防磨梁在电厂锅炉长周期运行中的应用
2019-09-06 02:09
应用能源技术 2019年8期
(吉林燃料乙醇有限责任公司生产技术处,吉林 132101)
0 引 言
对于循环流化床(CFB)锅炉普遍存在水冷壁受热面磨损严重的问题,如不采取措施或采用措施不当,往往会在锅炉投运几个月后逐渐暴露出来,锅炉频繁爆管,尤其是锅炉燃用劣质煤(煤矸石掺烧比例大、灰分高)时问题更加突出,给电厂带来很大的经济损失,成为电厂最为棘手的问题之一[1]。
在国内防磨治理上,一般采取了喷涂等防磨措施,可以在一定程度上缓解磨损,但是其防护周期短,无法有效的提高锅炉连续运行时间,反复喷涂费用不菲,实际上并没有离开“先磨损后治理”的传统防磨路线。通过喷涂等防磨措施,CFB锅炉依旧无法摆脱炉内受热面频繁磨损爆管[2-3]。可以看出,炉内受热面磨损严重影响电厂的安全、稳定和经济运行,每年给电厂造成的直接损失达数百万元。此外“停炉-检修-防磨处理-启炉”这一过程不但需要很长一段时间,而且会耗费大量的人力和物力,给电厂造成很大的直接、间接经济损失。
1 锅炉运行现状及问题
某公司自备热电厂安装有3台哈尔滨锅炉厂生产220 t/h、单汽包、自然循环、高温高压循环流化床锅炉,型号为HG-220/9.8-L.YM27,最大连续蒸发量220 t/h。电厂锅炉2003年开始投入运行,运行方式为两开一备,为公司主装置生产提供稳定汽源。连续多年运行,锅炉不可避免发生磨损问题,影响了锅炉长周期运行。经过多年磨损和实践,采取计划运行、定期检修的措施,以保证连续供汽生产。目前锅炉运行时间基本保证在100天左右,每年按计划进行锅炉轮修,检修次数7-9次不等。对于CFB锅炉,磨损仍然是影响连续安全运行的最大隐患,考虑到目前的防磨措施较少,只采用定期喷涂、浇注料防护等方法,炉内磨损仍持续加剧,特别是炉内密相区与水冷壁管交界处、炉膛四角区域、炉膛出口烟窗区域、炉膛中部管壁、屏穿墙区域及炉内不规则区域等部位,这些区域处理难度大、检修周期长,加之公司是连续生产单位、冬季除了生产外,还附加供热负荷等因素,锅炉负荷偏高,如果不采取有效的防磨措施,将给电厂生产运行带来了巨大压力。
