紫外杀菌技术在乳制品灭菌工艺中应用研究进展
2019-06-10 03:48张晓君王彩云程英云战友杨吉武
中国乳品工业 2019年4期
张晓君,王彩云,程英,云战友,杨吉武
(内蒙古乳业技术研究院有限责任公司,内蒙古伊利实业集团股份有限公司,呼和浩特010110)
0 引 言
乳制品通过热杀菌可杀灭微生物,破坏酶类,以延长保质期。但热杀菌会对乳制品的理化、营养、感官造成影响[1-2]。为了减少这些影响,人们开始研究紫外杀菌、超高压杀菌、高压脉冲电场杀菌、放射线杀菌、脉冲强光杀菌、微波杀菌等非热杀菌技术[3]。
现有紫外杀菌设备对乳制品的杀菌效果较差使得紫外杀菌技术并没有应用于乳制品杀菌,但随着消费者对于乳制品风味、营养等要求的提高,紫外杀菌技术逐渐受到关注,促进了应用于乳制品的紫外杀菌设备研究与开发,使得乳制品的紫外杀菌成为可能。
本文介绍了紫外杀菌技术的定义、特点及对乳制品杀菌的研究现状,同时列举了应用于乳制品的紫外杀菌设备,为紫外杀菌技术应用于乳制品提供参考。
1 紫外杀菌技术
1.1 紫外杀菌定义
紫外杀菌是利用适当波长的紫外线破坏微生物机体细胞中DNA的分子结构,造成生长性细胞死亡和再生性细胞死亡,达到杀菌的效果。目前使用较为广泛的紫外杀菌为微波紫外杀菌技术。微波紫外杀菌技术,全称为微波动力无电极紫外杀菌技术,是针对传统紫外系统的极限和缺陷研发出的新一代紫外杀菌技术,主要是更改了紫外灯。该技术使用的微波动力的无电极紫外线汞灯没有直接来自外部电路的电子流放电,主要是应用微波功率来激发无电极的紫外线灯管。微波,即频率在300~300 000 MHz的电磁波(波长1mm~1m),其产生大约需要12 s。如果在待机模式下供电,无电极灯可瞬时多次启动而不影响灯管寿命。
与传统紫外杀菌技术相比,微波紫外杀菌技术具有长寿命、不需备用系统,UV剂量可根据流量调整等超越当前紫外线杀菌的诸多优点。但微波紫外杀菌技术也存在一定的缺点,例如存在光复活、暗复活现象,更换紫外灯管费用贵及发出微波的磁电管寿命有限。
1.2 紫外杀菌原理
