
机采棉回潮率对纤维长度影响的实例分析
2021-11-04 01:14:04刘昆东
中国棉花加工 2021年4期
■ 刘昆东
〔阿拉尔棉花公证检验实验室,新疆阿拉尔 843300〕
随着采棉技术的不断成熟,机采棉占棉花总产量的比例不断提高,其中新疆阿拉尔棉区的机采棉比例已经提高到95%,因此提高机采棉的采收和轧花质量就显得更加重要。机采棉无论是在采收还是加工环节,回潮率的高低都是控制棉花品质的关键。棉纤维具有吸湿快、放湿慢的特性,由于回潮率对棉纤维长度和强度有较大影响,因此在棉花轧花工艺中,在线回潮率设备监控的每包皮棉的回潮率对追溯棉花轧工质量,改善轧花工艺具有一定指导意义。
笔者根据从事棉花仪器化公证检验的相关经验和反馈的检验数据,进一步验证了轧花中机采棉回潮率对机采棉长度指标的影响。此次选取新疆阿拉尔辖区送检的三家不同片区的棉花加工厂的20~50批次,5 000~10 000包机采棉公检数据。根据不同回潮率区分:3.5%~5.5%,5.5%~6.5%,6.5%~7.5%,7.5%以上,在相应回潮率区间下所检测出的棉花长度指标分布,针对回潮率对机采棉长度指标的影响进行数据分析。
一、回潮率影响纤维长度质量分析
相关研究表明,棉纤维回潮率会显著影响棉纤维长度,棉纤维长度不仅是皮棉质量的重要评价指标,同时也是纺纱工艺参数设计的主要依据。棉纤维平均长度越长,短纤维含量越少,整齐度越高,所纺出的成纱断裂强度越高,纱线表面越光洁,精梳落棉少,棉纤维利用率高。为了确保棉纤维的长度不受损失,保持适宜的棉花加工回潮率对棉纺织产业具有重大意义。
从检测结果来看,不同回潮率区间有不同长度级的纤维分布。回潮率在6.5%~7.5%或大于7.5%时,检测出的长度分布情况明显优于回潮率在3.5%~6.5%范围。对于轧花工艺而言,合适的回潮率能减轻纤维损伤,保护纤维长度,提高可纺性,包括短纤维率、整齐度等指标,能较好地提高纱线的品质,提升棉纺织行业下游产品质量,具体数据分析如下。
从加工厂1的数据来看,回潮率3.5%~5.5%,纤维长度27 mm 及以上所占比例为58.8%;回潮率5.5%~6.5%,纤维长度27 mm 及以上所占比例为66.5%;回潮率6.5%~7.5%,纤维长度27 mm及以上所占比例为73.2%;回潮率7.5%以上,纤维长度27 mm及以上所占比例为78.5%。机采棉长度指标与回潮率呈现出较好的线性关系,呈正比例上升趋势。从图1中可见,回潮率在6.5%~7.5%和回潮率7.5%以上检验的数据长度指标相比较于回潮率3.5%~5.5%和回潮率5.5%~6.5%均有明显的提升,27 mm及以上综合提升26.7%,这反映出合适的回潮率能明显提升纤维长度指标(详见表1、图1)。

图1 加工厂1不同回潮率区间的长度级分布图

表1 加工厂1不同回潮率区间的长度级分布比例表
从加工厂2的数据来看,回潮率3.5%~5.5%,纤维长度27 mm 及以上所占比例为29.4%;回潮率5.5%~6.5%,纤维长度27 mm 及以上所占比例为31.9%;回潮率6.5%~7.5%,纤维长度27 mm及以上所占比例为40.4%;回潮率7.5%以上,纤维长度27 mm及以上所占比例为52.2%。机采棉长度指标与回潮率呈现出较好的线性关系,呈正比例上升趋势。从图2中可见,回潮率6.5%~7.5%和回潮率7.5%以上检验的数据长度指标相比较于回潮率3.5%~5.5%和回潮率5.5%~6.5%均有明显的提升,27 mm及以上综合提升31.1%,这也反映出合适的回潮率能明显提升纤维长度指标(详见表2、图2)。

