非对称混压结构分段插头PCB成型加工精度研究
2019-06-06 02:06:40聂兴培樊廷慧
印制电路信息 2019年5期
聂兴培 吴 世 樊廷慧 李 波 陈 春
(惠州市金百泽电路科技有限公司,广东 惠州 516083)
(深圳市金百泽电子科技股份有限公司,广东 深圳 518049)
0 前言
PCB高密度化、细线化、小型化是技术发展的永恒主题,模块化三维立体组装可以节省更多的装配空间也更有利于产品的后期维护。按照通信行业的预期,5 G(第五代移动通信系统,简称5 G)的传输速率将要达到1~10 Gb/s以上,金具有非常优良的信号传输性能和电接性触能,制作的产品不仅表面平整、抗氧化能力强,而且具有耐磨、硬度高的特性,是制作5 G插头的首选材料。作为板件与结构件之间连接的桥梁,插头部位不仅要传输高速数据信号还要承担部分电源引脚的功能。因此,设备制造商对插头部位外形尺寸的精度要求就十分严格,部分客户要求精度为±0.05 mm,是外形常规公差±0.1 mm的2倍。此位置外形尺寸偏大或偏小均会导致插头与卡槽线路连接错位,轻则信号接触不良无法使用,严重的将会导致电源引脚与信号引脚错位短路烧坏板卡及设备,甚至可能引起火灾等不可预估的后果。
1 现状
5G高频或高速插头产品的PCB加工工艺越来越复杂,为保证信号的高速传输性能,通常采用多种复合材料混压、背钻、树脂塞孔、盲埋孔、图电金等特种工艺。不同材料厚度的层间盲埋孔、背钻孔都会像钉子一样镶嵌在板内各材料之间限制涨缩导致板子变形,而非对称混压结构的产品流程则更复杂,制作难度更大,变形也更加严重。PCB弓曲变形将导致元件(特别是芯片)焊接时虚焊和报废,另外板子变形也会影响到焊接后的板件与结构件之间的连接与安装。
针对板件弓曲或扭曲变形,PCB厂传统的解决方案是在FQC工序出货前通过整平反直机进行150 ℃的烤板,然后自然冷却处理,让板件恢复到比较平整的状态下解决,但这种方法受到阻焊耐热性能及表面处理耐热性能的限制,烤板时间不能过长,不能使用高于150 ℃的高温。随着欧盟无铅法令的颁布及材料Tg温度向高温发展,在小于150 ℃的条件下烤板所起的释放内应力的作用也随之减弱,也有PCB生产商在压合时采用自然冷却的方式来释放内应力,这种方式可以得到较好的改善效果,但压合周期会增加不适用于量产。
在压合时控制非对称混压结构PCB的变形量是保证外形加工精度能否被控制在±0.05 mm以内的前提和保障,但对于外形加工设备、工具以及对于不对称结构产品的斜边精度都需要严格、系统地控制才能确保产品的合格率。对插头两边尺寸要求严格的产品,现只能采用二次元抽样检测的方法来大致判断其合格率,如何通过技术手段快速、100%完整检测印制插头到两边的距离尚无更好的办法。
本文将系统分析非对称混压结构的5G高速PCB插头产品产生弓曲变形的根本原因,从技术的角度改善外形加工精度、斜边精度控制在±0.05 mm以内的方法;完整地检测此类产品各位置的外形尺寸、确保设备、产品与人员安全,并取得较好的改善效果。
2 原因分析
2.1 芯板变形原理分析
PCB由芯板、半固化片、外层线路、阻焊等材料组成,因铜箔、树脂、玻璃布的物理和化学特性各不相同,压合时用加热和加压的方式半固化片中的树脂将独立的芯板、铜箔等粘连在一起。压合分升温、保温、降温三个阶段,在升温阶段的后期,芯板由“玻璃态”转变为“橡胶态”,半固化片内的树脂遇热达到凝胶点并将芯板粘结在一起,芯板之间开始产生Z方向的剪切力。当进入降温阶段以后,涨缩系数大的芯板收缩比涨缩系数小的变化加快,板子会向涨缩系数大的芯板一侧自然弯曲。此时如在较高温度出炉,芯板间的热应力残留无法快速消除就会导致更进一步的向涨缩系数大的芯板一侧弯曲,变形量取决于两种材料的热膨胀系数(CTE),因此压合出炉的温度控制对非对称混压结构产品的影响非常大。由此可见,非对称混合材料结构的板件(XY方向及Z方向)产生变形的主要原因是板件在达到Tg温度之后的保温及降温过程中产生内应力影响板子的弓曲变形。印制插头PCB均为中、高Tg板材,对于Tg值≥150 ℃以上的板材,由于印制插头表面涂饰为镀金工艺对板件变形产生关键影响的工序只有压合,在其它加工过程中只因受外力的影响导致的板件变形(比如V-CUT等),则可以通过后工序的压板整平设备进行校正。
2.2 外形加工精度及检测原理分析
外形加工精度受设备技术能力、板件生产涨缩、铣刀、加工参数及加工过程的影响均很大,因此外形的常规公差±0.1 mm就是基于以上因素考虑,而印制插头PCB的引线兼顾有传送电流的功能,为了确保设备的安全,印制插头图形边线到板边的距离公差要求±0.05 mm,也是两条金手指错位后相互接触的安全距离,突破了安全距离的保障就意味着设备肯定会发生故障。因此,从技术上确保此类产品的制作精度满足产品安全距离的要求是满足客户安全需求的前提。
二次元抽检是控制质量的一种方法,但存在漏失的风险,制造的产品只有通过设备完整检测客户才能放心使用。业界只能人工用二次元进行抽测,比率也很低。AVI(自动外观检查机)已逐渐成为PCB厂的常规标配设备,开发一种程序或方法利用AVI设备的检测功能去检测插头图形边线到板边的距离在技术上已成为可能。本文除了控制外形加工精度外,进一步开发设计一种新的流程,让外观检查机不仅具有检查外观缺陷的功能,同时还具有检测PCB印制插头图形边线到板边的距离的测量能力。一机两用,即保证了外观缺陷不漏失,又能100%地检测插头的外形尺寸,满足客户设计需求。
3 实验方案
3.1 实验设计
(1)实验产品M基本信息见表1。
(2)实验产品M层压结构见图1。
(3)印制插头图形到边的距离公差为±0.05 mm(见图2)。
常规产品尺寸精度控制在±0.10 mm,此类产品对图形精度及外形各尺寸精度要求特别高,公差必须控制在±0.05 mm,图形线常规尺寸设计一边0.9 mm左右,另一边0.5 mm左右。对PCB的成型加工工艺是一种极高要求的挑战。压合改善时对非对称结构、混压、分段印制插头进行实验,成型时将非对称混压与分段印制插头两种类型分别进行精度测试。斜边角度、高度、余厚要求为±0.1 mm。
(4)实验流程如图3。

