
烘焙林业废弃物生物质与煤粉不同配比混合颗粒的流化特性
2019-02-23 03:45:14徐贵玲李梦慧
农业工程学报 2019年3期
徐贵玲,李梦慧,卢 平
烘焙林业废弃物生物质与煤粉不同配比混合颗粒的流化特性
徐贵玲,李梦慧,卢 平
(江苏省物质循环与污染控制重点实验室,南京师范大学能源与机械工程学院,南京 210042)
为考察烘焙林业废弃物生物质与煤粉二元混合物的流化特性,在自行搭建的流化试验装置上,进行不同质量配比的烘焙生物质与煤粉二元混合颗粒系统的流化试验,获得该系统的流化特性曲线,并在此基础上确定二元混合颗粒的起始流化速度、最小流化速度和完全流化速度等特征速度,进而获得“组分-特征速度”的相平衡图,探讨烘焙生物质质量分数(0,20%,40%,60%,80%和100%)对二元混合颗粒流化特性的影响规律,并提出了预测烘焙生物质与煤粉二元混合颗粒最小流化速度的经验公式。结果表明,煤粉颗粒与烘焙生物质颗粒单独流化时,流化曲线可以划分为4个区域:I固定床区域,II过渡区域,III起始流化区域和IV完全流化区域。完全流化区域标准化床层比压降值的大小依次为:无烟煤1(0.90)>无烟煤2(0.86)>烘焙生物质1(0.84)>烘焙生物质2(0.53),流化质量依次变差。烘焙生物质与煤粉二元混合颗粒的流化曲线与其单组分颗粒的流化曲线近似,但区域II和III所对应的气速的范围明显缩小。随着烘焙生物质质量分数的增加,完全流化区域的标准化床层比压降值呈现出逐渐减小的趋势,混合颗粒的流化质量逐渐变差,起始流化速度先增大后减小,完全流化速度先减小后增大,最小流化速度逐渐减小。不同特征速度对应着不同流化阶段间的过渡,通过流化气速所处的区间并结合“组分-特征速度”相平衡图,可以对二元混合颗粒所处的流化状态进行预判,并可根据实际工程应用需要对操作流化气速进行相应的调节。该文所获得的不同配比烘焙生物质与煤粉二元混合颗粒最小流化速度经验公式可以在–25%~+20%的误差范围内对烘焙生物质与煤粉二元混合颗粒的最小流化速度进行较好地预测。研究结果可为生物质与煤流化床共气化工艺中的气化炉等相关工艺设备的设计和安全稳定运行提供参考。
生物质;煤;速度;二元混合颗粒;流化特性
0 引 言
中国作为农业大国,生物质资源非常丰富,基于生物质资源的可再生性及其利用过程中的碳平衡性,将生物质废弃物转化为能源并加以利用的工艺极具开发潜力[1]。目前,生物质与煤流化床共气化技术不仅是煤炭高效清洁利用的新技术,而且为生物质能的大规模高效利用提供了新的途径,近年来受到研究者们的广泛关注[2-3]。研究表明[4-5],气化原料的有效流化可以促进气固两相的传热、传质以及提高化学反应速率。因此,研究生物质与煤二元混合物料的流化特性对于流化床反应器的设计和安全稳定运行具有重要意义。生物质原料在经过破碎加工处理之后所形成的颗粒形状非常不规则,当量直径相差较大,加上生物质的密度一般较小,水分含量较高,在流化过程中容易产生沟流、节涌和架桥等现象,很难单独流化[6]。为了改善生物质颗粒的流化特性,研究者们通常向生物质颗粒中加入易于流化的惰性物质(如河砂、石英砂、玻璃珠、炉渣等)构成二元混合颗粒系统[7-11]。朱锡锋等[12]针对木粉和稻壳颗粒的流化特性进行了较为系统的试验研究,研究发现,木粉虽然可以流化,但其流化范围很窄,而稻壳颗粒则几部完全不可流化;添加惰性载体砂子后,木粉和稻壳颗粒的流化特性均趋于变好,且砂子所占比例越高,混合颗粒越易流化。郭庆杰等[13]同样研究发现,纯锯末颗粒在流化床中不能流化,加入惰性固体颗粒构成锯末/玻璃珠、锯末/沙子双组分混合物可实现流化,并研究了不同粒径、不同配比混合物的流化规律。Zhong等[14]在矩形截面生物质流化床上考察了生物质颗粒形状以及流化床截面尺寸对5种不同生物质以及生物质与惰性床料(石英砂、氧化铝等)二元混合物的流化特性。将生物质与煤共气化,一方面,煤颗粒起到了惰性粒子的作用,另一方面,煤和生物质在物理特性和气化特性上有许多互补性,然而,现有文献中关于生物质与煤粉二元混合颗粒流化特性的研究相对较少[15-17],关于烘焙生物质与煤粉二元混合颗粒流化特性的研究鲜有涉及。Rousset等[18]比较了生物质物料烘焙处理前后的流化特性,并指出通过烘焙处理也可以改善生物质颗粒的流化特性,烘焙生物质颗粒可以呈现出类似干煤粉颗粒的流化行为。因此,用烘焙生物质替代原生生物质,与煤粉混合构成二元混合物,将有利于气化炉的安全稳定运行以及改善相关气化指标[19],有必要针对烘焙生物质颗粒及其与煤粉二元混合颗粒的流化特性开展进一步的试验研究。
在粉体物料的流化特性研究中,流化床中的颗粒通过自身的物性参数(如颗粒密度、尺寸和形状等)影响流化质量,其中,最小流化速度是流态化相关工艺设备设计的关键参数之一,建立预测最小流化速度的经验公式具有非常重要的现实意义。国内外研究者们已经针对单组分颗粒的最小流化速度开展了大量的理论和试验研究,提出了许多预测和计算的经验公式[10, 20]。对于二元混合颗粒流态化系统,涉及到颗粒密度差、粒径比以及混合比例等因素,其临界流化状态及最小流化速度的确定变得很复杂[21-23]。有些研究者提出将二元流化系统颗粒的物性平均化,再结合Ergun方程和Wen & Yu公式[24],通过试验得到阿基米德准则数和临界雷诺数的关系,从而获得二元混合颗粒最小流化速度的经验公式[4, 21, 25]。然而,现有的研究也主要涉及对生物质和惰性物质二元混合颗粒最小流化速度的预测,对于烘焙生物与煤粉二元混合颗粒最小流化速度经验公式的研究更是鲜有报道。
本文以淮北无烟煤煤粉和经过烘焙预处理的林业废弃生物质为试验原料,利用自行搭建的流化试验装置,对不同质量配比的烘焙生物质与煤粉二元混合颗粒系统进行了冷态下流化试验研究,获得了该二元混合颗粒系统的流化特性曲线,并由此确定二元混合颗粒的起始流化速度、最小流化速度和完全流化速度等特征速度,重点考察了烘焙生物质质量分数对二元混合颗粒系统流化特性的影响规律,并在理论分析的基础上,提出了预测烘焙生物质与煤粉二元混合颗粒最小流化速度的经验公式,旨在从生物质与煤粉二元混合物质量配比以及操作流化气速的合理选取等方面为流化床气化炉的安全稳定运行提供一定的参考依据。
1 试验原料和试验装置
1.1 试验原料