表2 加工厂2不同回潮率区间的长度级分布比例表

图2 加工厂2不同回潮率区间的长度级分布图
从加工厂3的数据来看,回潮率3.5%~5.5%,纤维长度27 mm 及以上所占比例为48.1%;回潮率5.5%~6.5%,纤维长度27 mm 及以上所占比例为58.6%;回潮率6.5%~7.5%,纤维长度27 mm及以上所占比例为76.3%;回潮率7.5%以上,纤维长度27 mm及以上所占比例为84.9%。机采棉长度指标与回潮率呈现出较好的线性关系,呈正比例上升趋势。从图3中可见,回潮率6.5%~7.5%和回潮率7.5%以上检验的数据长度指标相较于回潮率3.5%~5.5%和回潮率5.5%~6.5%均有明显的提升,27 mm及以上综合提升54.5%,同样反映出合适的回潮率能明显提升纤维长度指标(详见表3、图3)。

表3 加工厂3不同回潮率区间的长度级分布比例表

图3 加工厂3不同回潮率区间的长度级分布图
从以上三个加工厂检验数据反馈来看,不同回潮率区间的纤维长度分布比例,均反映出机采棉长度指标与回潮率呈现出较好的线性关系,呈正比例上升趋势。由于回潮率较高时,相应长度指标也较高,因此,合适的回潮率能明显提升纤维长度指标。不同区间回潮率下,同一加工厂片区棉花均不同程度表现出回潮率高对应纤维长度较长的特性。三个加工厂的平均长度分布情况同样反映出回潮率同纤维长度的线性关系。可见同一加工厂的棉花,回潮率控制较低的加工阶段,后期检测出棉花长度普遍偏短;相反在回潮率相对控制较高的阶段,后期棉花检测出的长度普遍偏长。较高的回潮率6.5%~7.5%及7.5%以上平均长度高于较低的回潮率3.5%~6.5%,长度指标差距在0.2 mm~0.4 mm(详见表4、图4)。

图4 三个加工厂在不同回潮率阶段平均长度对比图
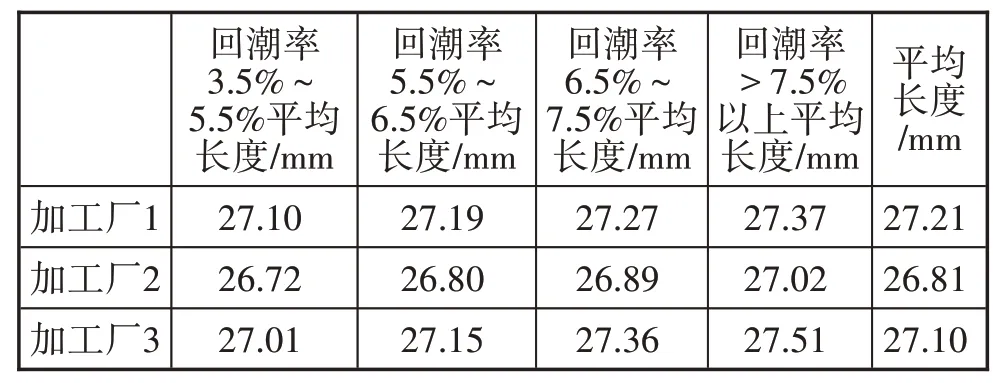
表4 三个加工厂在不同回潮率阶段平均长度对比表
从不同片区三个加工厂回潮率区间分布来看,三个加工厂在低回潮率3.5%~6.5%的比例较大,加工厂1 所占比例为61.4%;加工厂2 所占比例为70.8%;加工厂3所占比例为86.0%。由此可见,加工厂1的轧花工艺控制相对较好,其棉花纤维长度也最好;而加工厂3的回潮率控制明显偏低,轧花工艺有待进一步提高。综合考虑回潮率偏低的原因,一方面跟新疆区域气候炎热干燥有关,另一方面在于轧花工艺中对棉花加湿仍不充分,低回潮率现象依然存在(详见表5、图5)。
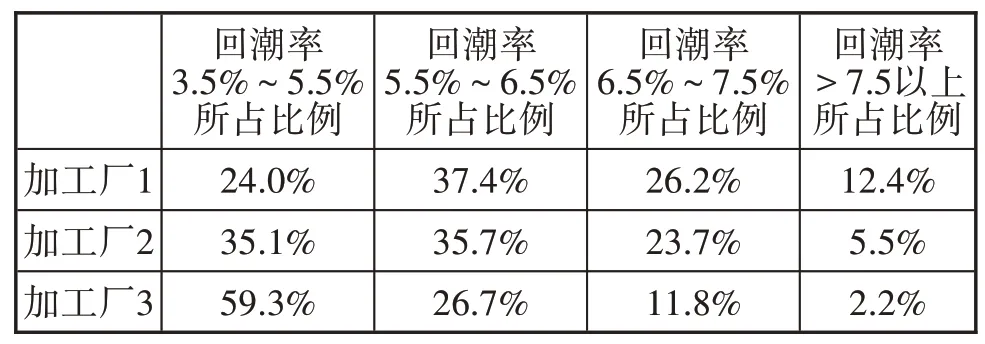
表5 加工厂1、加工厂2、加工厂3回潮率区间分布比例表