因此,需要采取一种行之有效的防磨综合治理,有效地整体地解决炉内受热面磨损问题。
2 采取的防磨改造措施
2.1 防磨综合治理技术
目前防磨梁是国内应用比较多的锅炉防磨技术,此项技术是华能清能院经过多年的潜心研究和实际试验,针对CFB锅炉提出了防磨综合治理技术。由于引起循环流化床锅炉水冷壁磨损的原因较多,其中包括设计原因、运行原因和检修维护原因等。循环流化床锅炉水冷壁的磨损治理必须考虑上述原因的影响。内容包括锅炉试验、防磨装置设计与安装、锅炉运行调整三部分工作。
锅炉试验主要包括风量标定试验、流化特性试验、布风均匀性试验。防磨装置设计安装主要包括防磨装置的方案设计、施工工艺设计、施工安装。锅炉运行调整主要研究锅炉运行参数,提供锅炉运行参数建议,延长锅炉连续运行时间。
防磨装置设计安装采用华能清能院开发的第二代防磨专利技术,从主动降低贴壁流的灰浓度与速度着手,根本上控制导致磨损产生的因素,可以实现对整个锅炉炉膛受热面进行防护。
防磨装置是通过耐磨耐火浇注料形成凸台,并用销钉将凸台固定在水冷壁上,凸台沿水冷壁高度方向以一定间距水平或倾斜多阶布置,该方式的优点在于:
(1)降低了炉膛贴壁流的速度和浓度,消除了造成水冷壁磨损的根源;
(2)现场安装简单,不需对炉膛水冷壁进行大量改造;
(3)运行可靠,检修方便。
2.2 防磨综合治理方案
根据锅炉实际运行情况,设计安装主动多阶防磨装置8道,如图1所示,总覆盖水冷壁面约28 m2,覆盖面积约占炉膛受热面总面积1 050 m2的2.7%。
为防止对传热产生影响,防磨梁采用传热能力更强的SiC耐磨可塑料,由于传热系数的增加,总防磨梁道数相于常规设计的5.5道。加装主动多阶防磨装置对床温提高影响会比较小。从理论角度分析,因此床温若升高15 ℃以内,通过增加分离器提效改造及燃烧优化可以进一步降低。

图1 设计方案示意图
2.3 分离器提效改造
从旋风分离器运行上说,只有当分离器完成了含尘气流的气固分离并连续地把收集下来的物料回送至炉膛、实现灰平衡及热平衡,才能保证炉内稳定与高效燃烧。就整个系统结构而言,分离器设计和布置是否合理直接关系到锅炉系统制造、安装、运行、维修等各方面的经济性与可靠性[4-5]。
