
基于检验因素的棉花公定重量变化原因分析报告(二)
2019-07-04 01:53丁时永
中国纤检 2019年5期
文/丁时永
由于总毛重和车重量用同一台电子汽车衡测量,是相关量,由公式(7)可知,二者之间是相减的关系,故为负相关(相关系数接近-1),其系统偏差被抵消,因此,此处采用互不相关的合成规则即方和根的方法进行合成。加之二者和包装物重量的测量相互独立、互不相关,皮棉净重的合成不确定度μc(W23)可简化为:

2.1.4 小结
上述3种测量方式下皮棉净重的合成标准不确定度相对于皮棉净重几乎相同,据此也不难得出,在保证称量仪器精度符合相应标准的情况下,重复条件下的成批皮棉净重数值处于一个相对集中的分布区间,据此,棉花检验单位可以根据实际自行选择棉花重量检验方式。皮棉净重的称重方式再行细分显然不止以上3种,如多包称量中每次称量的包数区别、整车称量中一批皮棉分两车或多车称量,等等,但可以确定的是无论上述何种方式,重复条件下,按照棉花标准和有关技术规范规定的要求,基于现有称量条件,称量结果基本保持稳定,郁小朴等在《进口棉重量鉴定方法比较及其不确定度研究》[3]对棉花逐包过磅和集装箱整箱过磅进行了比对分析,也得出了二者无显著差异的结论。
2.2 棉花含杂率不确定度的评定
所谓含杂率,就是原棉在规定试样中,杂质重量对其试样质量的百分率。其中杂质是指原棉中含有的非棉纤维物质及其着生的纤维。GB 1103.1—2012 《棉花 第1部分:锯齿加工细绒棉》将2.5%作为标准含杂率,GB/T 6499—2012《原棉含杂率试验方法》则以2.5%为界,将低于2.5%含杂率棉花定性为低含杂,2.5%及以上的定性为高含杂。
棉花含杂率是棉花较为稳定的指标, GSB 11-1538—2003《棉花杂质校准样品》将含杂率标准样品的有效期规定为5年。
现行标准规定,对于成批皮棉,含杂率抽样按每10包随机抽取1包(不足10包按10包计),形成600g实验室样品,然后采取四分法,抽取两个100g试验试样和100g备用试验试样进行试验,以各试验试样的算术平均值作为该批棉花的含杂率。2017年11月30日,中国纤维检验局在《棉花含杂率作业规范》中规定,在各类棉花公证检验含杂率项目检验中,从600g实验室样品中抽取100g(高峰期可以抽取50g)试验试样进行检验,同时规定,将拣出的粗大杂质和杂质机分析出的杂质合并称量,据此,棉花含杂率计算公式由GB/T 6499—2012设置的公式(8)修改为公式(9):
其中:Z——含杂率,%;ms——试验试样质量,g;mf——分析的杂质质量,g;mc——拣出的粗大杂质质量,g;mz——分析和拣出的杂质质量,g。
分析棉花含杂率不确定度来源,必须考虑实验室所得测量结果不确定度的涵盖范围。无论是单个实验室的测试还是有组织的水平测试,测量是从实验室样品开始的,尽管部分测量程序包括了制取试验样品的环节,但如果实验室只应用单个测量观测列评定测量结果的不确定度,那么,该不确定度实质上只是测量(分析)程序的不确定度,并不能代表批量物质物理特性的不确定度。作为初级农业加工产品,成批皮棉存在包间性能差异明显的特点,不同的抽样过程,抽取样品的含杂率结果之间差异不可避免。因此,必须考虑抽样造成的不确定度分量,对于批量棉花产品含杂率不确定度的评定,应该包括两个环节:一是抽样环节,二是测试环节。其中抽样环节存在由于物质特性的分散性和抽取批量样品程序的缺陷导致的批量样品代表性不确定度分量,测试环节则主要存在下列方面产生的不确定度分量:1.测量重复性,测量的重复性引起的不确定度分量可以采用 A类评定(通过对规定测量条件下获得的测量值的统计分析评定测量不确定度分量),理论上也可以用GB/T 6499—2012《原棉含杂率试验方法》给出的重复性限和再现性限。重复性限和再现性限是对测试数据的精密度要求,是基于同一实验室样品所规定的质控标准,由于现行标准规定实验室样品的数量仅600g,理论上极端情况下甚至无法满足再现性试验的需要,加之标准仅仅规定了低含杂的再现性限,高含杂再现性限的缺失,一方面显示了标准的不完整,另一方面也在一定程度上限制了用再现性限来评定不确定度的可能。基于上述理由,同时为了使评定结果更接近实验室的实际情况,本研究采用A类评定。2.称量设备。标准规定的称量设备主要包括准确度等级为Ⅱ级的天平和Ⅲ级的案秤(或台秤),由于案秤(或台秤)仅用于称量实验室样品,不影响试验试样和杂质量的称量,因此只需考虑天平在试验试样和杂质称量中称量不准、示值可读性和试验试样称重取值引起的标准不确定度分量。3.原棉杂质分析机。原棉杂质分析机是根据机械空气动力学原理设计的,经刺辊锯齿分梳松散纤维及粘附杂质,在机械和气流的作用下,由于纤维和杂质形状不同、质量不同,作用其上的力也不同,使纤维和杂质分离。显然,原棉杂质分析机作为将纤维和杂质分离的分析设备,其分析效果是直接影响含杂率大小的极为关键因素,GB/T 6499—2012没有对原棉杂质分析机的分析效果进行专门规定,取而代之的是杂质机的工艺规格要求,事实上,影响杂质机分析效果的因素除了工艺规格,还有刺辊状态、气流强弱以及操作熟练和规范程度等诸多因素,所以,某种程度上GB/T 6499—2012标准缺少对于含杂率测试结果准确度的规定和要求。2003年3月11日,国家质检总局批准发布了GSB 11-1538—2003《杂质校准棉样》,杂质校准棉样具体可用在:(1)检定杂质机精度,使它在标准值允许范围内,全面综合地评价杂质机性能;(2)评定试验结果和校准样品标准值是否在允许范围内,来确定试验结果的准确性……棉花杂质校准样品的允许误差规定为±0.31%[4]。棉花杂质校准样品作为衡量含杂率测试结果精度的依据,GSB 11-1538—2003先于GB/T 6499的2012版乃至2007版实施,却未被引用,个中原因,虽未为可知,但可以判断的是原棉杂质分析机的分析效果的优劣是棉花杂质校准棉样产生误差的主要原因,作为检定杂质机精度的重要基准,棉花杂质校准棉样的允许误差是对原棉杂质分析机分析效果的定量衡量,可以视为原棉杂质分析机的允许误差,作为原棉杂质分析机引入不确定度的评定依据。
2.2.1 测量模型
根据对含杂率不确定度来源的分析,杂质分析机和批量样品取样等对测量结果有影响的输入量没有在公式(9)反映出来,需要加入修正因子,同时,在试验中,可以将输入量mz和ms的重复性归入到输出量的重复性中考虑,从而不必分别求取各输入量测量重复性引入的标准不确定度分量,因此,含杂率测量不确定度评定的测量数学模型可表示为:

其中:fzc——抽样影响的修正因子,数学期望为1;frepz——测量重复性影响的修正因子,数学期望为1;fz——杂质分析机影响的修正因子,数学期望为1。
2.2.2 含杂率测量不确定度的评定
(1)抽样环节批量样品代表性不确定度的评定
棉花含杂率受籽棉状态、轧花工艺、生产水平等多方因素影响,批内棉包之间状况不一,包间的差异直接影响到抽样的代表性,差异大会导致样品代表性降低,从而不仅影响检验结果的准确性,也会造成重复条件下检验结果之间的差异大,为了使结论尽可能充分反映抽样随机性所形成的数据偏差,具有更大的包容性,试验选取了三批包间差异明显的棉批进行研究,分别命名为A批、B批和C批,三批棉花数量均为186包,其中A批为低含杂,锯齿加工细绒棉,B、C批为高含杂,B批为锯齿加工机采细绒棉,疑似混有20%左右的手摘棉,C批为皮辊加工细绒棉。具体试验过程和结果如下:
重复性条件下,对A批、B批和C批棉花分别按10%的比例随机抽取含杂率测试样品10次,每批形成10个实验室样品,依据中国纤维检验局《棉花含杂率作业规范》,测试每个实验室样品的含杂率,测量结果见表5、表6和表7。