紫外线杀菌的原理主要是通过紫外线对微生物的照射,破坏及改变微生物组织结构(DNA核酸),导致核酸结构突变,生物体丧失复制、繁殖能力,功能遭到破坏,从而达到杀菌的目的。根据生物效应的不同,将紫外线按照波长划分为4个部分:A波段(UV-A,320~400 nm),又称为黑斑效应紫外线;B波段(UV-B,275~320 nm),又称为红斑效应紫外线;C波段(UV-C,200~275 nm),又称灭菌紫外线,因为C波段紫外线很容易被生物体的DNA吸收,尤以253.7 nm左右的紫外线最佳;D波段(UV-D,100~200 nm),又称真空紫外线。
2 紫外杀菌技术在乳制品行业的应用
在乳制品工业中,紫外线杀菌技术主要用于3个领域:表面杀菌、空气杀菌和液体杀菌。在表面杀菌方面,例如紫外线常用于包装材料(容器、包装纸或瓶盖)的消毒,在包装材料运输通道上用适宜的紫外线灯照射可以起到杀菌作用。莫建文[4]研究发现采用3016μw·s/cm2的紫外线可以使塑料瓶内壁金黄色葡萄球菌和大肠杆菌数量减少95%以上。在空气杀菌方面,例如在生产车间空调系统中安装UV装置,辐射杀灭空气中微生物[5]。在液体杀菌方面,例如在生产用水处理过程中,采用UV照射的方式对水进行消毒[6]。但对于饮料、果汁、牛奶等浊度较高的液态食品,紫外线的消毒效果十分有限,主要原因在于紫外线并不能穿透上述食品,无法有效的完成杀菌过程。
2.1 限制紫外杀菌技术应用的因素及解决方式
由于紫外线的穿透能力较低,所以对于待灭菌液体的色度、浊度等有一定要求[7],这也限制了其应用范围。在饮用水处理系统中,濮晨熹等[8]研究表明紫外线消毒效果随出水浊度的升高而降低,当出水浊度<3.5 NTU时,取得良好的紫外线消毒效果。颗粒物对紫外线消毒效果的影响主要与颗粒物的包裹作用及自身粒径有关,浊度对紫外线消毒效果的影响主要是颗粒物的包裹作用造成的,而能起到包裹作用的颗粒物粒径大于5μm。紫外线对液体的消毒效果主要取决于紫外线在液体中的透射率,透射率越高,接触微生物的几率就越高,杀菌效果就越好。Koutchma[9]总结了253.7 nm的紫外线在水、饮料及液体食品中的吸收系数及透射率,具体如表1所示。