分离器设计时首先需要结合分离器的运行条件确定分离器关键结构尺寸,一般来说根据炉膛出口烟气量和额定工况下推荐的入口烟气速度可以确定入口面积、筒体直径,之后再根据这些数据确定其他各项参数,完成初步设计后再根据不同的需要进行局部调整。锅炉在实际投入运行后,由于煤种变化、入炉煤粒度偏差、因炉膛防磨改造导致床温增高等原因导致锅炉循环灰量相对不足,分离器效率无法满足锅炉在原设计参数下运行。提高分离效率最好的解决途径就是对其分离器结构进行改造。
根据设计资料分离器入口高度为3 600 mm,宽度为1 560 mm,烟气速度约为20.9 m/s。在实际运行过程中发现,锅炉稀相区差压偏低,说明循环灰量不足进而导致床温偏高等问题。为提高分离器效率,需对现有分离器结构进行改造。通过增加分离器进口耐磨料层的厚度,减少进口面积增大进口烟气流速可以提高分离效率。进口烟速在一定范围内越高,分离效率越高,但运行阻力也越大。进口烟速过高,二次携带严重,却使效率降低。另外,烟速过大,压力损失也大大增加,能量损耗太大,而且也会加速对分离器本体的磨损,使运行寿命降低。
根据设计经验既保证分离效率又考虑能量消耗,本次改造设计时,增加凸台缩口后进入分离器入口烟气流速由原来的20.9 m/s增加到24 m/s,效率有望进一步提高。
3 运行效果
3.1 锅炉负荷及床温
3号锅炉改造前大负荷试验期间,锅炉负荷210.54 t/h,床温958 ℃,已达床温允许上限。改造后锅炉运行在同等负荷下,锅炉各项参数稳定,床温未超允许值。改造后锅炉床温对比改造前大负荷试验结果,锅炉床温明显降低。

图2 3号锅炉改造前运行画面(负荷210 t/h,床温958 ℃)
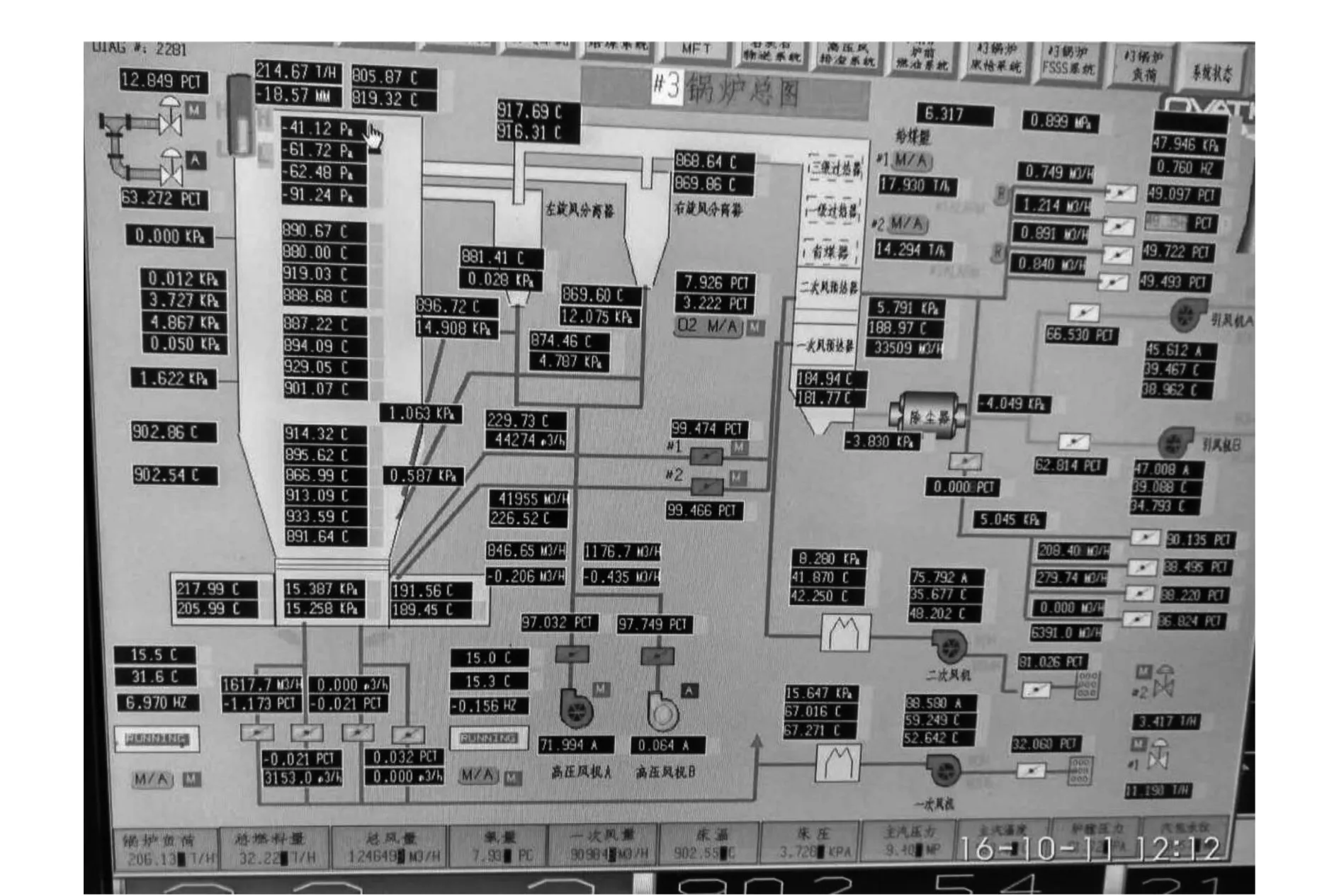
图3 改造后锅炉运行画面(负荷206 t/h,床温902 ℃)
3.2 锅炉运行周期
