
蒸煮及打浆过程中剑麻浆聚合度和纤维长度的变化规律
2022-07-21 09:12:40李文强李兵云雷以超李海龙
中国造纸 2022年3期
李文强 李兵云 雷以超 李海龙 胡 健
(华南理工大学轻工科学与工程学院,广东广州,510640)
物理强度是纸张材料最重要的指标之一,纸浆聚合度和纤维长度均是影响纸张物理强度的重要因素。纸浆聚合度是指纸浆中纤维素分子链的平均长度,它能够反映浆料在制浆过程中被降解破坏的程度。纸浆聚合度与纸张强度之间呈现正相关关系,因此,目前许多制浆厂使用纸浆聚合度作为纸张强度的参考指标,一些客户也对需要的产品设置了聚合度阈值[1-2]。纤维长度也与纸张物理性能关系密切。纤维长度大,成纸时单位面积中纤维之间相互交织的次数多,成纸强度高,特别是撕裂度、裂断长、耐折度等强度指标[3]。在生产过程中,纸浆聚合度的测定步骤较为复杂,而纤维长度的测定方法简单快速。因此,纸浆聚合度和纤维长度的变化规律对造纸生产有重要意义,不仅可以通过聚合度和长度监测纸浆质量,还可为利用纤维长度快速反映纸浆聚合度提供理论依据。
在实际生产过程中,蒸煮、漂白及打浆是影响纸浆聚合度及纤维长度的主要工段。纤维在蒸煮时主要发生碱性降解反应,在漂白时主要发生氧化降解反应,这些工段是化学处理过程[4]。纤维在打浆时受机械力的影响而变短、分丝帚化、吸水润胀及细纤维化,该工段是物理处理过程[5]。目前关于蒸煮工段纸浆聚合度及纤维长度变化规律的研究相对较少。有部分研究者在研究蒸煮过程时会探究纸浆聚合度或纤维长度随蒸煮工艺的变化。如在探究大麻硫酸盐法制浆和水杉制浆工艺时发现纸浆聚合度随蒸煮工艺的调整而呈现不同规律,但没有进一步讨论纸浆聚合度与纤维长度之间的关系[6-7]。而高扬等人[8]则是探究了蒸煮后不同筛分目数下纸浆纤维的聚合度与长度的关系,发现二者之间存在正相关关系,但没有阐明蒸煮过程中二者的变化规律。在漂白工段,不同的漂白方法、漂白阶段对纸浆聚合度及纤维长度的影响程度均不同,有许多研究者对此进行了探究[9-11]。在打浆工段,目前关于纸浆聚合度及纤维长度变化规律的研究观点存在分歧。Hai 等人[12]发现打浆对纸浆的聚合度及结晶度几乎没有影响,而徐媚等人[13]则发现在PFI 打浆时纸浆聚合度会有显著的下降。