由表1可以看出,除水外,对苹果汁等液态食品使用紫外作为杀菌手段时,如果希望紫外线能够穿透食品,则需要将液层厚度控制在极薄的水平,这样才能保证较好的杀菌效果。显然目前用于水消毒的紫外线设备不适用于苹果汁等液态食品的消毒。有2种设计方法实现紫外很好的穿透液态食品:①使液态食品形成极薄的液态薄膜,以增加紫外光透过率[10];②增加接近光源的流体表面更新速度,如使液态食品以湍流状态通过光源,可以将液态食品在螺旋管中以一定速度流动从而形成Dean旋涡,紫外灯放置在螺旋管外侧,以增加紫外的辐射强度及辐射均匀性[11]。单纯采用设计方法①或者②,在实际应用过程中都会遇到很多技术问题。如采用设计方法①将牛奶形成极薄的薄膜,从表1可知透射率90%的牛奶液层厚度仅为0.003 cm,不仅会极大的限制牛奶紫外线杀菌设备的生产能力,而且对设备制造精度提出了很高的要求,设备生产成本较高。在紫外杀菌设备开发过程中,需要将上述两种设计方法结合,从而降低对液层厚度的要求,降低设备制造成本,提高设备的生产能力。
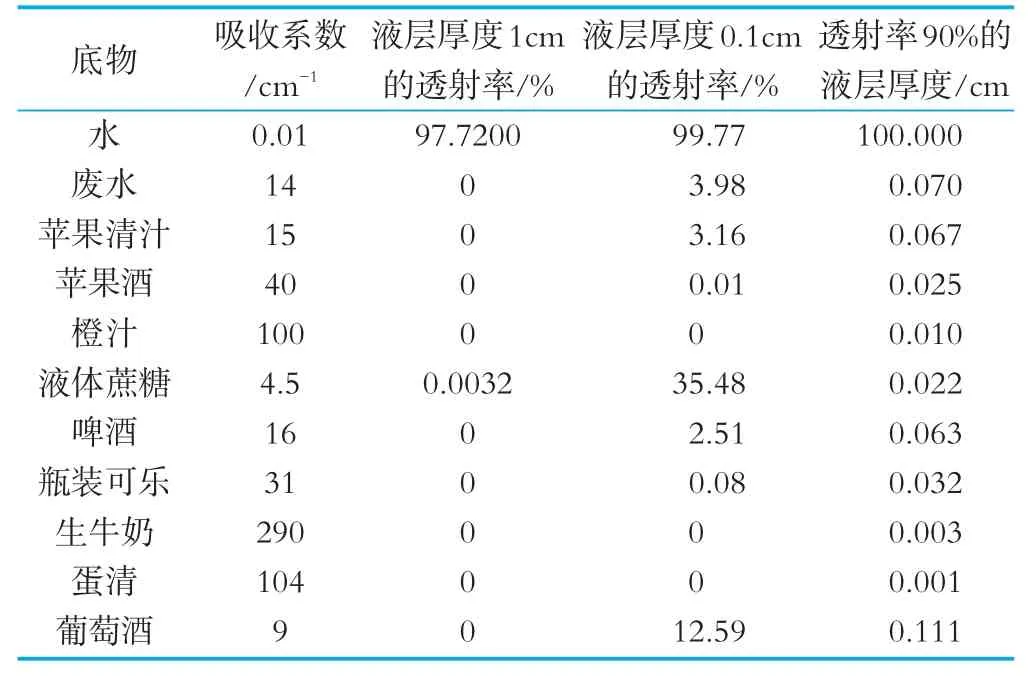
表1 253.7 nm紫外线在水、饮料及液体食品中的吸收系数及透射率
2.2 用于乳制品灭菌的紫外杀菌设备
基于以上2种改善紫外线穿透液态食品的方法,目前已有多款可以应用于乳制品等浑浊液态食品杀菌的紫外杀菌设备(见表2)。
由表2可以看出,综合对比上述4种紫外杀菌设备,SUREPURE管式紫外杀菌设备及AseptoRay紫外杀菌设备的设计理念综合了使液态食品形成极薄的液态薄膜和增加接近光源的流体表面更新速度两种设计方法,有效的提高了紫外线在牛奶中的穿透性,对牛奶中微生物有很好的杀灭效果,是牛奶等浑浊液态食品紫外杀菌设备发展的主流方向。目前国内开展牛奶紫外杀菌设备设计和生产的厂家很少,SUREPURE管式紫外杀菌设备及AseptoRay紫外杀菌设备的设计思路为开展国产化牛奶紫外杀菌设备的研发提供了参考。
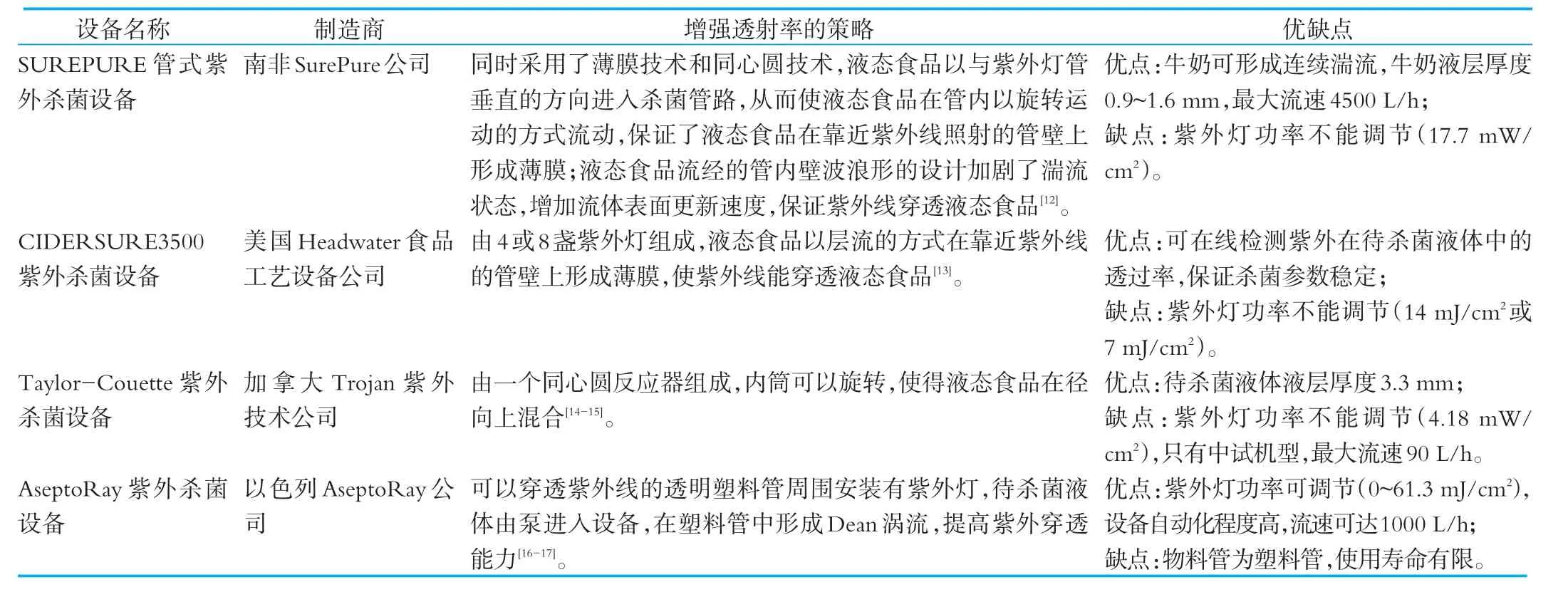
表2 用于浑浊液体食品杀菌的紫外杀菌设备
2.3 紫外线杀菌技术用于乳制品杀菌的法规依据
2016年7月21日,欧盟发布(EU)2016/1189委员会实施决议,批准200~310 nm紫外线(能量1045 J/L)处理巴氏杀菌牛奶作为新资源食品。除欧盟外,其他国家和地区并没有针对紫外线处理牛奶生产相关产品出台相关的法规和标准,这限制了紫外杀菌技术在乳制品生产中的开发应用,所以应该加强紫外杀菌牛奶的基础研究,完善相关安全评估数据,推动紫外杀菌牛奶法规的建立。