本文采用淮北无烟煤(Huaibei anthracite,HBA)和经过烘焙处理的生物质(林业废弃物木屑,详细介绍见参考文献[26],烘焙条件:在常压(0.101 3 MPa)无氧条件下,以10 ℃/min的升温速率升至300 ℃并保温45 min)(torrefied biomass,TB)为试验原料。试验前将无烟煤和烘焙生物质经粉碎处理,分别制得粒径不同的两组试验样品,其物性参数如表1所示。其中,颗粒密度采用美国Quantachrome公司生产的PoreMaster 60全自动压汞仪测得,堆积密度根据国家标准《粉尘物性试验方法》(GB/T 16913-2008)测得。试验原料其他物性参数的测试方法、粒度分布及扫描电镜照片详见参考文献[27]。将无烟煤1和2分别与烘焙生物质1和2进行混合,配置不同质量配比的混合物,烘焙生物质质量分数分别为0、20%、40%、60%、80%和100%。保证初始床层高度120 mm在试验过程中,先将烘焙生物质/煤粉混合物试样在105 ℃下干燥2 h,以排除含水率对混合物料流化特性的影响。
1.2 试验装置及方法
流化试验装置如图1所示,主要包括有机玻璃流化装置、U型管压差计、玻璃转子流量计、除湿器和氮气瓶。其中,有机玻璃流化装置高720 mm,内径为50 mm,其中风室高110 mm。流化介质由氮气瓶提供,氮气从风室经多孔布风板对物料进行流化,布风板的厚度和直径分别为10和160 mm,在直径为50 mm的有效开孔范围内开有81个直径为1 mm的小孔,开孔率为3.24%。为了防止物料颗粒堵塞小孔,在布风板上部放置若干层孔径为20m的滤网以细化通气孔径,使布风更加均匀。流化装置上布置有2个压力测点,一个位于风室处,另一个位于流化装置的出口附近,采用1 m长的U型管差压计记录试验过程中的差压值,U型管中的测压介质为水。流化装置顶部布置有细金属筛网以防止细颗粒在流化过程中被流化风带出。
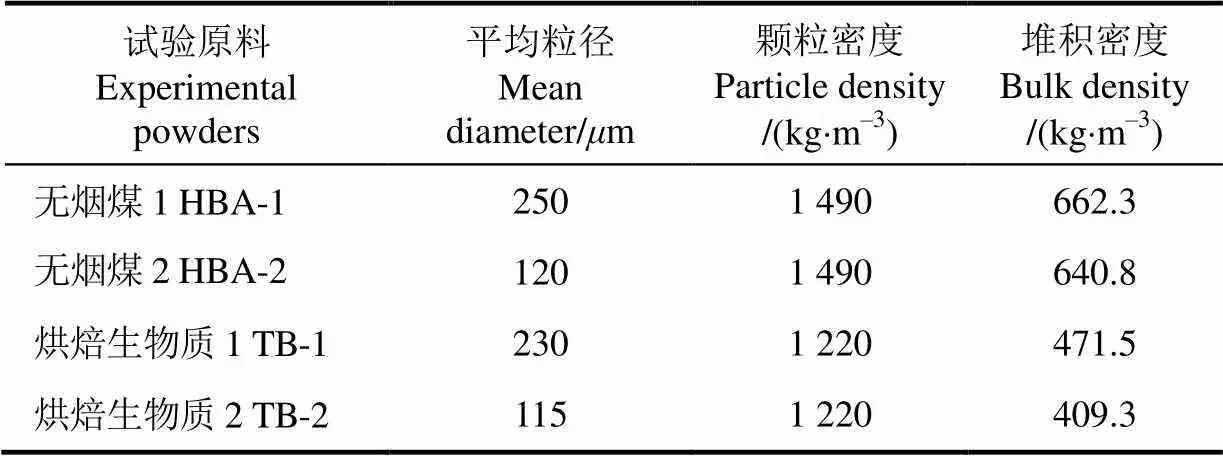
表1 试验原料物性参数
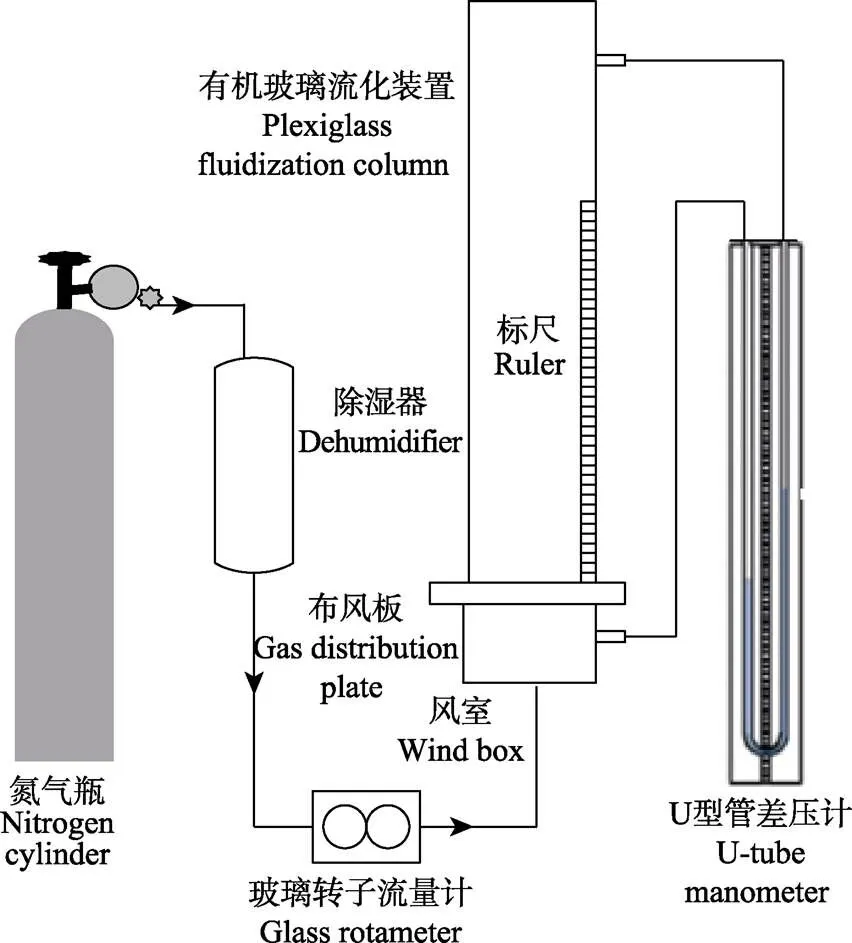
图1 试验装置
试验时从有机玻璃流化装置顶部缓慢加入试验物料,使其处于自然堆积状态,逐步增大流化风量,待床层物料达到充分流化后(即床层压降基本不再随流速改变),再逐步减小流化风量,在调节流化风量的过程中,保持某一流化风流量5 min,记录对应的流化床总压降。由于布风板阻力的影响,需先测出空床时不同流化风量下的压降,即空床压降。用流化床总压降减去空床压降即可获得床层压降。将流化风量经校正后计算床层表观气速,即可获得上行(升速)和下行(降速)的床层压降-气速曲线,进而可确定该颗粒床层的最小流化速度以及各种流化状态[28]。
图2所示为典型的床层压降-气速曲线。采用升速法所获得的床层压降-气速曲线由于颗粒系统的迟滞效应而带有任意性[24],研究表明[28],沿降速方向操作,可以避免沿升速方向操作时所呈现的压降鼓泡现象。因此,本文采用降速法获得的床层压降-气速曲线来研究物料的流化特性。将固定床区域床层压降-气速曲线OA延长至与完全流化区域床层压降-气速曲线BC相较于B点,该点对应的即为最小流化速度(mf),或者称为临界流化速度,认为该点对应的是物料的临界流化状态。为了进一步比较不同工况下床层物料流化状态,采用标准化床层比压降p表征床层物料的流化质量,可按下式进行计算[29]:
式中D为床层压降,Pa;为床层截面积,m2;为床层中流化颗粒的总质量,kg;为重力加速度,m/s2。当p=1时,表示床层处于最理想的流化状态;当床层压降进入不再随气速变化的区域后,若床层流化质量很差时,如发生崩裂、沟流或者腾涌现象时,会导致p的值显著降低[17,29]。
注:mf为最小流化速度;A为起始流化状态;B为临界流化状态;C为完全流化状态。
Note:mfis minimum fluidization velocity; A is beginning fluidization state; B is critical fluidization state; C is complete fluidization state.
图2 典型的床层压降-气速曲线
Fig.2 Typical bed pressure drop – gas velocity curve
1.3 试验工况及数据处理
对于粒径较大的无烟煤1和烘焙生物质1的单独流化试验,流化风量的调节范围为0.6~6 L/min,并以 0.2 L/min的变化速率调节流化风量,对应的流化风速范围为0.51~5.10 cm/s;对于粒径较小的无烟煤2和烘焙生物质2的单独流化试验,流化风量的调节范围为0.3~ 3 L/min,并以0.1 L/min的变化速率调节流化风量,对应的流化风速范围为0.25~2.55 cm/s;对于烘焙生物质与无烟煤混合物的流化试验,流化风量的调节范围为0.6~4.4 L/min,并以0.2 L/min的变化速率调节流化风量,对应的流化风速范围为0.51~3.74 cm/s。每组流化试验按照相同的操作步骤重复3次以保证试验结果的可靠性。下文中标准化床层比压降p为3次试验的平均值。
2 结果与分析
2.1 煤粉颗粒与烘焙生物质颗粒单独流化特性
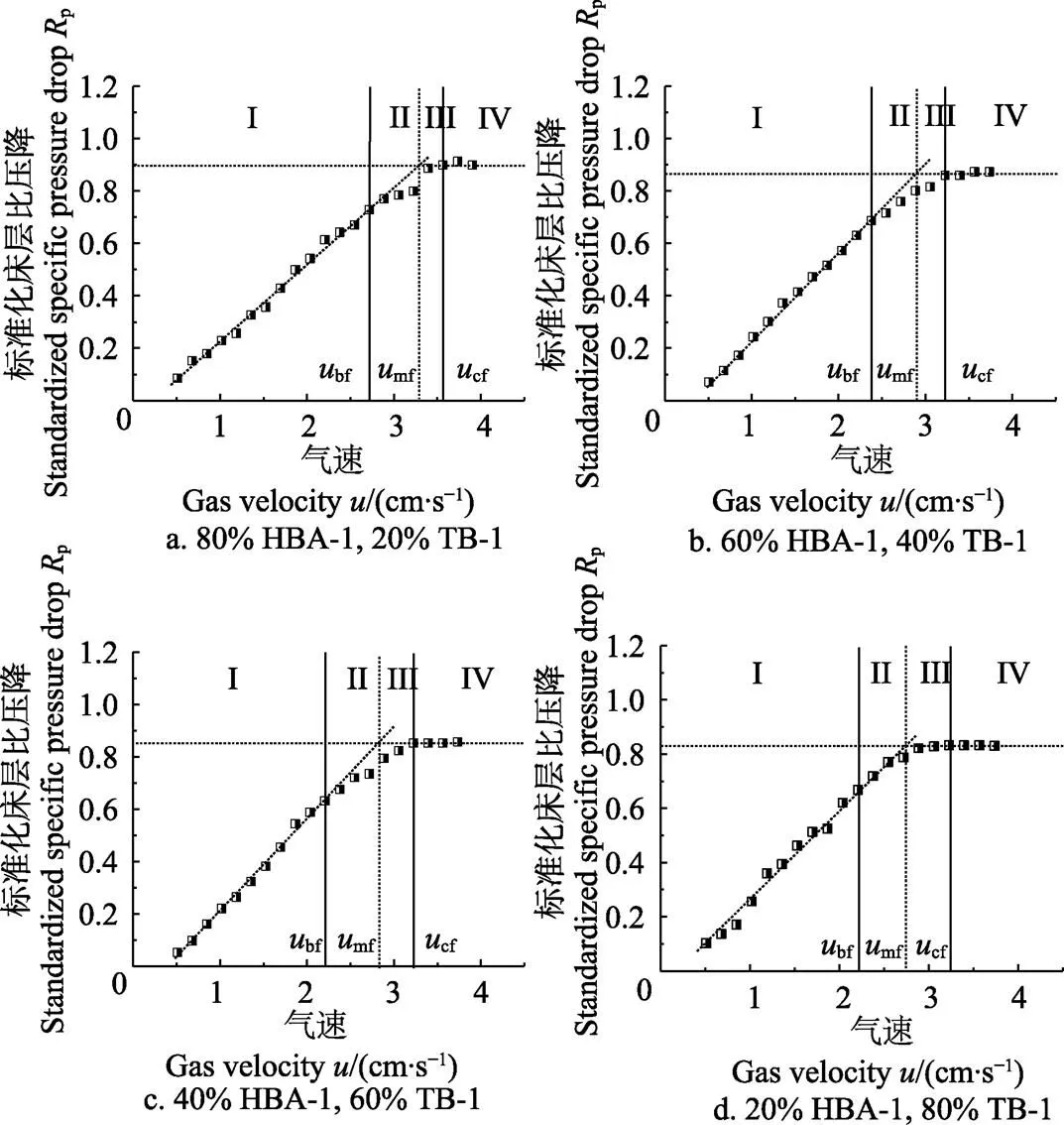
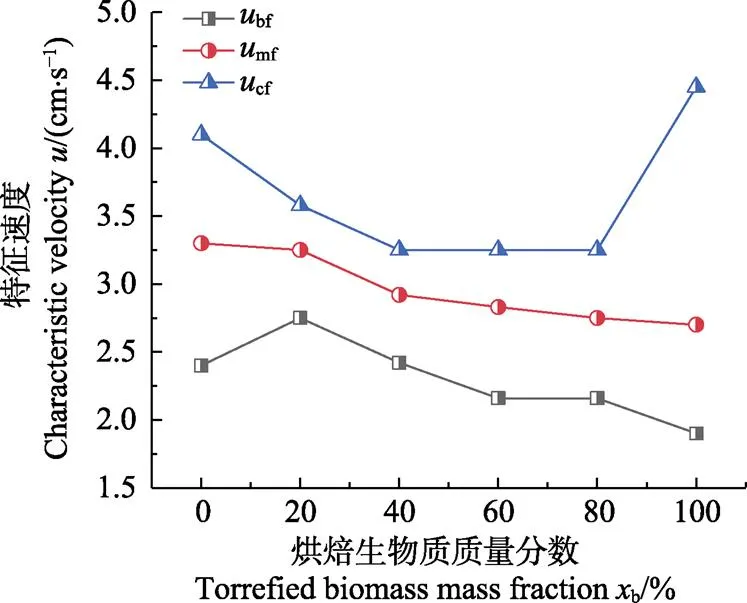
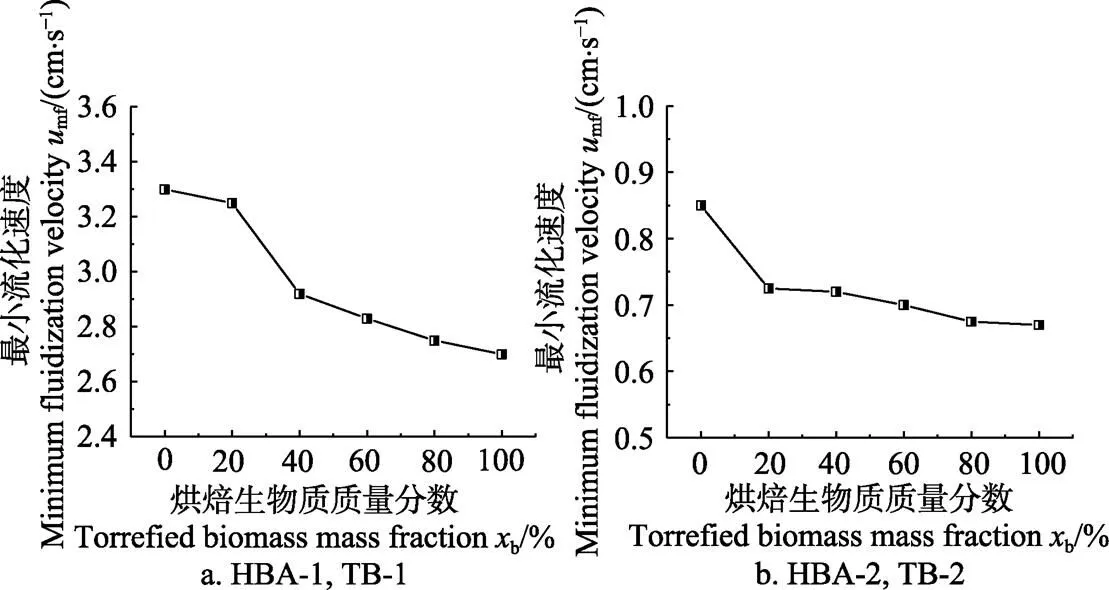
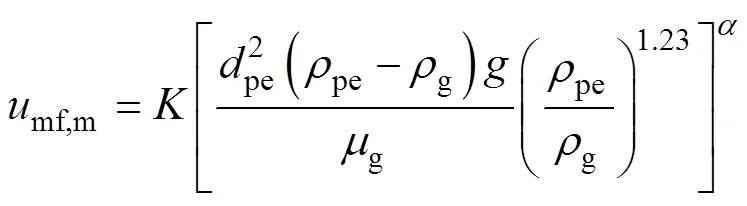
本文研究的煤粉和烘焙生物质均属于宽筛分的物料,颗粒粒径分布范围较广,且颗粒的形状不规则,颗粒表面较为粗糙,当物料处于完全流化区域时,颗粒在流化的过程中也容易发生分离,其流化状态与理想的流化状态仍有一定偏差,故对应的p的值会小于1。图3和图4所示分别为煤粉颗粒与烘焙生物质颗粒单独流化时的流化曲线。由图可以看出,随着气速的降低,煤粉颗粒与烘焙生物质颗粒单独流化曲线可以划分为4个区域,即流化过程可分为4个阶段。在IV区,即当>cf时,床层压降基本不随气速的变化而变化,整个床层物料处于完全流化状态,因此,C点对应的是完全流化速度(cf),IV区为完全流化区域;当 注:ubf为起始流化速度;umf为最小流化速度;ucf为完全流化速度;I为固定床区域;II为过渡区域;III为起始流化区域;IV为完全流化区域,下同。 图4 烘焙生物质颗粒单独流化曲线 通过比较不同粉体物料在完全流化区域的p值也定量地比较其流化质量[29]。