液压支架立柱活塞杆表面修复方法比较
2019-06-24 12:45:28纪振岗
中小企业管理与科技 2019年14期
纪振岗
(山西金晖煤焦化工有限公司矿山装备分公司,山西 孝义033000)
1 表面修复优缺点及工艺特点
面修复优缺点及工艺特点如表1和表2所示。
2 各种修复方法的投资成本
上述四种活塞杆修复方法所使用的主要设备及价格如表3所示。
表3仅给出了各修复方法所需设备的价格,除此以外,投资成本还要考虑原料成本、配套辅助设备费用(自动送粉装置、水冷系统、矫直及机加工设备)、后期维修保养费用等[1]。
3 效益及发展前景
从环境效益来看,上述四种修复方法均属于环境友好型,主要区别在性能效益和经济效益。对于性能效益,依据活塞杆的使用工况,主要考量修复层与基体的结合强度、修复层的耐磨性(硬度为主要指标)、耐腐蚀性及孔隙率等。各修复方法的性能效益和经济效益综合对比如表4所示。
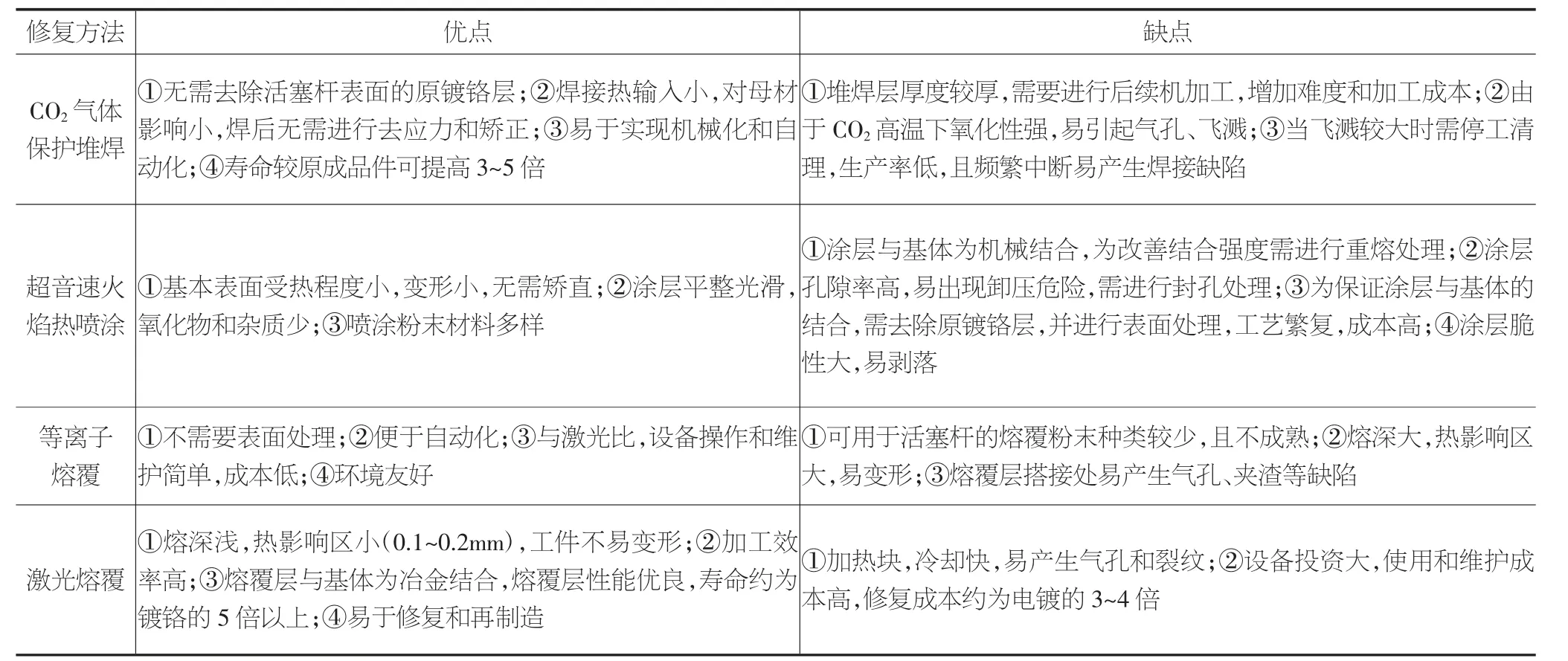
表1 活塞杆修复方法的优缺点
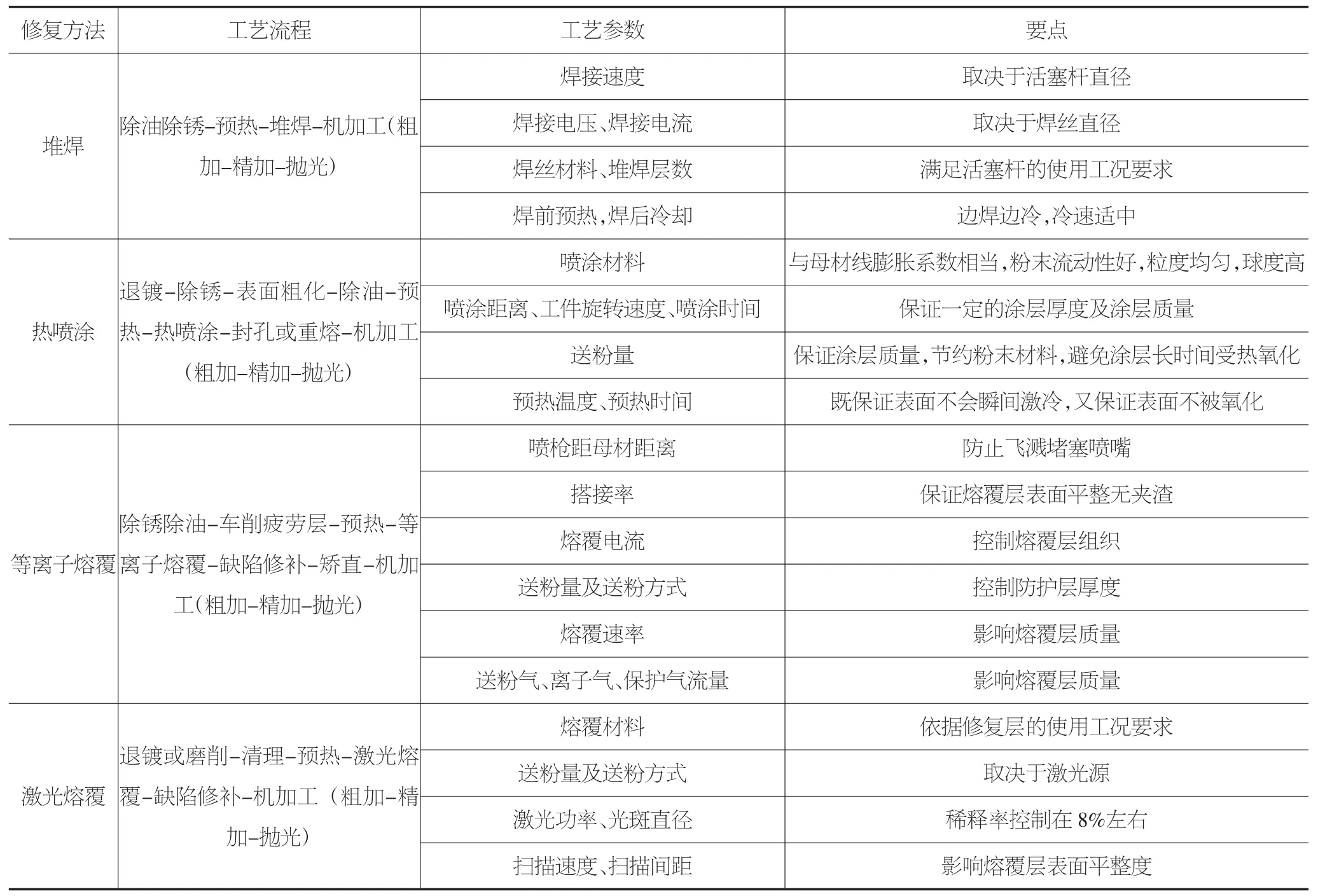