3号锅炉自2016年10月10日点火启动,12月16日停炉。运行68天,停炉进行一次炉内检查,未发现水冷壁磨损情况。2017年2月16日06∶00再次启动运行至2017年6月10日,累计运行183天。运行时间基本达到预期效果,检查水冷壁管子整体磨损情况,磨损程度比照以往显著减轻,水冷壁未发生大面积减薄现象,仅在局部位置有侧向磨损现象,分析是由于煤质变化引起锅炉一次风量增加以及炉内配风不均匀而导致的磨损。
3.3 灰循环系统运行异常
3号锅炉改造后初期运行基本稳定,各项参数都处于正常范围。运行一个月后,在2016年11月中旬和12月中旬分别出现回料不畅的情况。回料不畅的原因经分析认为:锅炉返料能力余量不足,改造前锅炉就出现过返料波动现象,改造后由于入炉煤热值下降,灰分比之前大幅上升,再加上分离器提效后分离效率提升,导致炉内循环物料显著增加,受限于返料器能力不足的因素,发生返料波动现象。
4 运行问题分析及处理
4.1 侧向磨损检查及处理方案
磨损原因分析:根据磨损集中部位及磨损方向,分析是由于循环灰量增加、一次风量增大以及配风不均匀导致的局部磨损。冬季以后由于煤源紧张,来煤较杂,煤中含有矸石及石块较多;且冬季锅炉负荷大,也是锅炉一次风量大的原因。
防磨处理措施:磨损位置补焊、严重磨损区域增加防止侧向磨损的防磨板、防磨梁四角增加可塑料。防磨梁上部和下部的区域需增加防磨喷涂,以减轻局部磨损。喷涂区域覆盖防磨梁上、下300 mm。

图4 四角处防磨
4.2 磨损缺陷消除后的效果
检修消缺后, 3号锅炉再次启动,运行63天后停炉进行锅炉内部检查,重点对上次发现的184个磨损点进行检查,未发现明显局部磨损。

图5 停炉检查防磨片(局部磨损消除)
4.3 锅炉回料异常情况及分析
3号锅炉实施了防磨梁改造,为避免由于防磨梁安装后出现锅炉床温上涨的情况,同时通过水平烟道加装导流凸台对分离器效率进行了提效改造。
3号锅炉改造后初期运行基本稳定,各项参数都处于正常范围。运行一个月后,分别出现回料不畅、床压大幅波动的情况。分析其原因主要有以下几点:
(1)由于10月以后随着入厂煤热值下降、灰分升高(热值从4 800大卡降至4 100大卡、灰分从30%增至40%)等原因导致锅炉循环灰量增大,结合改造过程对分离器效率的提升,使得循环灰量远高于改造前;
(2)锅炉回料阀设计余量偏小,锅炉投产后间断出现过多次返料波动情况;