由图3和图4还可以看出,4种不同物料颗粒单独流化时,在完全流化区域的p值的大小依次为:无烟煤1(0.90)>无烟煤2(0.86)>烘焙生物质1(0.84)>烘焙生物质2(0.53)。Leturia等[29]研究表明,粉体物料颗粒间黏附力越大,p的值偏离1的程度越大。同时,粉体物料的粒径分布范围越广,p的值偏离1的程度也越大[30]。作者前期研究表明[27],4种原料的Carr流动性指数及流动性从大至小依次为:无烟煤1>无烟煤2>烘焙生物质1>烘焙生物质2。其中,烘焙生物质2的流动性属于非常差(bad)的范畴,颗粒间的黏附力最大,且其粒径分布范围最广,因此,p的值偏离1的程度最大,仅为0.53。由于烘焙生物质2黏性非常强,流动性很差,在试验过程中,可以通过有机玻璃流化装置观察到床层物料反复出现呈栓塞状向上运动,到达一定高度后料层崩塌,在流化风的作用下料层又接着流化,流化过程中易形成沟流、喷涌等现象,这些不稳定流化现象的出现也会导致p的值显著降低,因此,可以认为烘焙生物质2颗粒单独流化时的流化效果很差。徐阳等[17]研究稻草及木屑的流化特性时发现,对于“针状特性”明显的稻草及木屑颗粒(颗粒长宽比较大),其p的值基本在0.6左右,并不能有效流化,结合流化试验结束后的颗粒界面图像可清楚观察到“穿孔”现象以及流化的不均匀性。 Oliveira等[31]研究表明,混合颗粒中粒径比越大,流化质量越差。本文分别将粒径相近的烘焙生物质1和无烟煤1,烘焙生物质2和无烟煤2混合配制成混合物料,进一步考察二元混合颗粒的流化特性,混合物料粒径比分别为1.09和1.04,基本可以忽略粒径比对混合物流化特性的影响。图5所示为烘焙生物质与煤粉二元混合颗粒的流化曲线。由图可以看出,随着气速的降低,烘焙生物质与煤粉混合流化时的流化曲线同样可以划分为4个区域:I固定床区域,II过渡区域,III起始流化区域和IV完全流化区域。这是由于本文试验所用的煤粉和烘焙生物质颗粒单独流化时的流化曲线形状较为接近,此时,双组分颗粒系统的流化曲线与单组分颗粒系统的流化曲线近似[32]。对比图3、4和5还可以看出,与煤粉颗粒及烘焙生物质颗粒单独流化时的流化曲线相比,二元混合颗粒流化曲线中区域II和III所对应的气速的范围明显缩小。这是由于本文所研究的混合颗粒在密度和粒径上都相对接近,不属于强分离体系[33],因此,在过渡区域和和初始流化区域不会出现明显的混合颗粒分层现象。但由于混合颗粒在流动特性上的差别,烘焙生物质颗粒间的黏附力大于煤粉颗粒,因此,随着烘焙生物质含量的增加,完全流化区域的p值呈现出逐渐减小的趋势,表明混合颗粒的流化质量逐渐变差。 注:以烘焙生物质1和无烟煤1混合物料为例。 由混合物的流化曲线确定二元混合颗粒的起始流化速度、最小流化速度和完全流化速度,进而获得“组分-特征速度”的相平衡图[28]。图6所示为烘焙生物质1与无烟煤1二元混合颗粒的“组分-特征速度”的相平衡图。由图可以看出,随着烘焙生物质质量分数的增加,起始流化速度呈现出先增大后减小的趋势,而完全流化速度则呈现出先减小后增大的变化趋势。不同特征速度对应着不同流化阶段间的过渡,通过流化气速所处的区间并结合“组分-特征速度”相平衡图,可以对二元混合颗粒所处的流化状态进行预判,并可根据实际工程应用需要对操作流化气速进行相应的调节。其中,最小流化速度是流态化相关工艺设备设计的关键参数,因此,进一步探讨烘焙生物质与煤粉二元混合颗粒的最小流化速度可为共气化技术中流化床气化炉等核心设备的设计和安全运行提供一定的数据基础。图7所示为不同二元混合颗粒最小流化速度曲线。由图可以看出,当烘焙生物质质量分数较小(20%~40%)时,最小流化速度随烘焙生物质质量分数的增大而减小的趋势较为明显;当烘焙生物质质量分数>40%时,最小流化速度随烘焙生物质质量分数的增大而减小的趋势减弱。刘伟伟等[34]在考察大差异双组分混合颗粒的最小流化特性时,研究发现混合颗粒最小流化速度随小颗粒质量分率增大而逐渐减小,并获得了与本文类似的变化趋势。宋新朝等[15]在研究生物质与煤混合颗粒流化特性时也发现,玉米秸秆/稻杆与煤二组分混合物的最小流化速度随着玉米秸秆/稻杆颗粒质量分数的增大而减小。徐阳等[17]和朱锡锋等[12]所获得的研究结果与本文存在差异,这主要是由于混合颗粒中主体颗粒粒径差异而导致的。 注:以烘焙生物质1和无烟煤1混合物料为例。 图7 二元混合颗粒最小流化速度曲线 研究者们对双组分物料混合流化的最小流化速度经验公式已经开展了一些的研究,主要集中于以下2类方法[25,28,32]:1)从双组分颗粒系统的最小流化速度与各单组分物料的最小流化速度、质量配比间的关系出发,基于各单组分物料最小流化速度试验值拟合回归提出双组分物料混合流化的最小流化速度经验公式,但由于实际工程应用中,单组分颗粒的最小流化速度试验值往往提前未知,且此方法对双组分颗粒粒径比的要求较高[35],因此,具有一定的局限性;2)从混合物平均物性假设出发[36],基于单组分颗粒最小流化速度经验公式进行修正,此方法是目前相关文献中的研究热点[25, 31]。本文根据Coltters等[37]的研究,基于采用量纲分析法获得的最小流化速度及其影响因素关系的指数方程进行修正: 式中和为常数,g为气体密度,kg/m3;g为气体黏度,kg/(m·s);pe为混合颗粒有效密度,kg/m3;pe为混合颗粒有效粒径,m,可分别按式(3)和式(4)进行计算[38]: 式中b为烘焙生物质质量分数,%;c为煤粉质量分数,%;b为烘焙生物质密度,kg/m3;c为煤粉密度,kg/m3;b为烘焙生物质粒径,m,c为煤粉粒径,m。根据本文试验数据进行拟合,=7.941 07×10–7和=0.846 71。因此,不同质量配比烘焙生物质与煤粉二元混合颗粒最小流化速度可以根据下式进行预测: 为了进一步考察式(5)的适用性及误差范围,选取不同质量配比的二元混合物进行模型验证,即烘焙生物质质量分数分别为25%、35%、45%、55%、65%、75%、85%和95%。图8所示为试验获得的二元混合颗粒最小流化速度与按照式(5)所得的预测值的对比。在本文试验范围内,式(5)可以在–25%~+20%的误差范围内对烘焙生物质与煤粉二元混合颗粒的最小流化速度进行较好地预测。 图8 二元混合颗粒最小流化速度预测值和试验值的对比 1)煤粉颗粒与烘焙生物质颗粒单独流化时,流化曲线可以划分为4个区域:I固定床区域,II过渡区域,III起始流化区域和IV完全流化区域。