为了解纸浆聚合度(DP)和纤维长度在蒸煮、打浆两种不同处理方式下的变化规律,本研究针对剑麻研究了不同处理工艺下纸浆聚合度及纤维长度的变化,并进一步分析了纸浆聚合度与纤维长度之间的关联性,为制备高强度纸浆及通过纤维长度反映纸浆聚合度水平提供理论依据。
1 实 验
1.1 实验原料
本研究所用剑麻取自广西,其成分如表1所示。
1.2 实验试剂及仪器
NaOH(广州化学试剂厂);蒽醌(上海麦克林生化科技有限公司);旋转式多罐蒸煮器(美国GreenWood);平板缝筛(德国PTI);PFI 盘磨(挪威HAMJERN MASKIN);Valley 槽式打浆机(广东弗艾博纤维技术研究有限公司);全自动切断机(深圳华源鼎自动化设备有限公司);纤维形态测定仪(芬兰Valmet);聚合度测定仪(北京恒诚誉科技有限公司);打浆度仪(德国PTI);扫描电子显微镜(日本Hitachi)。

表1 剑麻成分含量Table 1 Ingredients of sisal %
1.3 实验方法
1.3.1 蒸煮
将一定质量的剑麻纤维置于旋转式多罐蒸煮器中,进行不同用碱量、蒸煮温度及保温时间的单因素蒸煮实验,蒸煮后的浆料经筛缝为0.1 mm 的平板筛筛选。具体蒸煮工艺如表2所示。
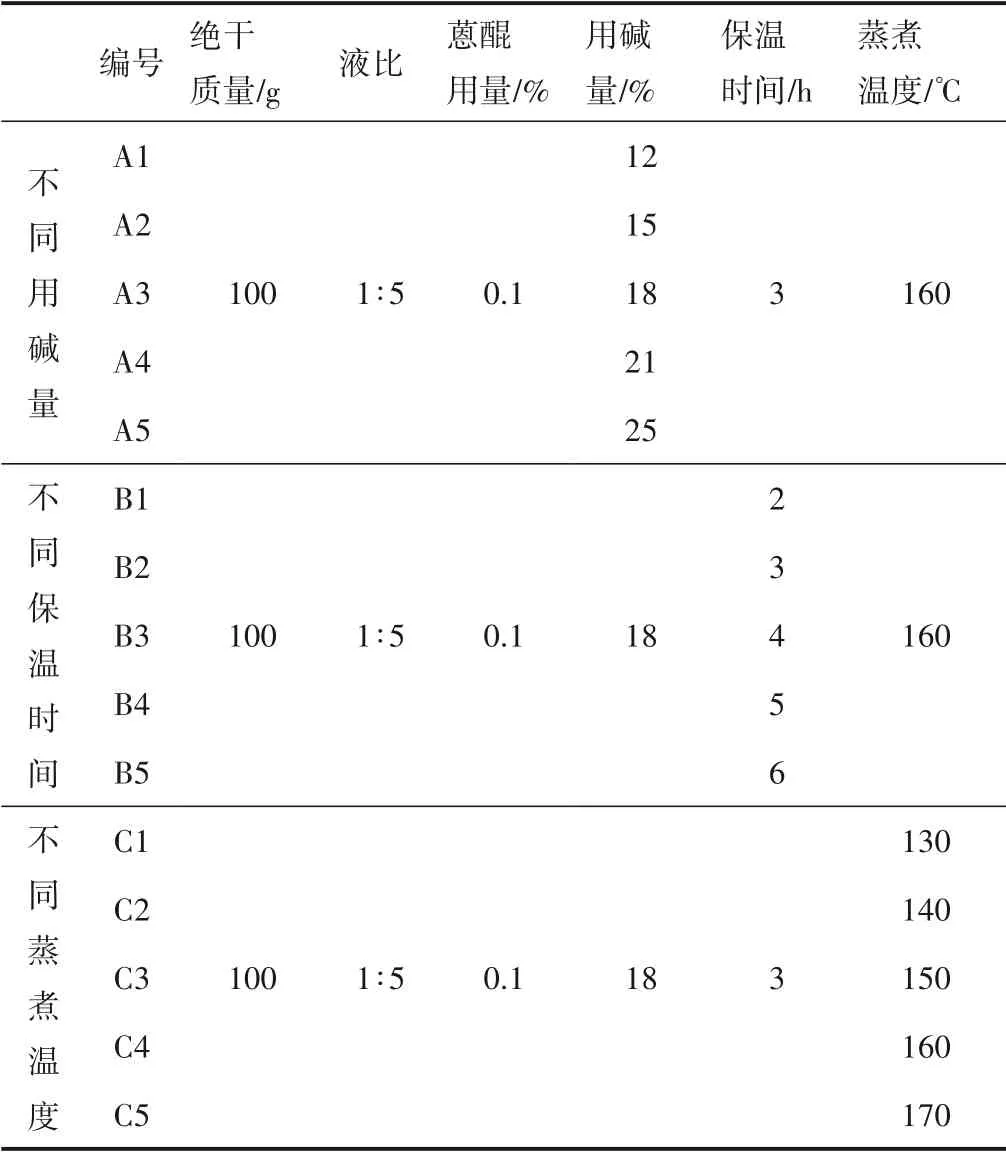
表2 蒸煮工艺Table 2 Cooking conditions
1.3.2 打浆
取一定质量蒸煮、筛分后的剑麻浆,分别使用PFI磨和Valley打浆机打浆。PFI磨以浆浓10%、线压力3.33 N/mm 分 别 打 浆0、8000、16000、24000、32000 转。Valley 打浆机以浆浓0.2%、加载量7.5 kg分别打浆0、3、6、9、12 min。
1.4 测试与表征
采用纤维形态测定仪测定纸浆质均纤维长度及细小纤维含量;采用GB/T 1548—2016 所述方法测定纸浆聚合度;采用打浆度仪测定纸浆打浆度;采用扫描电子显微镜观察纤维表面微观形貌。
2 结果与讨论
2.1 蒸煮过程中剑麻纸浆聚合度和纤维长度的变化规律
蒸煮时纤维在碱液的作用下发生一系列反应,其中纤维素因碱性水解和剥皮反应被碱性降解。碱性水解作用使纤维素大分子链配糖键断裂,剥皮反应使其还原性末端基脱落,纸浆聚合度及纤维长度在该过程发生变化[4]。本研究以用碱量、蒸煮温度及保温时间3 个因素探究了蒸煮过程中剑麻纸浆聚合度和纤维长度的变化规律。
