,按照前文统计的各物料百分比得到各个迎风面容量比物料。共设计12组试验并每组试验重复3次,取其平均值,试验因素设置与试验结果见表6。
依次选定迎风面容量比为50%、75%、100%时,改变风速得到最优清选率与误选率,得到不同含水率下的清选率与误选率。根据图表可以分析出在迎风面容量比一定时,随着含水率的升高仁的质量增加使清选率趋于100%、误选率稍有增长。当含水率一定时,随着迎风面容量比变大清选率会变小、误选率变大,各迎风面容量比下的试验柱状图见图12。
分析试验结果发现,当含水率为23.6%、迎风面容量比为50%时,壳仁嵌合物的剩余量仅为0.8%,观察发现其为二露仁与碎壳嵌合物。则在风速8.2 m/s、含水率为23.6%、迎风面容量比为50%左右时,总体清选率为99.2%、误选率为0.8%。
第二部分试验采取增加壳仁嵌合物壳的质量,采用方法是将第一部分所有剩余物全部浸入水中,使壳仁含水率达到一致。此时的壳仁嵌合物为碎壳与二露仁的嵌合,在所有物料含水率均为23.6%时,测得壳仁嵌合物最小悬浮速度为11.65 m/s,最大悬浮速度为12.3 m/s。试验得到在风速为11.7 m/s时,总体清选率为100%,误选率为2.3%。

表6 试验因素与结果Tab.6 Test factors and test results
5 结论
(1)EDEM-FLUENT耦合仿真适合风选的要求,其准确度与精度可指导样机研制。试验台系统无级调节风速可以使风道气流更加稳定和精确,实时数据保存可以使试验结果更加准确,高速摄像方法可以实时捕捉物料运动参数,通过高速摄像机得到物料最大碰撞力为0.003 1 N。
(2)颗粒形状系数是决定复杂物料风选的关键因素,物料预加工处理对后续的破壳与分选起到决定性作用。在山核桃多点加载力使壳均匀碎裂的基础上,研究利用蒸煮与迅速外壳脱水技术来改变山核桃破壳后物料的形状系数,其各物料形状修正系数分别为:一露仁 1.35、 二露仁1.22、碎仁1.13、二露壳3.1、碎壳2.3、壳仁嵌合物1.6。
(3)采用壳干仁湿的特殊工艺使山核桃复杂破壳物料的悬浮速度重叠区间减小,再调节仁质量和迎风面容量比两个主要因素使分离效果大大提升,第一部分试验得到风选效果主要由仁质量和迎风面容量比两个因素决定,在风速8.2 m/s、仁含水率为23.6%、壳含水率为5%、迎风面容量比为50%左右时,总体清选率为99.2%、误选率为0.8%,第二部分物料采取改变壳含水率使所有物料含水率均为23.6%,可以进一步提高壳的清选率,风速为11.7 m/s时使清选率达到100%、误选率2.3%,可以为山核桃等复杂物料的分离技术与装置的设计提供参考。

图12 混合物料试验结果Fig.12 Test results of hickory mixtures
猜你喜欢
现代仪器与医疗(2022年3期)2022-08-12
汽车实用技术(2022年11期)2022-06-20
防爆电机(2021年3期)2021-07-21
数学大王·中高年级(2021年3期)2021-03-10
科学与财富(2021年2期)2021-03-08
农产品加工(2020年15期)2020-09-08
作文周刊·八年级读写版(2020年1期)2020-04-24
科学与财富(2020年32期)2020-03-10
阅读(中年级)(2018年11期)2018-01-19
电子制作(2017年9期)2017-04-17