完全流化区域p值的大小依次为:无烟煤1(0.90)>无烟煤2(0.86)>烘焙生物质1(0.84)>烘焙生物质2(0.53),流化质量依次变差。 2)烘焙生物质与煤粉二元混合颗粒的流化曲线与其单组分颗粒系统的流化曲线近似,但区域II和III所对应的气速的范围明显缩小。随着烘焙生物质含量的增加,完全流化区域的p值呈现出逐渐减小的趋势,混合颗粒的流化质量逐渐变差。 3)由混合物的流化曲线可得到二元混合颗粒的起始流化速度(bf)、最小流化速度(mf)和完全流化速度(cf)等特征速度,进而获得“组分-特征速度”的相平衡图。随着烘焙生物质质量分数的增加,起始流化速度先增大后减小,而完全流化速度则先减小后增大。 4)不同特征速度对应着不同流化阶段间的过渡,通过流化气速所处的区间并结合“组分-特征速度”相平衡图,可以对二元混合颗粒所处的流化状态进行预判,并可根据实际工程应用需要对操作流化气速进行相应的调节。 5)当烘焙生物质质量分数较小(20%~40%)时,最小流化速度随烘焙生物质质量分数的增大而减小的趋势较为明显;当烘焙生物质质量分数>40%时,最小流化速度随烘焙生物质质量分数的增大而减小的趋势减弱。同时,获得了预测烘焙生物质与煤粉二元混合颗粒最小流化速度的经验公式,在本文试验范围内,可以在–25%到+20%的误差范围内对烘焙生物质与煤粉二元混合颗粒的最小流化速度进行较好地预测。 [1] Svoboda K, Pohorely M, Hartman M, et al. Pretreatment and feeding of biomass for pressurized entrained flow gasification[J]. Fuel Processing Technology, 2009, 90(5): 629-635. [2] Emami Taba L, Irfan M F, Wan Daud W A M, et al. The effect of temperature on various parameters in coal, biomass and CO-gasification: A review[J]. Renewable and Sustainable Energy Reviews, 2012, 16(8): 5584-5596. [3] Emami Taba L, Irfan M F, Wan Daud W M A, et al. Fuel blending effects on the co-gasification of coal and biomass – A review[J]. Biomass and Bioenergy, 2013, 57: 249-263. [4] Paudel B, Feng Z G. Prediction of minimum fluidization velocity for binary mixtures of biomass and inert particles[J]. Powder Technology, 2013, 237: 134-140. [5] Sharma A M, Kumar A, Patil K N, et al. Fluidization characteristics of a mixture of gasifier solid residues, switchgrass and inert material[J]. Powder Technology, 2013, 235: 661-668. [6] Cui H, Grace J R. Fluidization of biomass particles: A review of experimental multiphase flow aspects[J]. Chemical Engineering Science, 2007, 62(1/2): 45-55. [7] 王立群,宋旭,周浩生,等. 双组分颗粒系统流化特性的试验[J]. 江苏大学学报(自然科学版),2007,28(3): 232-236. Wang Liqun, Song Xu, Zhou Haosheng, et al. Experiment on fluidization behavior in binary mixture particle system[J]. Journal of Jiangsu University (Natural Science Edition), 2007, 28(3): 232-236. (in Chinese with English abstract) [8] 涂峰,张永奇,任海军. 生物质焦与煤焦混合物的共流化实验研究[J]. 煤炭转化,2010,33(3):82-86. Tu Feng, Zhang Yongqi, Ren Haijun. Experimental study on fluidization properties of binary mixtures for biomass char and coke[J]. Coal Conversion, 2010, 33(3): 82-86. (in Chinese with English abstract) [9] 乔晓晖,黄凤洪,杨湄,等. 油菜秸秆颗粒-石英砂在导向喷动流化床内的流动特性[J]. 华中农业大学学报,2007,26(6):880-884. Qiao Xiaohui, Huang Fenghong, Yang Mei, et al. Operating characteristic of quartz sand and oilseed rape straw in spout- fluidizing bed with a draft tube[J]. Journal of Huazhong Agricultural University, 2007, 26(6): 880-884. (in Chinese with English abstract) [10] Abdullah M Z, Husain Z, Yin Pong S L. Analysis of cold flow fluidization test results for various biomass fuels[J]. Biomass and Bioenergy, 2003, 24(6): 487-494. [11] Rao T R, Bheemarasetti J V Ram. Minimum fluidization velocities of mixtures of biomass and sands[J]. Energy, 2001, 26(6): 633-644. [12] 朱锡锋,陆强,郑冀鲁. 