2.4 紫外杀菌技术对乳制品中微生物的杀灭效果
紫外线可以杀灭各种微生物,包括细菌繁殖体、细菌芽胞、结核杆菌、病毒、真菌、立克次体等。目前,紫外线对牛奶体系中不同微生物的杀灭效果的研究报道[18-24]很多,具体如表3所示。
由表3可以看出:(1)在同一研究体系中,不同微生物在相同紫外剂量下对数值(log)降低数是不同的,主要原因可能有以下两方面:①不同微生物对于紫外线的敏感性不同;②微生物的生长状态不同耐受紫外线的程度也不同。(2)不同研究中,紫外线对同种微生物的杀灭效果不同,主要原因可能有以下两方面:①不同研究中采用的紫外设备不同,牛奶接受的有效紫外紫外有差异;②不同研究中采用的研究体系不同,而研究体系中不同的组分会对微生物起到保护作用。所以在研究紫外线对牛奶中不同微生物的杀菌效果时,需要从以下3个方面开展研究:①研究牛奶中各种微生物的致死紫外线剂量;②研究不同生长状态的微生物对紫外线的耐受程度;③研究牛奶中脂肪、蛋白质、乳糖等主要成分对于紫外线杀菌效果的影响。
另外,目前文献研究[18-24]中,对紫外剂量的表达有不同形式,如J/L,J/cm2,J/m2等。这是由于不同研究者采用的试验方法不同,如紫外剂量用J/L表达,采用的试验方法是将一定体积的牛奶流过一定功率紫外线照射的石英管路;紫外剂量用J/cm2或J/m2表达,采用的试验方法是将牛奶放置于一定面积的平盘中,采用一定功率的紫外灯照射一定时间。J/L的剂量表达方式与实际应用情况更为接近,所以建议在研究中紫外剂量采用J/L的表达方式。
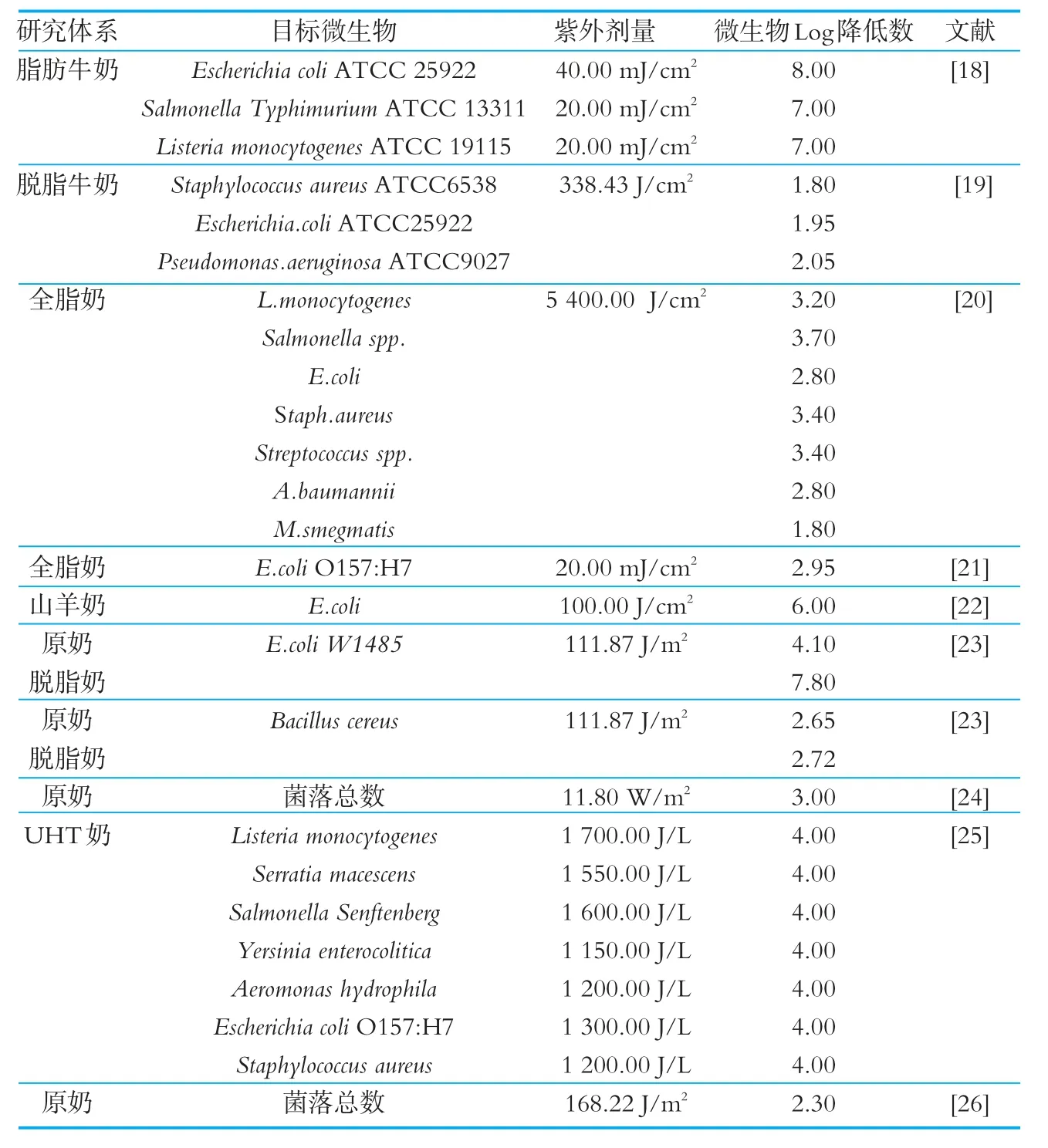
表3 紫外线对牛奶中不同微生物的杀灭效果
大多数国家的法规要求出售的牛奶必须进行热巴氏处理[27],所以采用紫外线处理牛奶后直接销售是不符合法律法规要求的,而巴氏杀菌与紫外线杀菌组合对牛奶进行处理,不仅可以降低巴氏杀菌的强度,更好地保持牛奶的风味,而且可以延长巴氏奶货架期。Rossitto等[28]研究表明采用紫外线杀菌技术与巴氏杀菌技术联合处理牛奶,可以延长保质期。虽然巴氏杀菌与紫外杀菌组合可以延长巴氏奶货架期,但仍需要从生产成本的角度去分析该组合工艺是否合适。紫外杀菌技术在降低牛奶中微生物数量的同时,会对牛奶的风味及口感产生影响,所以在建立牛奶紫外杀菌工艺时,需要在杀菌效果及风味口感之间平衡。
