
焊接速度对304L钢薄板激光焊接接头性能的影响
2019-07-10 07:08:20舒林森
陕西理工大学学报(自然科学版) 2019年3期
王 波, 舒林森,2*
(1.陕西理工大学 机械工程学院, 陕西 汉中 723000;2.陕西省工业自动化重点实验室, 陕西 汉中 723000)
304L不锈钢具有良好的耐蚀性,耐高、低温且冲击韧性好,在航空、航天、船舶、汽车、压力容器和食品机械等行业中得到广泛应用[1-2]。与普通碳素钢相比,不锈钢的热胀系数大,导热系数小,焊接时易发生变形。对于厚度为1 mm的不锈钢薄板而言,传统技术(如MIG/MAG焊接、TIG焊接等)更易引发焊后变形大、焊缝成形不良、甚至烧穿等问题[3-4]。较之传统的焊接方式,脉冲激光焊接具有热源密度集中、易于控制焊接轨迹、热影响区较窄、焊缝成形好等优点,适宜薄板不锈钢材料的焊接[5-7]。焊接速度直接影响薄板焊接效率和焊接接头的力学性能。文献[8-9]通过研究不同焊接速度对激光焊接接头性能的影响,获得了激光焊接接头的焊接工艺与力学性能。
近年来,国内外学者对304L不锈钢薄板激光焊接速度、焊接接头性能等方面开展了广泛的研究。文献[10-12]研究了不锈钢薄板焊接工艺性能、焊后变形;文献[13-15]通过分析、研究影响金属焊接接头力学性能的因素,得到了成形较好的焊缝接头。
虽然有关不锈钢薄板激光焊接接头性能研究成果的报道不多,但上述文献的研究成果为厚度小于1 mm的薄钢板焊接提供了基础理论和研究思路。本文以厚度0.4 mm的304L不锈钢薄板为研究对象,通过对200、250、300、350、400 mm/min这5种速度下激光焊接接头的硬度、拉伸性能进行测试分析,为厚度0.4 mm的304L不锈钢薄板的焊接应用提供参考。
1 试验材料与方法
1.1 试验材料
试验材料为厚度0.4 mm的304L不锈钢薄板,母材化学成分及力学性能如表1和表2所示。

表1 304L不锈钢主要化学成分表

表2 304L不锈钢的性能指标
1.2 试验设备及方法
激光焊接系统的构成如图1所示,该激光系统由激光系统、保护气系统、控制系统、冷却系统和工作台组成。其中Nd∶YAG激光器最大输出功率P=800 W,激光波长为λ=1064 nm,标准光斑直径D=1.5 mm,控制系统具备X、Y、Z方向移动自由度,精度达0.01 mm。激光焊接前设置焊接参数及不同焊接速度,对试件进行激光焊接。本文采用变焊接速度的试验方法,5种焊接速度分别设置为V1=200 mm/min、V2=250 mm/min、V3=300 mm/min、V4=350 mm/min、V5=400 mm/min。试验过程中其余工艺参数分别为离焦量h=-25 mm,脉宽b=2.4 ms,电流I=170 A,工作频率f=14 Hz。

图1 激光焊接系统组成
采用HV-1000数字式显微韦氏硬度计对焊接接头横截面硬度进行测量(载荷为9.8 N,加载时间为10 s)。具体实施中,待试件完成激光焊接后冷却半小时再进行测量。采用多点测量法来表征焊接接头横截面硬度情况,即在焊接接头横截面上沿垂直于焊缝方向依次选取21个测量点,获取焊后304L不锈钢薄板硬度数据。拉伸试验采用YL100-W液压双动拉伸机在拉伸速度为5 mm/min条件下进行,拉伸前在试件参数中设置试样宽度10 mm,厚度0.4 mm,标距30 mm。为减小试验偶然性及数据计算误差,不同试验参数下分别选取3组拉伸试样求其平均值,记录试验机单向拉伸试验数据。
1.3 焊接试件制备