图5 加工厂1、加工厂2、加工厂3回潮率区间分布图
二、控制回潮率是提升机采棉加工质量的关键
根据以上数据分析,验证了机采棉加工的回潮率应该控制在6.5%~8%之间较为合适,理论上加工出来的棉纤维具有更高等级的长度指标。相关研究数据表明,棉花回潮率高时,棉纤维的强力提高,刚度降低,摩擦因数增大,但会造成清棉效率、轧花工作效率降低。由于棉纤维变软,在外力作用下,纤维之间更多地缠绕、扭曲致使棉纤维中产生较多的棉结、索丝,影响颜色级指标并直接影响皮棉的质量。
适宜的回潮率是保持棉花加工工艺系统稳定的关键和提高轧工质量的关键。棉花加工时,籽棉的最佳回潮率在6.5%~8%之间,纤维既有一定的强度,又能保持弹性,可以确保轧花过程的顺利进行。适宜的回潮率可保持纤维原有长度,纤维比较蓬松,杂质与纤维之间附着力也较低,杂质更易于暴露在纤维表层,清杂效率高,加工出的棉籽毛头率也较低。因为棉纤维之间较蓬松不易缠绕,所以在后续的清理中,纤维易于梳理,减少了杂质,降低了棉结、索丝,兼顾了棉纤维其他方面的品质。
综上所述,在棉花加工环节保持适宜的回潮率,合理控制烘干温度和回潮率指标,确保回潮率在6.5%~8%之间,对机采棉质量起到至关重要的作用,是加工厂提升轧花工艺的关键。
三、控制回潮率需采取的措施建议
棉花加工企业在籽棉收购过程中要严格根据籽棉检测数据将籽棉按照不同等级和回潮率、含杂率高低进行分垛堆放,棉花检验人员及时将每垛籽棉长度、回潮率、含杂率等检测数据报送车间相关负责人,车间管理人员及设备操作人员依据籽棉情况做到因花配车。
棉花加工企业做好技术装备改造,建议安装籽棉在线回潮率检测设备,配置籽棉加湿设备。车间负责人可随时掌控籽棉回潮率,对籽棉烘干精准控制,合理调整籽棉烘干设备参数。在籽棉清理、皮棉清理流程中,根据籽棉回潮率和含杂率的高低,灵活调整籽棉、皮棉的烘干温度和清理道数。
凌晨因露水原因采摘的籽棉回潮率一般较高,同一块棉田假如采摘时间段不一样,回潮率也存在差异。建议收购的籽棉先堆垛一周左右再开始加工,这样才能做到籽棉垛内回潮率均匀,加工后的皮棉一致性好。当遇到干湿不均匀的籽棉要做好集中堆放翻晒、回潮率稳定后再进行轧花。轧花过程中,控制轧花的最佳回潮率可最大限度地保持棉纤维原有物理性能指标。☆
猜你喜欢
中国棉花加工(2022年5期)2022-12-14 01:07:34
中国造纸(2022年3期)2022-07-21 09:12:40
中国棉花加工(2022年2期)2022-07-09 02:53:50
分析仪器(2020年2期)2020-05-21 02:39:14
中国棉花加工(2019年5期)2019-12-27 07:27:38
中国纤检(2017年12期)2018-02-07 19:50:10
中国棉花加工(2017年6期)2017-03-19 02:19:19
棉花科学(2016年3期)2016-06-14 02:40:12
中国棉花加工(2015年4期)2015-12-19 06:40:57
中国棉花加工(2015年3期)2015-04-12 10:23:51