2.1.1 用碱量对剑麻纸浆聚合度及纤维长度的影响
图1 为纸浆聚合度及纤维长度随用碱量变化的情况。如图1 所示,纸浆聚合度随用碱量的增加逐渐减小。这是因为用碱量增加使纤维碱性降解程度增大,造成纤维素大分子链变短[14]。同时,当用碱量逐渐增加,纤维长度先快速变短,之后以线性趋势逐渐减小。原因可能是用碱量较小时,纤维中大量的木素等黏结物质未被去除,纤维素大分子链被缠结在一起,造成纤维长度较大。当用碱量增加,木素被快速去除,纤维长度迅速变短。木素被基本脱除后,纸浆聚合度及纤维长度随碱性降解程度增加同步减小。图2 为不同用碱量下纸浆聚合度与纤维长度之间的关系。由图2 可知,用碱量变化时纸浆聚合度与纤维长度的变化趋势呈正相关,特别当纤维长度在1.5~1.7 mm 左右时,二者呈线性正相关,此时拟合曲线R2=0.99。

图1 用碱量对纸浆聚合度及纤维长度的影响Fig.1 Effect of alkali charge on DP and fiber length
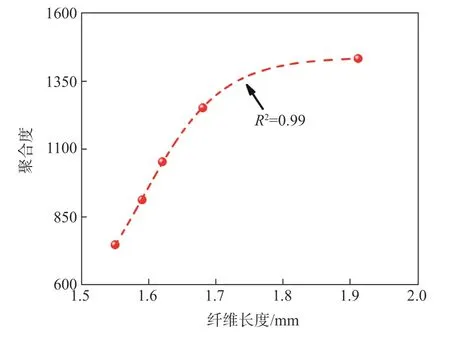
图2 不同用碱量下纸浆聚合度与纤维长度的关系Fig.2 Relationship between DP and fiber length with different alkali charge
2.1.2 蒸煮温度对剑麻纸浆聚合度及纤维长度的影响
图3 为纸浆聚合度及纤维长度随蒸煮温度变化的情况。由图3可知,纸浆聚合度及纤维长度随蒸煮温度的升高逐步减小,且纸浆聚合度在蒸煮温度为150~160℃时下降幅度较大。产生该现象的原因是蒸煮温度大于100℃时,纤维素开始碱性水解反应,水解程度随着蒸煮温度增加持续增大,且当蒸煮温度大于150℃时,剥皮反应开始,纤维素大分子链降解速度进一步加快。图4为蒸煮温度变化时纸浆聚合度与纤维长度之间的关系。如图4所示,蒸煮温度变化时,纸浆聚合度与纤维长度的变化趋势呈线性正相关。
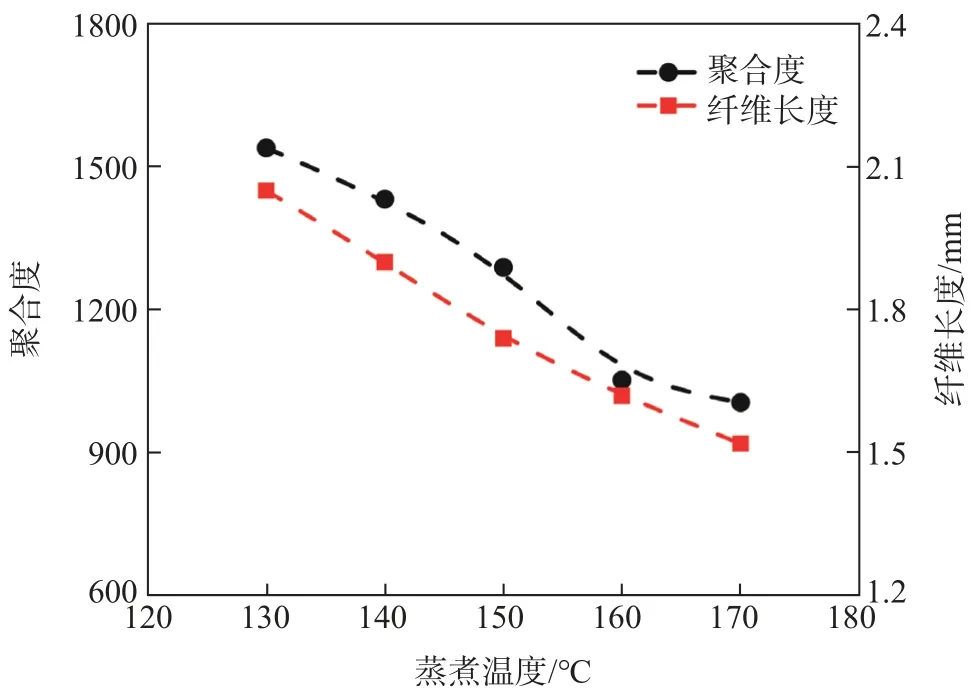
图3 蒸煮温度对纸浆聚合度及纤维长度的影响Fig.3 Effect of cooking temperature on DP and fiber length