表5 对A批棉花进行10次独立重复测量含杂率测量值 %
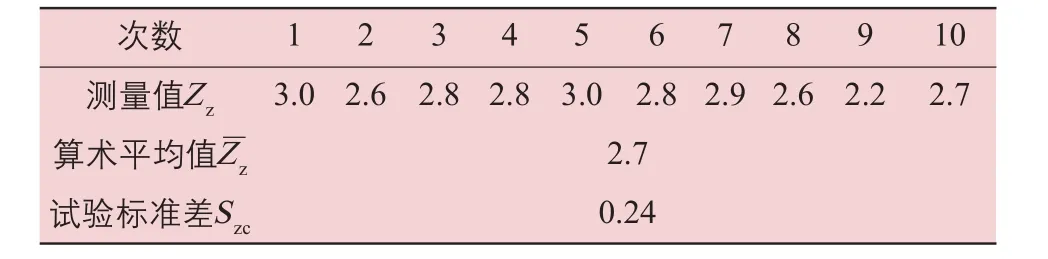
表6 对B批棉花进行10次独立重复测量含杂率测量值 %

表7 对C批棉花进行10次独立重复测量含杂率测量值 %
依据《棉花含杂率作业规范》,批棉花含杂率取1次测量结果,对于单次测量,其标准不确定度等于1倍单次测量的标准偏差。对比以上三批棉花试验标准差,抽样引入的含杂率测量结果标准不确定度μfzc采用最大的Szc=0.24%。
(2)测试环节
a)测量重复性引入的标准不确定度分量
重复性条件下,对一批机采棉含杂率实验室样品依据中国纤维检验局《棉花含杂率作业规范》测试10次,测试结果见表8。

表8 对同一实验室样品进行10次独立重复测量含杂率测量值%
依据《棉花含杂率作业规范》,批棉花含杂率取1次测量结果,对于单次测量,其标准不确定度等于1倍单次测量的标准偏差,本试验重复性测试引入的含杂率测量结果标准不确定度μfrepz为0.12%。
b)杂质称量引入的标准不确定度
GB/T 6499规定,原棉杂质分析机分析出的棉花杂质和手拣出的粗大杂质质量用天平称量,天平准确度等级为Ⅱ级,量程≥100g,分度值0.01g。杂质称准至0.01g。
c)天平分辨力引入的标准不确定度
数字式测量仪器对示值量化导致的不确定度服从均匀分布,天平的分辨力为0.01g,区间半宽度为αzz1=0.005g,包含因子kzz1= 3,其标准不确定度μzz1为:
d)天平引入的标准不确定度
标准规定所用天平为Ⅱ级计量器具,所用量程最大允许误差为Δ=±0.01g,区间半宽度为 αzz2=0.01g,测量值落在该区间的概率分布为均匀分布,包含因子kzz2= 3,其标准不确定度μzz2为:
e)杂质质量称量引入的标准不确定度μzz
μzz1和μzz2相互独立,互不相关,因此,杂质质量称量引入的标准不确定度可以采用方和根的方法合成:

(2)试验试样称量引入的标准不确定度
a)天平分辨力和最大允许误差引入的标准不确定度
GB/T 6499规定,试验试样所用的称量仪器和杂质的称量仪器一样。据此,天平分辨力和天平最大允许误差所引入的标准不确定度和前述评定的一致,其中天平分辨力引入的标准不确定度μzs1为2.89×10-3g,天平最大允许误差引入的标准不确定度μzs2为5.78×10-3g。
b)称量取值引入的标准不确定度


由于试样称量要求称准至0.1g,相对于天平的准确度等级,称量称准要求准确度较低,故需考虑其引入的标准不确定度。试样称量称准至0.1g,区间半宽度为αzs3=0.05g,测量值落在该区间的概率分布为均匀分布,包含因子,其标准不确定度μzs3为:

c)试验试样质量称量引入的标准不确定度μrzs
μzs1、μzs2和μzs3相互独立,互不相关,因此,试验试样质量称量引入的标准不确定度μzs可以采用方和根的方法合成:

(3)杂质分析引入的标准不确定度
杂质分析所用设备为原棉杂质分析机,根据杂质校准棉样允差,确定原棉杂质分析机的允差为±0.31%,区间半宽度为αfz=0.31%,测量值落在该区间的概率分布为均匀分布,包含因子kfz=,其标准不确定度μfz为:

2.2.3 含杂率合成标准不确定度的评定μc(z)
试验试样质量ms和杂质质量mz用同一台天平测量,是相关量,但是,二者之间是相除的关系,故为负相关,其系统偏差被抵消,同时,二者和其他分量之间互不相关,因此,含杂率合成标准不确定度μc(z)采用互不相关的合成规则(方和根的方法)进行合成,根据测量数学模型(公式10),应用不确定度传播率,μc(z)的表示式为:


其中试样质量ms取值100g,杂质质量mz取值2.5g。
据此,可以计算出μc(Z):

2.3 棉花回潮率不确定度的评定
目前,测试棉花回潮率的主要方法可以归纳为直接法和间接法两类,其中直接法通过各种干燥方法,驱除棉花中的水分,前后称重得到棉样的湿重和干重,求得棉花回潮率,常用的直接法有烘箱法;间接法则不驱除棉样中的水分,不损坏试样,利用棉纤维的某些性质,如电阻、介电常数等,在棉花回潮率不同时具有不同的数值特性,通过标定这些特性与棉纤维所含水分的关系,从而间接测量而直接读出棉花所含水分的数值的方法。常用的间接法有电学测定法,我国细绒棉国家标准规定,批样检验时,采用烘箱法或电阻法测定原棉回潮率,对检验结果有异议时,以烘箱法为准。
较之于直接法,间接法由于高效、便捷,在我国棉花回潮率检测中得到了广泛运用。较早采用的间接法多为电测器法,自投入使用以来,电测器法得到了充分认可,近年来电测器数据显示方法、测试精度、温度补偿机制、环境适应性等各方面性能不断得到改进和提高,成为目前较为成熟的间接法测量仪器,不足的是其对于成包棉花测试需开包抽样的要求一定程度上限制了其进一步使用。棉包回潮率在线测试系统是一种安装在打包机上对所生产的皮棉回潮率实时连续测量的仪器,它通过安装在打包机压板上的传感器,在打包机工作时自动测得皮棉成包后的回潮率。该系统配套我国棉花质检体制改革,在新体制棉花加工企业广为使用,其采用多点布局的传感器采样方式使得所采集的数据能够充分代表成包皮棉的实际回潮率,但由于其受控于棉花加工企业单方,数据的公正性和准确性往往受到质疑,在棉花交易中也因此较少直接作为结算依据。插入式棉包回潮率测定仪是近年来开始在我国棉花检验中大量投入使用的仪器,该仪器攻克了回潮率抽样问题,凭借其简便、快捷、高效的特点,加之近年来改善了广为诟病的温度补偿方式,测试数据准确性和稳定性有了显著提升,成为目前在棉花公证检验环节主要使用的仪器,逐渐得到了业内认可,用其进行的检验结果得到了广泛运用,成为棉花交易的重要指标。MBS-2型棉包水分测定仪是插入式棉包回潮率测定仪的代表仪器,现以其作为测试仪器,对成批皮棉的回潮率进行测量,测量数据用以评价批量棉花回潮率的不确定度。
具体到分析回潮率不确定度的来源,和对于批量棉花含杂率不确定度的评定时考虑一样,也必须涵盖抽样环节和测试环节存在的影响因素,其中抽样环节存在批量样品代表性不确定度分量,测试环节不确定度来源则主要有以下两个方面:①测量的重复性引起的不确定度分量,②回潮率测定仪测量不准、示值可读性(分辨力)和温度补偿不准等方面引起的标准不确定度分量。
(未完待续)
猜你喜欢
中国棉花加工(2022年5期)2022-12-14
中国棉花加工(2022年2期)2022-07-09
中国棉花(2022年12期)2022-03-16
中国棉花加工(2021年4期)2021-11-04
农业工程学报(2021年14期)2021-10-12
中国农机化学报(2021年4期)2021-05-11
新疆农机化(2021年1期)2021-03-09
中国棉花加工(2019年5期)2019-12-27
现代纺织技术(2019年5期)2019-01-14
中国棉花加工(2016年6期)2016-02-01