图2 拉伸试样尺寸及硬度测量路径
为减少激光焊接接头以及拉伸试样中的焊接缺陷,本试验采取先在较大的试验薄板上完成对接焊试验,然后在焊后薄板上切割出拉伸试样,并清洗拉伸试样表面的油污。先用砂纸打磨掉较大试验薄板上对边的加工痕迹和表面氧化层等杂质,最后用丙酮将试件清洗和风干燥处理,用酒精擦拭304L不锈钢薄板的待焊接部位,然后采用自制夹具将两块较大薄钢板对接并固定,对接处的间隙小于0.1 mm。以最优焊接工艺参数分别进行不同焊接速度的激光焊接试验,对焊后薄板进行切割、清洁,得到如图2所示较为均匀、完整的拉伸试样。选取垂直于焊缝中心的方向,切割出15 mm的显微硬度观测试件,并在试件表面均匀选取21个测量点,测量焊接接头硬度值。
2 试验结果与分析
2.1 焊接接头的宏观形貌
图3为不同焊接速度下激光焊接试样宏观形貌。可以看出,5种焊接速度下304L不锈钢薄板的焊接接头较为完整、均匀,且都已熔透,焊缝自熔性良好,熔宽随着焊接速度的提高而减小。观察焊后试件的整体形貌可知,随着焊接速度的提高,焊缝熔宽逐渐减小,焊缝质量逐渐改善。当焊接速度为200、250 mm/min时,焊接接头较宽,易过烧,呈现出黑色,特别是焊接速度为200 mm/min时,焊缝处出现了明显的咬边现象;当焊接速度提高至400 mm/ min时,焊缝较窄,无缺陷,鱼鳞纹明显呈银白色。