2.1.3 保温时间对剑麻纸浆聚合度及纤维长度的影响
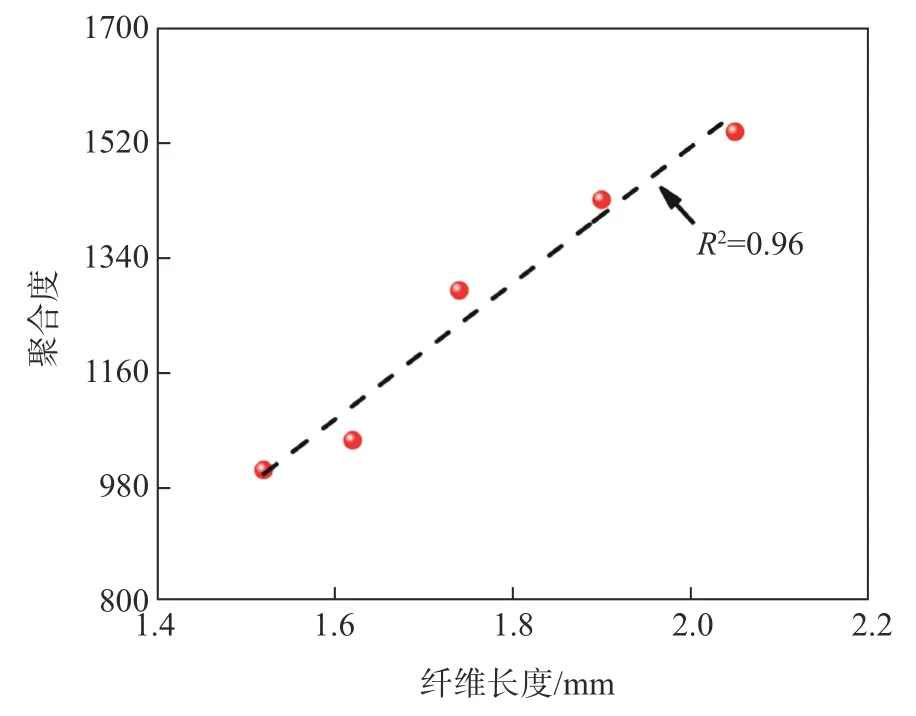
图4 不同蒸煮温度下纸浆聚合度与纤维长度的关系Fig.4 Relationship between DP and fiber length with different cooking temperature
图5 为保温时间对纸浆聚合度及纤维长度的影响。如图5 所示,与2.1.1 和2.2.2 不同,纸浆聚合度及纤维长度均随保温时间增加呈现先增大后减小的趋势。原因可能是随着保温时间延长,纸浆中聚合度和长度较低的细小纤维组分及半纤维素逐渐降解为葡萄糖分子而流失,造成纸浆聚合度及纤维长度变大。当保温时间继续延长,大量纤维素大分子链发生严重降解,造成纸浆聚合度及纤维长度减小。从图5中还可知,纸浆聚合度、纤维长度与细小纤维含量的变化是同步的。图6为保温时间变化时纸浆聚合度与纤维长度的变化关系。从图6可以看出,保温时间变化时纸浆聚合度与纤维长度的变化趋势呈线性正相关。
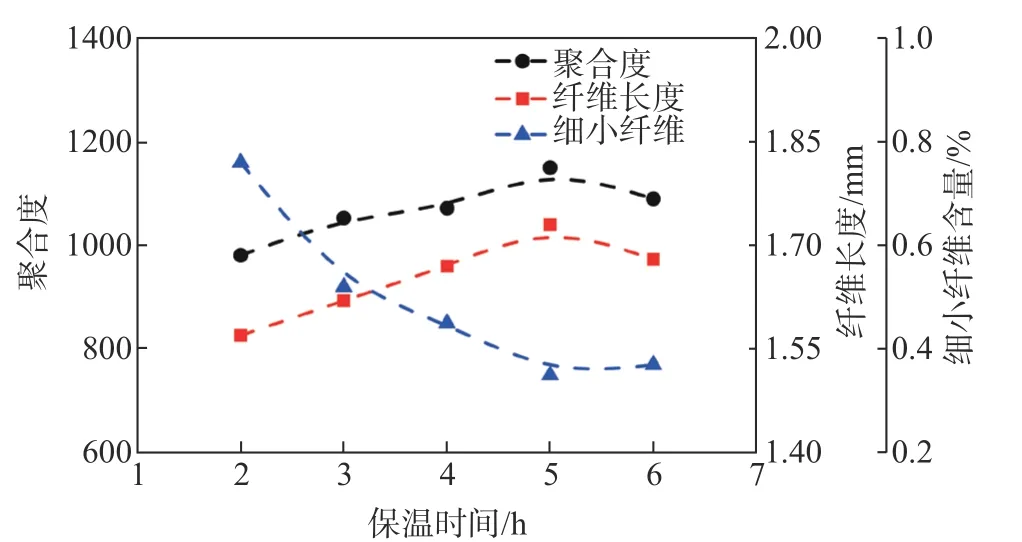
图5 保温时间对纸浆聚合度及纤维长度的影响Fig.5 Effect of time at max temperature on DP and fiber length
2.2 打浆过程中剑麻纸浆聚合度和纤维长度的变化规律
打浆时纤维受机械力的影响发生切断、分丝帚化、吸水润胀、细纤维化及产生纤维碎片等变化。纸浆聚合度及纤维长度在打浆过程中的变化是由物理作用造成的,属于物理变化,该过程并不发生化学变化和产生新的物质[5]。本研究采用两种不同的打浆方式探究打浆处理过程中剑麻纸浆聚合度和纤维长度的变化规律。

图6 不同保温时间下纸浆聚合度与纤维长度的关系Fig.6 Relationship between DP and fiber length with different time at max temperature
图7 为PFI 和Valley 打浆时纸浆聚合度和纤维长度的变化规律。由图7可知,纸浆聚合度及纤维长度在两种打浆方式下均随打浆度升高逐渐减小。纸浆经PFI 和Valley 打浆至打浆度约为90°SR 时,聚合度从1378 分别下降到1184 和1145,纤维长度从1.65 mm均下降到1 mm以下。