2.5 紫外杀菌技术对乳制品成分的影响
2.5.1 对乳制品中脂肪的影响
乳制品受紫外线照射后会产生异味,这些异味的产生是吸收了紫外产生的臭氧和氮氧化合物而使乳中的脂肪发生了光化学反应。虽然到目前为止还没有证据表明这些产物对人体有害,但给风味带来的影响是其成为该技术在乳制品中应用的一大障碍。有研究认为[29],这种光化学反应可通过滤去较短波长的紫外光或照射前在产品上覆盖一层惰性气体来防止,但这需要从紫外杀菌设备设计的角度加以解决。Bandla等[26]通过检测丙二醛和羟基氧化产物(MORS)发现,原奶经过紫外照射后MORS的浓度由41.0 nmol/mL提高至75.5 nmol/mL,这是由于牛奶脂肪和磷脂中不饱和脂肪酸光氧化造成的。
Frans等[30]检测了原奶、巴氏奶、UV奶及UV+巴氏奶中游离脂肪酸的含量,分别为0.291%,0.313%,0.365%,0.511%。UV+巴氏奶中游离脂肪酸含量较高可能是较大程度地破坏了脂肪球膜,加速了脂肪酸败分解。
紫外线引起脂肪氧化而造成牛奶风味变差是应用紫外杀菌技术对牛奶杀菌的较大障碍。除了从紫外杀菌设备设计的角度加以解决外,还可以从杀菌工艺上加以解决。一方面可以采用低剂量的紫外线进行多次牛奶杀菌,如采用多个30 W的紫外灯串联使得杀菌剂量达到一定数值,而不是采用一个1 000 W的紫外灯一次杀菌使紫外剂量达到一定数值。另一方面可以考虑在紫外杀菌前,将牛奶中脂肪脱除,将脱脂奶采用紫外杀菌,而脂肪采用热杀菌技术进行处理,而后再混合,以消除紫外线对脂肪的氧化。
2.5.2 对乳制品中蛋白质的影响
在食品生产过程中,蛋白质的氧化程度可以造成羧基含量增加、总巯基含量降低[31]。Hu等[24]研究发现原奶经过紫外照射后,羧基化合物含量由2.74 nmol增加到4.43 nmol(每mg蛋白质中)。紫外照射会造成牛奶蛋白一级结构的改变。