表1 M产品基本信息
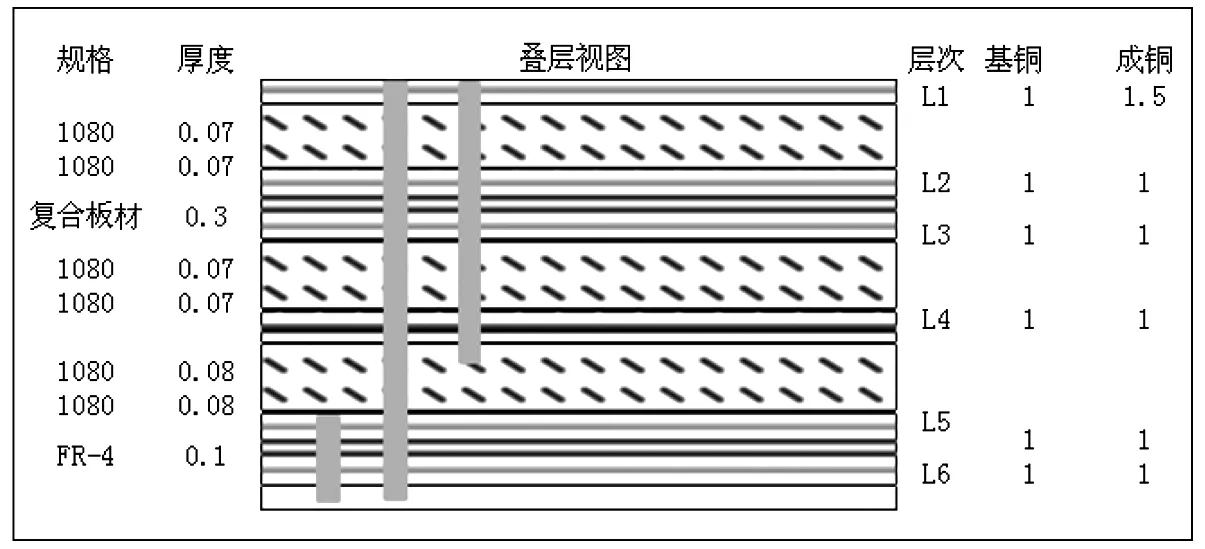
图1 产品M层压结构图

图2 分段混压金手指图形到边的距离公差资料
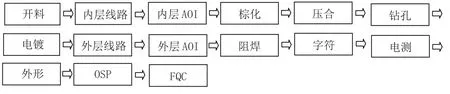
图3 实验流程
3.2 实验计划
(1)每组实验设计100SET产品,到FQC指定同一位质检员检测、记录;二次元及其它工具测量数据由指定同一位品质工程师负责测试、记录,确保数据的偏差最小。
(2)非对称混压结构印制插头PCB实验项目见表2。
4 实验数据
4.1 压合弓曲变形改善实验
(1)非对称混压结构PCB改善前变形
非对称混压结构变形已非常严重,统计分析三个非对称混压结构产品的变形数据(见表3)。
(2)改善实验数据(见表4)。
(3)原因分析。
因不同材料的热膨胀系数(CTE)不同,高Tg印制板优于普通Tg,设计时选择刚性较好的高Tg材料对板子弓曲或扭曲有明显的改善作用。常规对称结构的产品压合时采用对称叠板、对称放置料、选择冷热一体压机压合对减少热应力有明显帮助。主要是冷热分体压机在高温下(Tg温度以上)将板件转到冷压机时,材料在Tg点以上有短期处于失压快速冷却会导致热应力迅速释放产生变形,而冷热一体压机可实现在热压末段降温以避免板件在高温下失压变形。利用辅料的非对称性放置去改变PCB板双面的升温速度,从而影响不同CTE芯板、树脂在升温和降温阶段的涨缩来解决变形量不一致的问题。通过延长冷压时间,保持板件上下方向的压力让板件自然冷却到较低温度,对改善非对称混压结构变形的效果较明显,但生产效率也会同步降低。综上所述,对于非对称混压结构PCB,工程需要选择刚性优良的高Tg板材,采用冷热一体的压机非对称放置辅料生产,并适当延长冷压时间(30~60 min)可明显改善非对称混压结构产品在压合后的弓曲或扭曲变形,能满足客户弓曲变形≤0.75%甚至≤0.5%的要求。