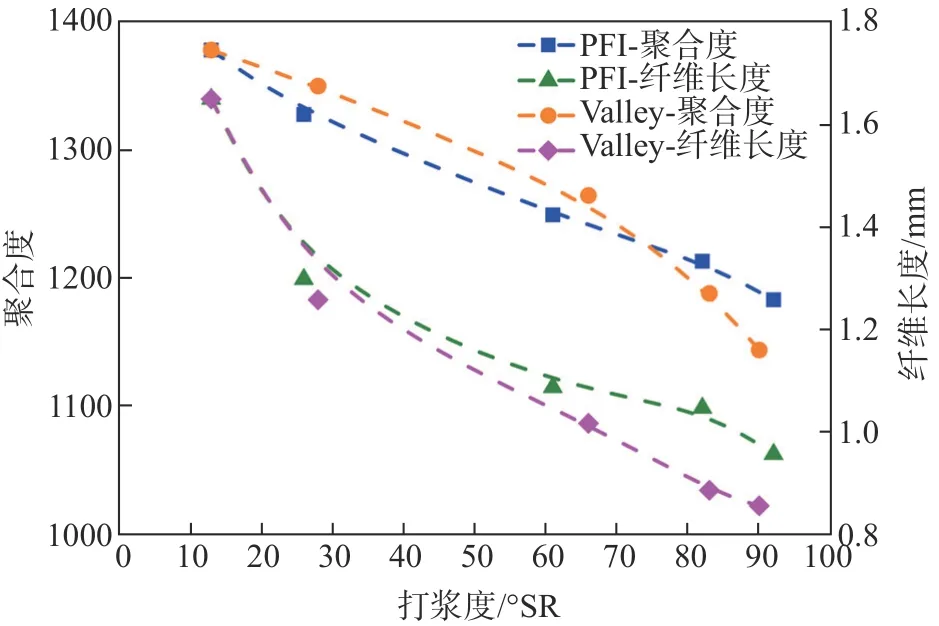
图7 打浆对剑麻纸浆聚合度和纤维长度的影响Fig.7 Effect of beating on DP and fiber length of sisal pulp
从图7 还可以看出,在打浆初期,即打浆度为20~65°SR 左右时,Valley 打浆的纸浆比PFI 打浆的纸浆纤维长度更短,聚合度更高;在打浆后期,即打浆度为75~90°SR 左右时,Valley 打浆方式所得纸浆的聚合度及纤维长度均比PFI 打浆的纸浆小。Valley 打浆是低浓打浆,以切断纤维为主;而PFI 打浆是中浓打浆,以纤维摩擦产生分丝帚化为主。结合图8、图9 所示的纤维微观结构变化,可知纸浆纤维在两种不同打浆方式下的变化历程:Valley 打浆初期,纸浆的打浆度上升主要依靠纤维切断作用,此时纤维原纤化程度较PFI 打浆低,纤维长度较短,聚合度较高;到打浆后期,Valley 浆中大量切断变短的纤维开始分丝帚化、细纤维化,其纸浆整体原纤化程度比PFI 打浆的纸浆更大,聚合度更低。由此可知,打浆过程中纸浆聚合度的下降主要是因为纤维的分丝帚化、细纤维化等作用,而与纤维切断作用关系不大。

图8 PFI打浆过程中纤维的微观结构变化Fig.8 Changes of fiber microstructure during PFI beating process

图9 Valley打浆过程中纤维的微观结构变化Fig.9 Changes of fiber microstructure during Valley beating process
表3 为打浆线压力对剑麻纸浆聚合度及纤维长度的影响。由表3可知,打浆线压力降低后,打浆转数相同的两种纸浆的纤维长度相差0.43 mm,但聚合度相近。线压力降低使打浆过程的切断作用减弱,纤维分丝帚化及吸水润胀等作用不变,因此,打浆过程造成纸浆聚合度下降的原因主要是纤维的分丝帚化、细纤维化等作用。
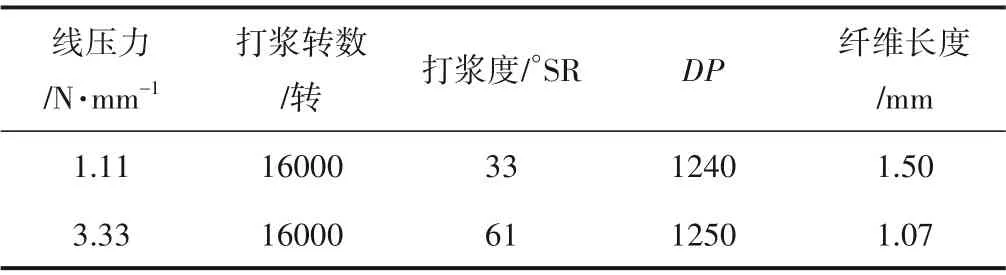
表3 打浆线压力对剑麻纸浆聚合度及纤维长度的影响Table 3 Effect of beating pressure on the DP and fiber length of sisal pulp