木粉和稻壳流化特性[J]. 太阳能学报,2006,27(4):345-348. Zhu Xifeng, Lu Qiang, Zheng Jilu. Study on the fluidization of sawdust and rice husk[J]. Acta Energiae Solaris Sinica, 2006, 27(4): 345-348. (in Chinese with English abstract) [13] 郭庆杰,张锴,张济宇,等. 生物质和惰性颗粒二组分混合物的最小流化速度[J]. 煤炭转化,1999,22(1):95-99. Guo Qingjie, Zhang Kai, Zhang Jiyu, et al. Study on flow characteristics binary mixture containing biomass materials and a second solid[J]. Coal Conversion, 1999, 22(1): 95-99. (in Chinese with English abstract) [14] Zhong W, Jin B, Zhang Y, et al. Fluidization of biomass particles in a gas−solid fluidized bed[J]. Energy & Fuels, 2008, 22(6): 4170-4176. [15] 宋新朝,王志锋,孙东凯,等. 生物质与煤混合颗粒流化特性的实验研究[J]. 煤炭转化,2005,28(1):74-77. Song Xinchao, Wang Zhifeng, Sun Dongkai, et al. Experimental study on the fluidization in the bed of biomass and coal mixtures[J]. Coal Conversion, 2005, 28(1): 74-77. (in Chinese with English abstract) [16] 纪括,鄢晓忠,江焯烨,等. 生物质及燃煤混合流化特性的实验研究[J]. 洁净煤技术,2013,19(2):74-77. Ji Kuo, Yan Xiaozhong, Jiang Zhuoye, et al. Experimental study on fluidization characteristics of biomass and coal co-firing[J]. Clean Coal Technology, 2013, 19(2): 74-77. (in Chinese with English abstract) [17] 徐阳,郭志国,陈雪莉,等. 稻草及木屑与煤二元混合颗粒的流化特性[J]. 华东理工大学学报(自然科学版),2016,42(1):1-8.Xu Yang, Guo Zhiguo, Chen Xueli, et al. Fluidization behaviours of sawdust-straw and coal binary mixed particles[J]. Journal of East China University of Science and Technology (Natural Science Edition), 2016, 42(1): 1-8. (in Chinese with English abstract) [18] Rousset P, Petithuguenin T, Rodrigues T, et al. The fluidization behaviour of torrefied biomass in a cold model[J]. Fuel, 2012, 102: 256-263. [19] 陈青,周劲松,刘炳俊,等. 烘焙预处理对生物质气化工艺的影响[J]. 科学通报,2010,55(36):3437-3443. Chen Qing, Zhou Jinsong, Liu Bingjun, et al. Influence of torrefication pretreatment on biomass gasification process[J]. Chinese Science Bulletin, 2010, 55(36): 3437-3443. [20] Anantharaman A, Cocco R A, Chew J W. Evaluation of correlations for minimum fluidization velocity (Umf) in gas-solid fluidization[J]. Powder Technology, 2018, 323: 454-485. [21] 刘柏谦,曾宪芳,章帅. 二元气-固流化系统临界流化速度的研究[J]. 中国粉体技术,2009,15(5):7-10. Liu Baiqian, Zeng Xianfang, Zhang Shuai. Study on critical fluidizing velocity in a binary mixture liquid-solid fluidization system[J]. China Powder Science and Technology, 2009, 15(5): 7-10. (in Chinese with English abstract) [22] 侯凤云,吕清刚,矫维红,等. 污泥颗粒与河砂混合流化特性的实验研究[J]. 过程工程学报,2007,7(2):223-228. Hou Fengyun, Lu Qinggang, Jiao Weihong, et al. The minimun fluidization characteristics of mixture of sludge pellets and river sand in a fluidized bed[J]. The Chinese Journal of Process Engineering, 2007, 7(2): 223-228. (in Chinese with English abstract) [23] 陈晓娜,张永民,唐军,等. 