Tammineedi等[32]研究表明α-酪蛋白经紫外照射 5,10,15 min后进行SDS-PAGE;结果显示照射前电泳条带集中在35 ku,随着照射时间的延长,35 ku处条带逐渐减少;乳清蛋白经紫外照射5,10,15 min后进行SDS-PAGE;结果显示随着照射时间的延长牛血清白蛋白、乳铁蛋白及免疫球蛋白含量逐渐减少,在照射15 min后这3种蛋白条带完全消失。
紫外线对酶的影响通过2种途径实现:①蛋白质或结合生色团吸收紫外线导致光氧化,从而电离产生激发态或自由基;②蛋白质结合或其他生色团分子氧化过程中发生能量转移,从而产生单分子氧,这样单分子氧造成蛋白质氧化[34]。这些过程产生的氧化应激会导致蛋白质三维结构发生变化,从而导致酶的催化活性丧失[35]。但紫外照射并不会造成所有酶的失活。Lukas等[36]研究表明与巴氏杀菌相比,紫外处理可以更好地保持溶菌酶的活性,所以紫外处理后乳中抑菌物质含量高于巴氏处理,存放过程中微生物生长速度较巴氏奶慢。Frans等[30]研究表明紫外线处理会造成牛奶中的某些酶活性降低,如脂肪酶和蛋白酶,但对磷酸酶和过氧化酶活性没有影响。
目前研究中发现牛奶经紫外处理后有些酶活性降低,有些酶活性不变,可能是由于不同酶对于紫外线的耐受剂量不同,在研究紫外线应用于牛奶杀菌时,除了关注微生物杀灭效果外,还应关注紫外线对不同酶类的灭活效果,因为酶的存在也会引起牛奶的品质变化,如造成牛奶苦味、凝固、沉淀等。
2.5.3 对乳制品中维生素的影响
从文献[36]中的成果来看,用UV处理的牛奶,VD质量浓度明显提高,例如照射后10 min,VD含量由原来的1.80 IU/100 mL提高到50.70 IU/100 mL,这是由于紫外线照射能使牛奶中VD原(7-脱氢胆固醇)B环上的双链断裂,从而转化成VD 3[37]。O.Guneser等[38]对比了巴氏杀菌(65℃,30 min)及紫外杀菌对牛奶中维生素质量浓度的影响,结果如表4表示。由表4可以看出,随着紫外剂量的增加,牛奶中VA,VB2,VC和VE的质量浓度逐渐降低。VB2在乳制品光氧化过程中有重要的催化作用,Lee等[39]的研究表明当牛奶暴露于荧光灯时,VB2的浓度变化与牛奶异味的产生有直接关系。
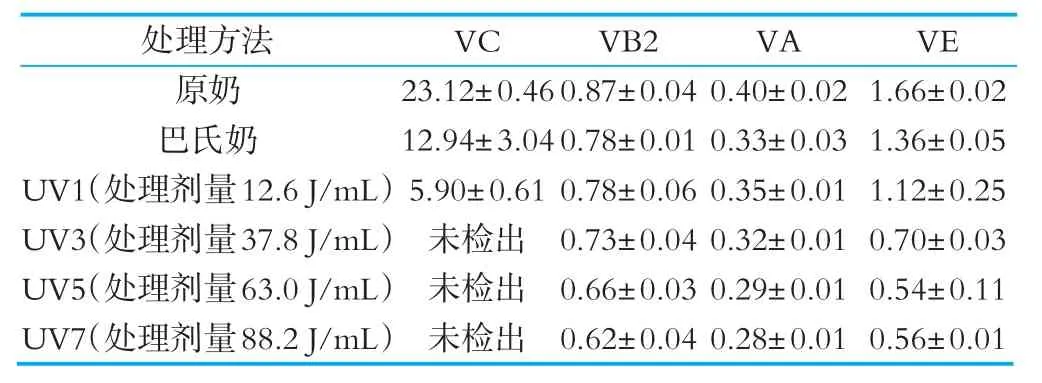