表4 为切断程度对剑麻纸浆聚合度的影响。从表4 可知,纸浆纤维经全自动切断机切断为不同长度后,纸浆聚合度的变化非常小。原因可能是天然纤维素分子链长度大约仅为5000 nm,相当于10000 个葡萄糖单元的长度,且蒸煮过程的化学降解作用还使其迅速缩短。而切纸机或打浆机对纤维造成的切断是微米/毫米尺度的变化,该变化对纳米尺度的纤维素分子链的长度影响极小[15]。打浆过程造成纸浆聚合度下降的原因可能是纤维上存在一些在蒸煮时被破坏的薄弱环节,这些环节在打浆时由于纤维之间的揉搓作用而吸水润胀、结合力减弱,从而发生断裂[16]。打浆过程还会造成纤维分丝帚化、细纤维化及产生纤维碎片等,这些纳米尺度的纤维结构变化才能使纸浆聚合度下降。

表4 切断程度对剑麻纸浆聚合度的影响Table 4 Effect of cutting degree on the DP of sisal pulp
2.3 蒸煮与打浆处理过程中剑麻纸浆聚合度与纤维长度的关系
图10 为蒸煮与打浆处理过程中剑麻纸浆聚合度与纤维长度的关系。从图10 可以看出,在蒸煮和打浆过程中,纸浆聚合度与纤维长度的变化均存在强相关性。说明在这2个工段,纤维长度可以间接反映纸浆聚合度水平,从而更加方便快捷地监测纸浆质量。

图10 蒸煮与打浆过程中纸浆剑麻聚合度与纤维长度的关系Fig.10 Relationship between DP and fiber length of sisal pulp during cooking and beating
由图10 还可知,在蒸煮和打浆过程中,纸浆聚合度均在纤维长度较大时随纤维长度的减小缓慢下降,而当纤维长度持续减小,聚合度下降速度加快。原因可能是在碱法蒸煮时,纤维原料同时进行脱木素反应和碳水化合物降解反应,当木素脱除至原料能够成浆时,碳水化合物也相应降解,因此蒸煮完成时纸浆的聚合度有一定上限。以此上限为起点,此时蒸煮条件相对较弱,木素还未脱除完毕,当蒸煮条件加强,剩余木素的脱除使纤维素分子链间的黏结作用迅速减弱,导致纤维长度快速减小,而此时碳水化合物的降解程度是随蒸煮条件的加强稳步增大。当蒸煮条件已能将原料中的木素脱除完毕,纸浆聚合度与纤维长度随蒸煮条件同步变化;而在打浆过程中,纸浆聚合度及纤维长度的变化由两种不同的作用造成,切断作用使纤维长度变短,分丝帚化、细纤维化等作用使纸浆聚合度减小。且如图7、图10所示,本研究所用两种打浆工艺对纤维的切断作用在打浆初期更强、打浆后期较弱,对纤维的分丝帚化、细纤维化等作用则是稳定或逐渐加强。