石英砂二元混合颗粒初始流化过程的研究[J]. 高校化学工程学报,2013,27(5): 729-736. Chen Xiaona, Zhang Yongmin, Tang Jun, et al. Initial fluidization processes of binary quartz sand particles with equal density[J]. Journal of Chemical Engineering of Chinese Universities. 2013, 27(5): 729-736. (in Chinese with English abstract) [24] 金涌. 流态化工程原理[M]. 北京:清华大学出版社, 2001. [25] Pérez N P, Pedroso D T, Machin E B, el al. Fluid dynamic study of mixtures of sugarcane bagasse and sand particles: Minimum fluidization velocity[J]. Biomass and Bioenergy, 2017, 107: 135-149. [26] 许盼,陈晓平,梁财,等. 生物质高压密相输送特性试验研究[J]. 工程热物理学报,2012,33(5):801-804. Xu Pan, Chen Xiaoping, Liang Cai, et al. Experimental research of high pressure dense phase conveying characteristics of biomass[J]. Journal of Engineering Thermophysics, 2012, 33(5): 801-804. (in Chinese with English abstract) [27] 徐贵玲,李梦慧,卢平,等. 不同烘焙生物质与煤粉配比混合物的流动及下料特性[J]. 农业工程学报,2018,34(1):186-192. Xu Guiling, Li Menghui, Lu Ping, et al. Flowability and discharge characteristics of mixtures with different ratio of torrefied biomass and pulverized coal[J]. Transactions of the Chinese Society of Agricultural Engineering (Transactions of the CSAE), 2018, 34(1): 186-192. (in Chinese with English abstract) [28] 张济宇,彭辉. 二组分混合物的最小流化特性Ⅱ.混合物平均物性与最小流化速度[J]. 燃料化学学报,1998,26(1):30-37. Zhang Jiyu, Peng Hui. Minimum fluidization characteristics of binary particle mixture II. Average properties of mixtures and minimum fluidization velocity[J]. Journal of Fuel Chemistry and Technology, 1998, 26(1): 30-37. (in Chinese with English abstract) [29] Leturia M, Benali M, Lagarde S, et al. Characterization of flow properties of cohesive powders: A comparative study of traditional and new testing methods[J]. Powder Technology, 2014, 253: 406-423. [30] Xu G L, Lu P, Li M H, et al. Investigation on characterization of powder flowability using different testing methods[J]. Experimental Thermal and Fluid Science, 2018, 92: 390-401. [31] Oliveira T J P, Cardoso C R, Ataide C H. Bubbling fluidization of biomass and sand binary mixtures: Minimum fluidization velocity and particle segregation[J]. Chemical Engineering and Processing, 2013, 72: 113-121. [32] 韩振波,鲍亦龄,吴文渊,等. 生物质与媒体混合系统的临界流化速度[J]. 节能技术,1995(6):10-12,18. Han Zhenbo, Bao Yiling, Wu Wenyuan, et al. Critical fluidization velocity of biomass and media mixing system[J]. Energy Saving Technology, 1995 (6): 10-12, 18. (in Chinese with English abstract) [33] 陈明强,姚运金,任铮伟,等. 木屑-石英砂喷动流化床内流动特性研究[J]. 安徽理工大学学报(自然科学版),2004,24(4):54-60. Chen Mingqiang, Yao Yunjin, Ren Zhengwei, et al. Flow characteristics of mixture of quartz sand – sawdust in a spout-fluidized bed with a draft tube[J]. Journal of Anhui Univerisity of Science and Technology (Natural Science), 2004, 24(4): 54-60. (in Chinese with English abstract) [34] 刘伟伟,范怡平,卢春喜. 