图3 不同焊接速度下激光焊接试样宏观形貌

图4 焊接速度对焊缝熔宽的影响
焊接速度对焊缝熔宽的影响情况如图4所示。通过测量5种焊接速度下焊缝的正、背面熔宽可知,当焊接速度逐渐提高时,试件焊接接头的熔宽都呈现逐渐减小的变化规律,且正面熔宽明显大于背面熔宽,这与焊接瞬时能量和焦点光斑位置密切相关。5组试验中离焦量值保持不变,当焊接速度逐渐减小时,激光光斑移动速度降低,焊缝处瞬时能量过大,冷却速度下降,接头熔化区域面积增大,使得焊接接头正、背面熔宽逐渐增大;当处于高焊接速度时,光斑快速移动使得焊接能量输入变小,冷却速度加快,304L不锈钢薄板母材的熔化区域减小,使得焊接接头正、背面熔宽逐渐减小。
2.2 显微硬度
图5为不同焊接速度下激光焊接接头的显微硬度分布。发现不同焊接速度下的304L焊接接头横截面硬度分布趋势基本相同,并且都以焊缝中心处对称,呈现出M形。热影响区和焊缝区的硬度值均高于母材区,并且在热影响区硬度上升和下降较为显著。当激光焊接速度分别为200、250、300、350、400 mm/min时,焊接接头焊缝区域的平均硬度值分别是305、306、310、324、337 HV;焊缝熔宽随着焊接速度的提高而减小,平均硬度变大,当焊接速度为400 mm/min时,焊接接头处的平均硬度约为母材硬度的1.2倍,其硬度最高值在接头中心两侧,约为350 HV。
图6为各焊接速度下熔合区和外侧热影响区平均硬度值。由图中平均硬度值分析可知,5种焊接速度下外侧热影响区的平均硬度值相差较小,大约在277~294 HV之间,接近于304L母材的硬度值271 HV。熔合区硬度值随着焊接速度的提高而逐渐变大,焊接速度为400 mm/min时,其硬度值最大,为332 HV;激光焊接速度较低会使焊缝处硬度降低,当焊接速度为200、250 mm/min时,瞬时能量输入过大,冷却能力下降,致使焊接接头处出现咬边、过烧等不足,使其平均硬度降低。
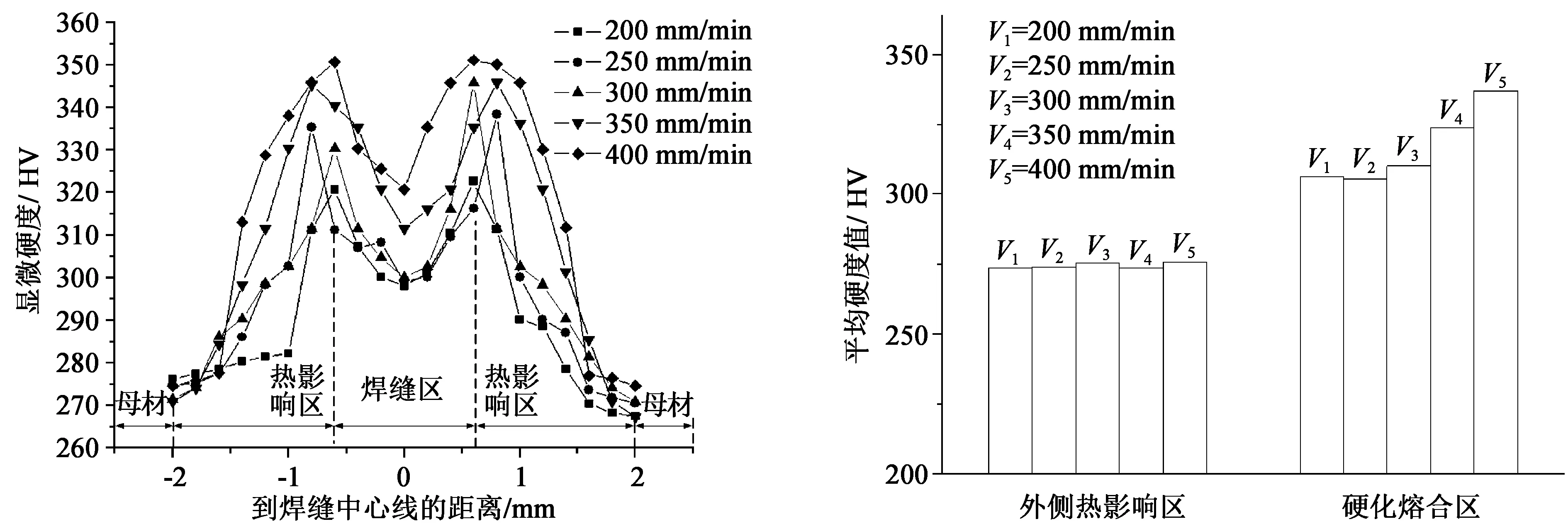
图5 不同焊接速度下激光焊接接头的显微硬度分布 图6 硬化熔合区和外侧热影响区平均硬度值
2.3 焊接接头拉伸性能
为保证焊缝质量的稳定性和试验结果的准确性,分别取同一速度下的3次拉伸试验结果的平均值为最后的试样拉伸数值。在室温下对不同焊接速度下的拉伸试件进行拉伸试验,拉伸后的形貌如图7所示,图中①—⑤分别为V1=200 mm/min、V2=250 mm/min、V3=300 mm/min、V4=350 mm/min、V5=400 mm/min几种不同焊接速度下的拉伸试样,⑥为母材拉伸试样。