(3)回料阀设计存在欠缺,布风板阻力偏大,风帽小孔出口风速接近100 m/s(常规设计值为40~50 m/s),翻墙高度设计偏大(超过2 m);
(4)回料阀左侧松动母管风量偏低,回料阀风量分配存在偏差。
4.4 解决方案
考虑到锅炉煤种变化,按照最新入炉煤种重新对分离器效率进行核算,对分离器进行二次优化,改造后满负荷烟气速度改为22.5m/s。分离器入口烟道尺寸优化后可一定程度上降低循环灰量,进而减小回料阀波动。
3号锅炉现有两台回料阀,安装风帽62只,其中松动风帽21只,返料风帽41只。松动风帽和返料风帽均匀分布4个小孔,孔径分别为5.5 mm和6 mm。高压流化风机采用罗茨风机,风机出口设计压力60 kPa,风量3 638 m3/h,采用1运1备方式运行。
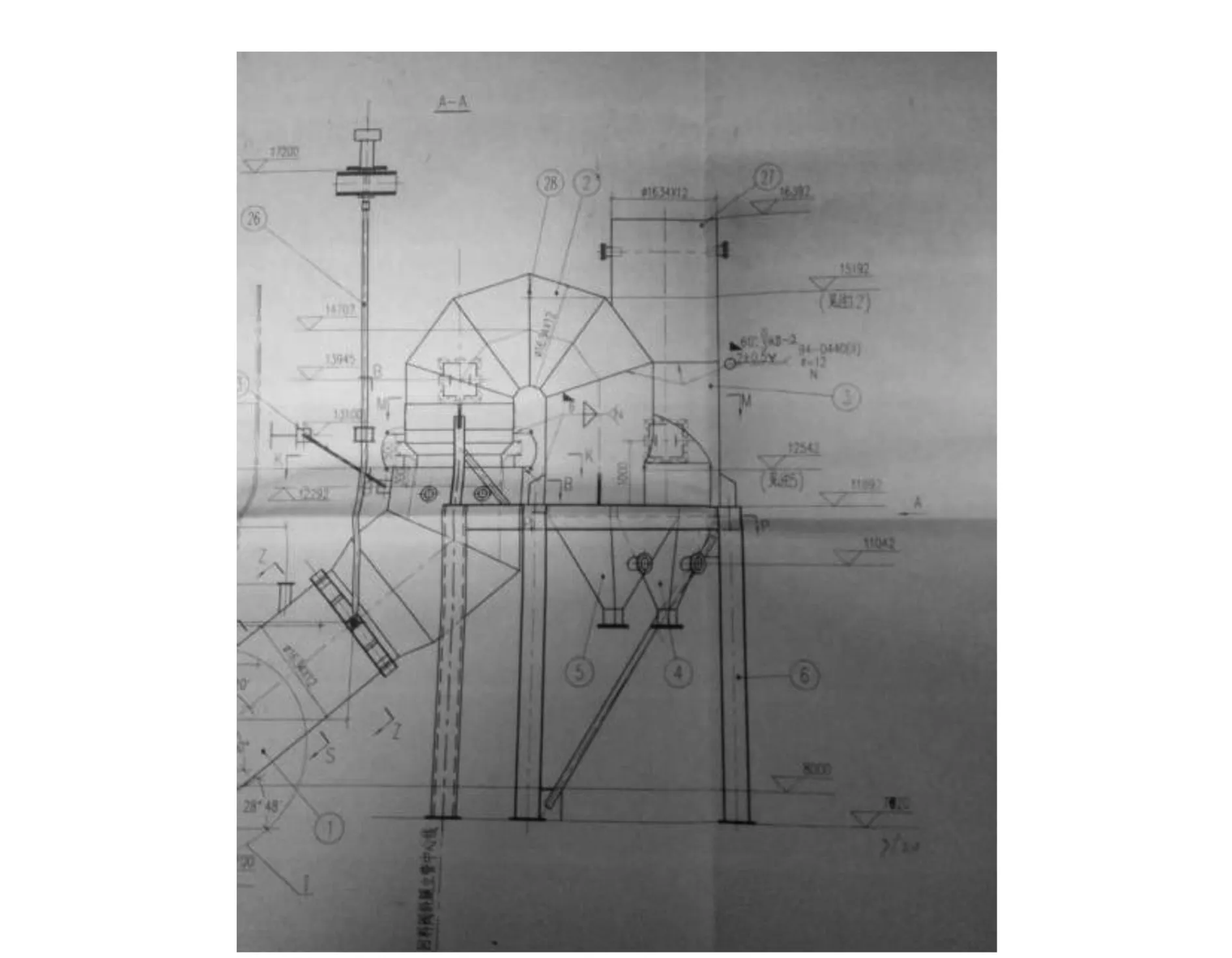
图6 回料阀结构图
根据风机风量以及布风板设计参数,松动风帽和返料风帽小孔出口风速分别达到了96.2 m/s和97.9 m/s,风帽阻力超过11 kPa,风速和阻力都远大于常规设计值。需要后期对布风板风帽进行改造,将小孔风速调整至40~50 m/s。为优化锅炉返料器,对返料器风帽进行改进。主要针对当前返料器风帽小孔风速过高进行了适当调整,以优化松动风和返料风的配比。改造后布风板阻力更加合理,布风均匀性效果良好,返料器运行有一定效果改进。
图7 改造后回料阀流化试验布风均匀性
5 高压流化风改造
3号锅炉存在回料阀间歇性返料不畅的现象,为了在返料异常时加快回料阀返料,可通过临时增加高压流化风量的方法加以改善。从厂用压缩空气母管处因一路管道至高压流化风母管,管道加装减压阀(为确保管道严密性,在压缩空气母管接口处加装截止阀),管道采用DN80(或DN100)碳钢管道。在运行过程中,如发生返料波动情况可打开减压阀以提高高压流化风量,打开压缩空气减压阀时注意观察高压流化风母管压力,防止高压流化风机过流跳机。
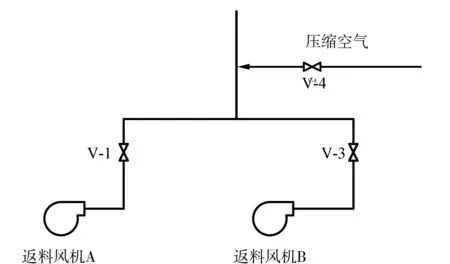
图8 回料阀高压风示意图
方案实施效果