大差异双组分混合颗粒的最小流化特性[J]. 过程工程学报,2008,8(6):1070-1074. Liu Weiwei, Fan Yiping, Lu Chunxi. Minimum fluidization characteristics of binary mixtures of particles with significant size difference[J]. The Chinese Journal of Process Engineering, 2008, 8(6): 1070-1074. (in Chinese with English abstract) [35] Cheung L, Nienow A W, Rowe P N. Minimum fluidisation velocity of a binary mixture of different sized particles[J]. Chemical Engineering Science, 1974, 29(5): 1301-1303. [36] Goossens W R A. Fluidization of binary mixtures in the laminar flow region[J]. Chemical engineering progress symposium series, 1971, 67: 38-45. [37] Coltters R, Rivas A. Minimum fluidation velocity correlations in particulate systems[J]. Powder Technology, 2004, 147(1/2/3): 34-48. [38] Guo Z, Chen X, Liu H, et al. Gravity discharge characteristics of biomass-coal blends in a hopper[J]. Fuel, 2014, 125: 137-143. Fluidization characteristics of torrefied forest waste biomass and pulverized coal mixture particles with different mixing ratios Xu Guiling, Li Menghui, Lu Ping (210042,) Fluidized bed co-gasification of biomass and coal is a new technology for efficient and clean coal utilization, as well as an innovative method for the large-scale efficient utilization of biomass energy. The effective fluidization of gasification feedstocks can promote the heat transfer, mass transfer between gas-solid phases and increase the chemical reaction rate. Using torrefied biomass to replace raw biomass can improve the fluidization characteristics of gasification feedstocks. The investigations on fluidization characteristics of binary particle mixtures (BPMs) of torrefied biomass and pulverized coal are of great importance to the design and stable operation of fluidized bed reactors. In this paper, the fluidization experiments for the BPMs of forest waste biomass and pulverized coal were carried out with a fluidization experimental setup. The fluidization curves for the BPMs were obtained, the characteristic velocities including initial fluidization velocity, minimum fluidization velocity and complete fluidization velocity, were determined, and then “composition-characteristic velocity” phase equilibrium diagram was drawn. The effect of torrefied biomass mass fraction (0, 20%, 40%, 60%, 80% and 100%) on the fluidization characteristics of the BPMs were investigated. An empirical formula for predicting minimum fluidization velocity of the BPMs was proposed. The results showed that the individual fluidization curves for torrefied biomass and pulverized coal, respectively, can be divided into