图7 焊接试样拉伸后的形貌对比
从图7拉伸后的试样形貌可以看出,不同焊接速度下的室温拉伸断裂均发生在焊接接头焊缝区域,各速度下的拉伸试样都明显伸长,当速度为V1和V3时伸长量较小,速度为V2和V4时伸长量较大,速度为V5时伸长量最大。母材试件拉伸后伸长量明显高于其他焊接试件,母材拉伸断裂处呈现近似45°的断口。
图8为母材与不同焊接速度下激光焊接接头拉伸试验曲线。由图8(a)、(b)曲线可知,随着焊接速度的提高,试件焊接接头的屈服强度、拉伸强度先减小后增大;当拉伸载荷超过2 kN时,试件陆续出现屈服、断裂,最大拉伸载荷为2.92 kN;母材试件最后断裂,最大拉伸载荷为4.62 kN。由图8(c)曲线可知,母材试件的应力最大,其最大真实应力是2042 MPa;焊接速度为200 mm/min时焊接接头最大真实应力是864 MPa。由图8(d)曲线可知,试验中随着焊接速度的提高,断后伸长率也呈现增大趋势,焊接接头的断后伸长率均小于母材。综上,在进行不同速度下的304L不锈钢薄板激光焊接试验时,焊接接头的力学性能随着焊接速度的提高而呈现出增大的趋势,但始终小于304L不锈钢母材的力学性能,在焊接速度为400 mm/min时,焊接质量最好,力学性能与母材最为接近。
表3为母材与焊接接头的室温拉伸试验结果。5种焊接件的断裂位置都在焊缝处,通过数据对比发现,各焊接速度下室温拉伸试验的拉伸强度、屈服强度、断后伸长率都小于304L母材性能。从整体来看,随着焊接速度的提高,焊接件的拉伸强度、屈服强度、断后伸长率都在逐渐增大。这是因为对于厚度0.4 mm的304L薄钢板,在一定离焦量下随着焊接速度的提高,光斑在焊缝处分布更加均匀,焊接质量较好,增大了力学性能;当速度为200、300 mm/min时,焊接接头的力学性能都偏小,特别是断后伸长率仅是母材的18.3%、29.57%。这是因为当焊接速度过小时光斑过于致密,使得焊接时光斑重叠次数较多,导致焊缝处焊接质量变差,从而降低了焊接接头的力学性能;当焊接速度为400 mm/min时,焊接接头的整体焊接力学性能较好,屈服强度和拉伸强度接近母材性能。

图8 母材与不同焊接速度下激光焊接接头拉伸试验曲线

3 结 论
本文利用Nd∶YAG激光器对304L钢薄板进行5种不同焊接速度下的焊接工艺试验,结果表明,5种焊接速度下的焊接接头较为完整、均匀且都已熔透,焊缝处自熔性连接较好,焊缝与热影响区域明显。具体结论如下:
(1)随着焊接速度提高,焊缝正、背面熔宽依次减小;当焊接速度为200、250 mm/min时,焊接接头性能较差,焊缝较宽且出现过烧、咬边等焊接缺陷;当焊接速度逐渐提高至350、400 mm/min时,焊缝较窄,成形较好,无纵向裂纹。
(2)5种焊接速度下焊接接头硬度曲线分布都为M形,焊接热影响区和焊缝区硬度都高于母材;5种焊接速度下的屈服强度、拉伸强度、断后伸长率均小于母材,断裂部位都在焊缝处;当焊接速度为400 mm/min时,焊接接头的屈服强度、拉伸强度、断后伸长率最佳,分别为母材的92%、87.6%、56.52%。
猜你喜欢
数学物理学报(2021年3期)2021-07-19 06:02:36
重型机械(2020年2期)2020-07-24 08:16:12
机械制造文摘·焊接分册(2019年2期)2019-07-08 03:59:06
山东冶金(2019年1期)2019-03-30 01:35:32
中学生数理化·八年级物理人教版(2017年10期)2018-01-22 03:04:00
制造技术与机床(2017年8期)2017-11-27 02:10:21
黑龙江科技大学学报(2016年5期)2016-12-09 07:31:17
电焊机(2016年8期)2016-12-06 08:28:44
焊接(2016年5期)2016-02-27 13:04:42
山东冶金(2015年5期)2015-12-10 03:27:40