经过2017年3号锅炉回料阀风帽更换、高压流化风管路调整和旋风分离器入口烟道尺寸调整,在后续的运行期间,3号锅炉发生回料异常的情况明显降低。在锅炉紧急加减负荷过程中,偶尔有过轻微波动,不影响锅炉稳定运行。
6 改造前后锅炉磨损对比
表1给出了2016年7月3号锅炉加装防磨梁后到2018年末,对三台锅炉检修换管量统计。从锅炉整体磨损情况来看:3号锅炉进行防磨梁改造后,水冷壁磨损更换水冷壁管根数、换管总长度要比其它炉要少;且进行炉膛检查,管壁厚度没有明显急剧减薄情况。水冷屏、二过和风帽更换数量相当,反映锅炉运行工况和磨损量基本相当,综合对比说明锅炉防磨梁改造,起到了对减轻水冷壁磨损的效果。
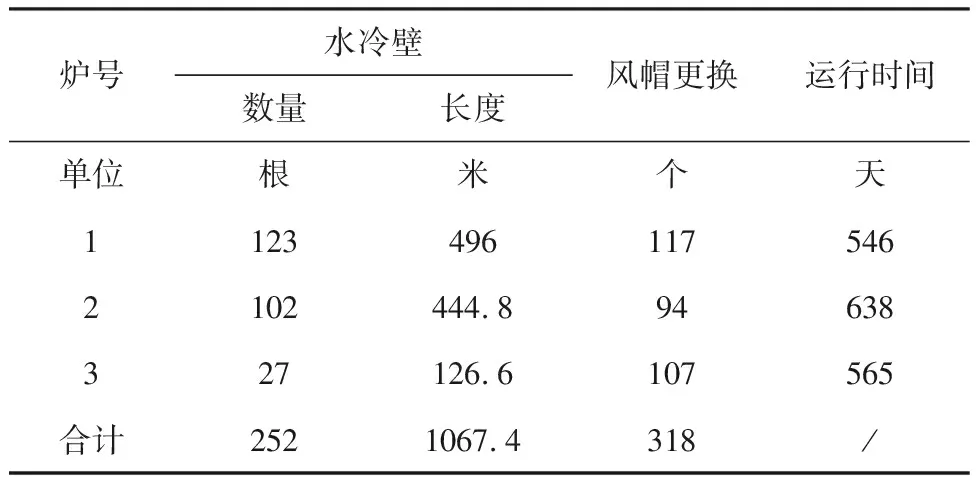
表1锅炉受热面及磨损部件数量对比
7 结束语
锅炉防磨梁在我公司热电厂应用过程中,使锅炉炉膛水冷壁整体磨损减轻,延长了锅炉运行时间,防磨效果明显。另外,由于燃煤中含有矸石,且运行一次风量偏大,导致出现了水冷壁局部磨损情况,后经增加防磨护板、增加喷涂等措施消除缺陷。由于锅炉旋风分离入口烟道尺寸调整,使分离效率提高,在发生煤质和负荷波动时,尤其是在回料系统有缺陷的情况下,会造成灰循环系统工作异常,发生灰循环停滞、波动情况。在下一步锅炉防磨梁改造工作中,需要借鉴目前掌握的经验,充分考虑煤质变化、运行调整、辅助喷涂防磨和灰循环系统检查等措施内容,充分做好炉膛中间部位受热面磨损防治措施等内容,完善锅炉防磨技术,减轻受热面磨损,保证锅炉运行稳定,达到延长锅炉运行周期目的。
猜你喜欢
上海节能(2022年11期)2022-11-24
山西化工(2022年4期)2022-09-23
云南化工(2020年6期)2020-07-01
应用能源技术(2019年11期)2019-12-03
中国粮油学报(2019年4期)2019-07-12
农业工程学报(2019年3期)2019-02-23
中国设备工程(2018年21期)2018-01-29
铁道机车车辆(2016年3期)2016-10-25
专用汽车(2016年1期)2016-03-01
应用能源技术(2015年1期)2015-02-27