four regions: I fixed bed region, II transition region, III initial fluidization region, and IV complete fluidization region. The sequence of standardized bed pressure drop (p) in region IV for four different raw materials was as follows: anthracite 1 (0.90) > anthracite 2 (0.86) > torrefied biomass 1 (0.84) > torrefied biomass 2 (0.53), indicating the decrease of fluidization quality. The fluidization curves for the BMPs were similar to those of single-component particle system, while the gas velocity ranges corresponding to region II and region III were narrower. As torrefied biomass mass fraction increased, the values ofpin complete fluidization region decreased, indicating that the fluidization quality became poor, meanwhile, the initial fluidization velocity first increased and then decreased, the complete fluidization velocity first decreased and then increased, the minimum fluidization velocity decreased gradually. Different characteristic velocities corresponded to the transition between different fluidization stages. Combining the fluidization gas velocity with the “Composition - characteristic velocity” phase diagram, the fluidization state for the BMPs can be pre-judged. The fluidization gas velocity can be adjusted according to the requirement of industrial application. The empirical formula obtained in this paper can predict the minimum fluidization velocity of the BPMs of torrefied biomass and pulverized coal well with errors ranging from -25% to +20%. biomass; coal; velocity; binary particle mixture; fluidization characteristic 徐贵玲,李梦慧,卢 平.烘焙林业废弃物生物质与煤粉不同配比混合颗粒的流化特性[J]. 农业工程学报,2019,35(3):218-225.doi:10.11975/j.issn.1002-6819.2019.03.028 http://www.tcsae.org Xu Guiling, Li Menghui, Lu Ping.Fluidization characteristics of torrefied forest waste biomass and pulverized coal mixture particles with different mixing ratios[J]. Transactions of the Chinese Society of Agricultural Engineering (Transactions of the CSAE), 2019, 35(3): 218-225. (in Chinese with English abstract) doi:10.11975/j.issn.1002-6819.2019.03.028 http://www.tcsae.org 2018-07-20 2018-12-26 国家自然科学基金(51506100);江苏省高校自然科学研究面上项目(15KJB470008) 徐贵玲,江苏南京人,讲师,博士,主要从气固两相流动研究。 Email:xuguiling@njnu.edu.cn 10.11975/j.issn.1002-6819.2019.03.028 TQ 536 A 1002-6819(2019)-03-0218-08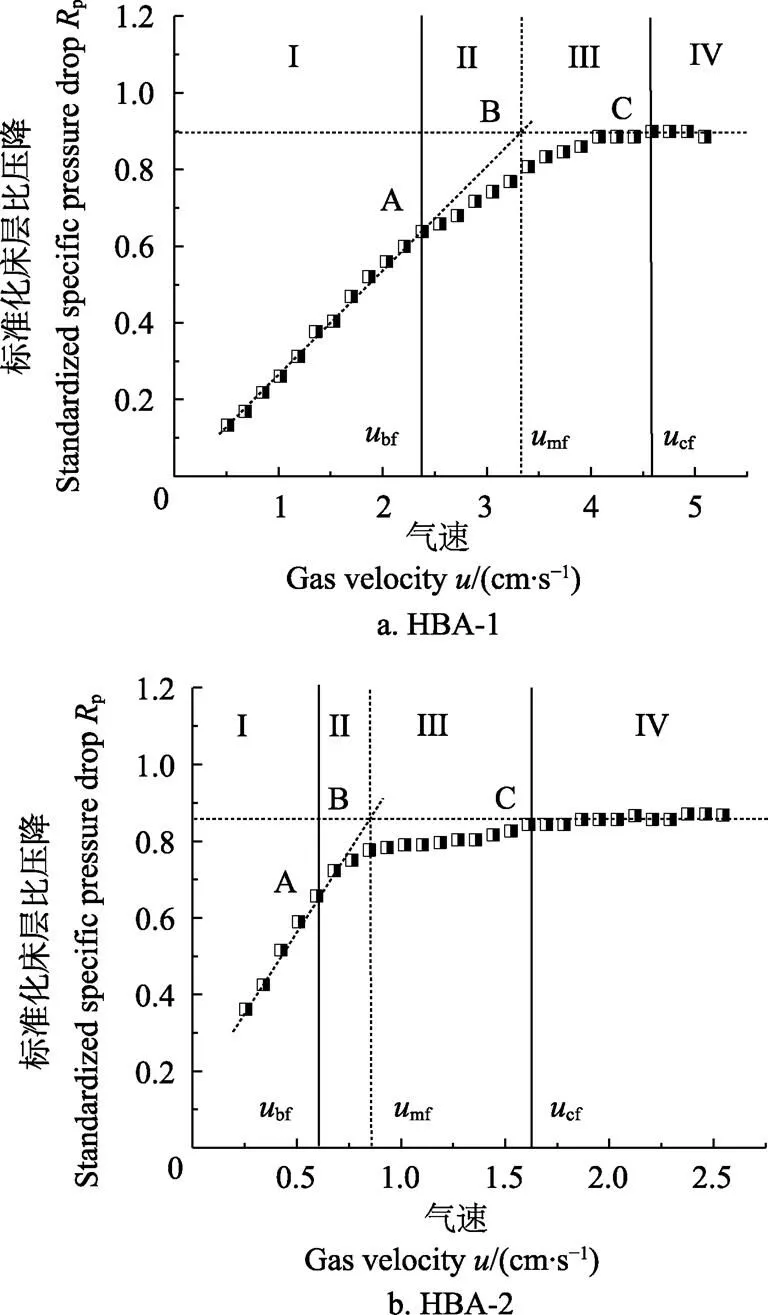

2.2 烘焙生物质与煤粉二元混合颗粒流化特性
2.3 烘焙生物质与煤粉二元混合颗粒的最小流化速度预测



3 结 论
猜你喜欢
山东冶金(2022年4期)2022-09-14 09:00:08
云南化工(2020年6期)2020-07-01 03:38:50
固体火箭技术(2019年5期)2019-11-15 03:59:32
中国粮油学报(2019年4期)2019-07-12 09:06:26
中国环保产业(2018年5期)2018-05-31 00:09:16
化学工业与工程(2017年2期)2017-04-10 07:12:05
专用汽车(2016年1期)2016-03-01 04:13:32
中国石油大学学报(自然科学版)(2015年2期)2015-11-10 06:07:43
中国工程咨询(2015年4期)2015-02-14 03:50:00
化工科技(2014年5期)2014-06-09 05:17:22