3 结 论
本研究采用不同蒸煮、打浆工艺研究了剑麻纸浆聚合度和纤维长度在两种不同处理方式下的变化规律。
3.1 蒸煮处理过程中,纤维发生碱性降解反应,剑麻纸浆聚合度及纤维长度随用碱量、蒸煮温度的增加而减小,随保温时间的延长先增大后减小。根据不同纸浆质量需求,可通过调整蒸煮工艺制备不同聚合度及纤维长度的纸浆。
3.2 打浆处理过程中,剑麻纸浆聚合度及纤维长度随打浆度的增加逐渐减小,二者的变化趋势与打浆方式及打浆工艺有关。打浆过程中纸浆聚合度下降的原因主要是纤维发生的吸水润胀、分丝帚化、细纤维化及产生纤维碎片等纳米尺度的变化,与微米/毫米尺度的纤维切断作用基本无关。这为科学调控打浆过程提供理论依据,可通过控制打浆工艺调节纸浆聚合度、长度、打浆度、孔隙结构及物理强度等性能。
3.3 在蒸煮和打浆过程中,剑麻纸浆聚合度与纤维长度均存在强相关性。其中,蒸煮处理时,碱性降解作用使纸浆聚合度及纤维长度同时发生变化,所以可通过经验公式利用纤维长度间接反映纸浆聚合度。而打浆处理时,两种不同的作用同时造成纸浆聚合度和纤维长度分别变化,因此,在同一打浆工艺下,也可通过纤维长度间接反映纸浆聚合度。
猜你喜欢
食品与发酵工业(2021年14期)2021-08-02 12:47:08
纺织科技进展(2021年5期)2021-07-22 08:41:42
装备制造技术(2021年1期)2021-05-21 07:54:44
科技创新与应用(2019年3期)2019-02-28 10:39:10
中国纤检(2017年12期)2018-02-07 19:50:10
星星·散文诗(2017年22期)2017-12-30 05:43:59
棉花科学(2016年3期)2016-06-14 02:40:12
安徽化工(2016年5期)2016-02-27 08:25:04
中国塑料(2015年5期)2015-10-14 00:59:54
江苏农业科学(2014年10期)2014-11-22 12:39:44