表2 活塞杆修复方法的工艺特点

表3 各修复方法所需设备及报价
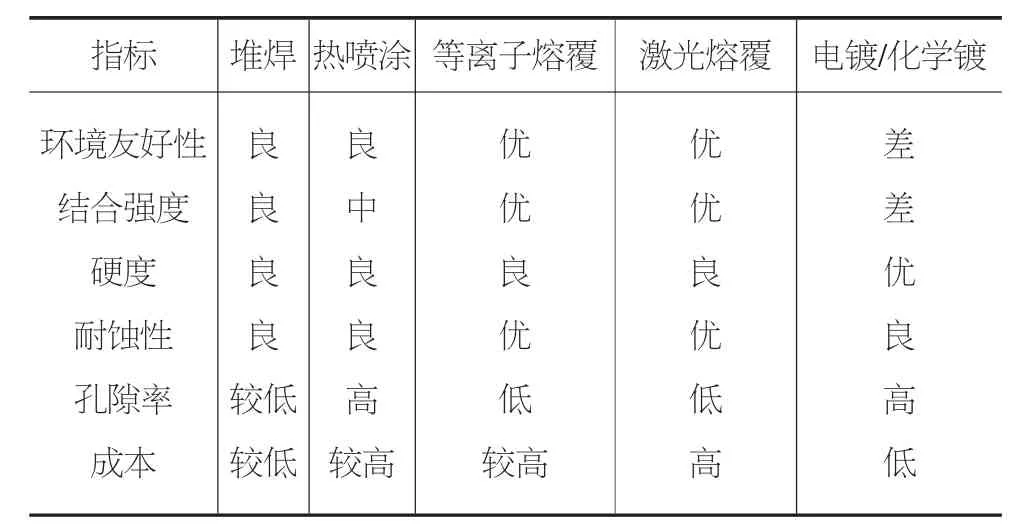
表4 各修复方法的性能效益和经济效益综合对比表
就短期小批量生产而言,堆焊是综合性能较好的,既能满足修复层的使用要求,投资及维护成本较低,其使用寿命较原成品件提高了3 倍,但生产效率偏低。热喷涂技术中的超音速火焰热喷涂和等离子热喷涂设备成本较高,且由于修复层与母材为机械结合,修复层孔隙率高,需要额外的重熔技术及封孔技术,使成本进一步提高,且工艺复杂,影响因素较多,生产率低。在煤矿机械设备的表面修复强化领域中,等离子熔覆技术的发展及应用较激光熔覆技术更为成熟,从设备的投资及后期维修保养等方面,其价格基本保持稳定,但等离子熔覆对基材影响大,易使活塞杆发生变形[1]。虽然激光熔覆设备投资成本及后期维修护理成本较高,但其能量密度集中,对基材影响小,工艺不易变形,熔覆层组织致密,具有优异的耐蚀性,激光熔覆技术修复产品的使用寿命较镀铬提高了5~10 倍,但修复成本是镀铬修复成本的5 倍左右,是等离子熔覆技术修复成本的2 倍。随着市场需求的不断增加,以及对产品质量的要求不断提高,激光技术不断发展成熟,设备的价格肯定会下降,降低激光熔覆投入成本。从长远发展来讲,激光熔覆技术的性价比较高,发展空间大,将来有望在液压支架修复中占据主导地位。
猜你喜欢
沈阳理工大学学报(2022年3期)2022-08-11 01:59:46
红领巾·探索(2022年5期)2022-06-02 22:32:46
云南化工(2021年6期)2021-12-21 07:31:14
建材发展导向(2021年20期)2021-11-20 05:42:56
中华养生保健(2020年7期)2020-11-16 01:13:40
电子制作(2018年18期)2018-11-14 01:48:22
现代园艺(2017年23期)2018-01-18 06:57:47
流体机械(2017年9期)2017-02-06 05:13:58
焊接(2016年1期)2016-02-27 12:57:53
中国卫生标准管理(2015年15期)2016-01-15 02:58:43