表4 不同处理方法对牛奶中维生素质量浓度的影响 mg/L
Frans等[30]对比了巴氏杀菌(73.5℃、15 s)、紫外线杀菌(26.12 J/L)、紫外线+巴氏杀菌(26.12 J/L及73.5℃、15 s)处理对全脂牛奶中维生素的影响,结果如表5所示。由表5可以看出,紫外线杀菌处理后牛奶中VB12和VB2质量分数变化不大。Frans等[30]关于紫外线对VB2影响的研究结果与O.Guneser等[41]的结果不一致,主要是Frans等采用的紫外线剂量明显低于O.Guneser等的。
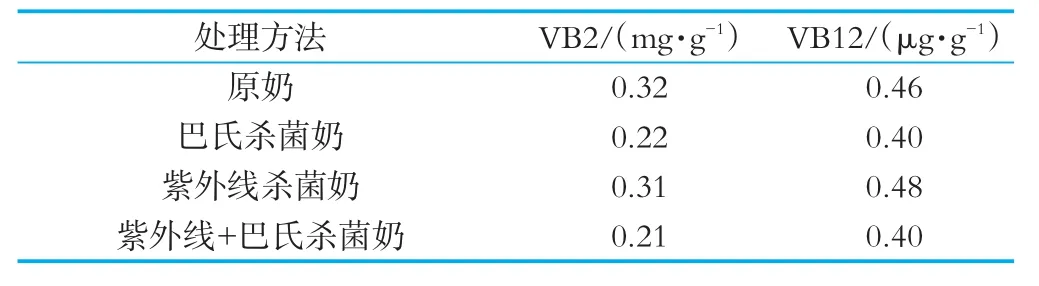
表5 不同处理方法对牛奶中VB2和VB12质量分数的影响×10-2
3 展望
虽然目前在紫外线对乳制品中不同微生物的杀灭剂量及对乳制品特性影响方面已经有大量文献报道,但不同研究者使用的紫外杀菌设备、紫外剂量表述等均存在很大差异,结果间没有可比性。所以有必要建立统一的紫外杀菌设备标准及紫外剂量表述方法,以推动紫外杀菌技术在乳制品杀菌方面的应用,生产出满足消费者所需的天然、健康的乳制品,这具有广阔的市场前景。
相比国外研究,国内研究者对紫外杀菌技术在乳制品杀菌方面,还需要进行大量基础性研究,主要包括:①紫外线对乳制品中不同微生物的杀灭效果的研究;②紫外线对乳制品特性影响的研究;③工业化的乳制品紫外杀菌设备的开发。同时国内对于紫外线应用于乳制品杀菌还缺乏相关法规及标准支持,所以还需要在获得大量研究数据的基础上推动国内相关法规及标准的建立,从而实现应用紫外线技术开发乳制品。
猜你喜欢
食品安全导刊(2022年24期)2022-11-24
农家致富顾问·上半月(2021年6期)2021-12-26
中国果业信息(2021年7期)2021-12-01
中国食品(2021年11期)2021-06-23
中国现代医药杂志(2020年10期)2020-12-14
食品安全导刊(2020年27期)2020-12-03
食品界(2019年2期)2019-03-10
农产品市场周刊(2017年16期)2017-05-27
食品工业科技(2014年13期)2014-03-11
当代畜禽养殖业(2010年8期)2010-08-15