表2 非对称混压结构金手指PCB实验计划

表3 非对称混压结构改善前铣产品变形数据表

表4 压合弓曲变形改善实验数据
(4)压合改善数据。
按照以上最优条件进行压合作业:板材(高Tg)、压机(冷热一体)、辅料(非对称放置)、冷压时间延长(90~120 min),改善数据(见表5)。
4.2 印制插头图形边线到板边加工精度
(1)印制插头图形边线到板边加工精度要求(如图4)。
(2)印制插头到板边加工精度实验数据(见表6)。
(3)分析。
非对称混压结构的产品虽然在压合工序有较大改善,符合弓曲或扭曲度≤0.75%的要求,但部分客户特别是光电产品客户要求外形公差≤0.05 mm。实验证实,此时首先需要选择精度高的成型机,叠板数量在常规条件下减1块,铣程设置为常规的80%以下,弓曲面向上放板,全板打满定位并盖1.0 mm盖板防止部分板中间弓曲变形,四周用美纹胶带固定,然后采用全新的铣刀初铣第1次再用新刀精铣第二次,可以确保非对称混压结构的光电PCB外形公差≤0.05 mm的精度要求。

表5 非对称混压结构PCB压合弓曲度改善数据
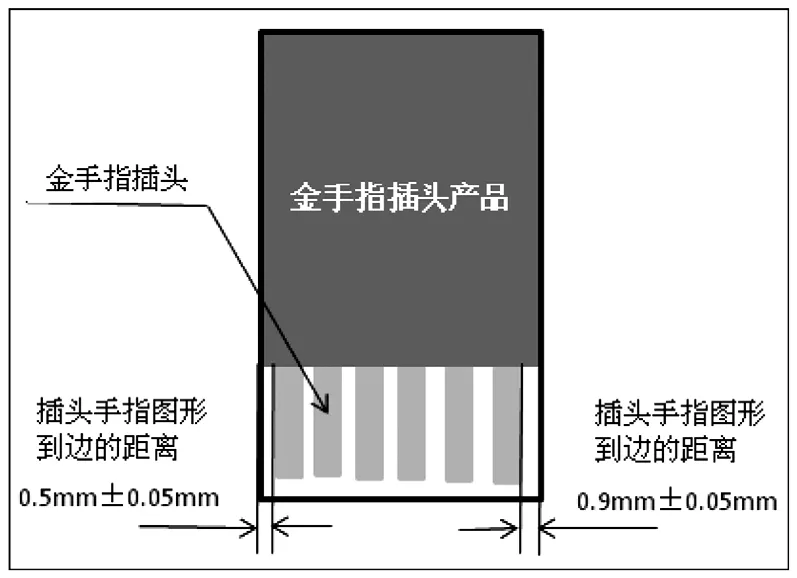
图4 金手指图形边线到板边精度

表6 金手指到板边加工实验数据 (公差≤0.05 mm)
(4)印制插头到板边加工精度改善后效果。
按最优条件:选择精度Cpk≥1.33的设备、全板打定位,按3片1叠弓曲面向上放板,并盖1.0 mm盖板,四周用美纹胶带将板子固定,将翘曲对铣外形精度的影响减少到最低。铣刀寿命按80%控制,采用第一次成型初铣和第二次成型精铣加工方案,成型后实物(如图5)。

图5 分段混压印制插头PCB成型精铣加工实物
(5)印制插头边线到板边加工尺寸数据(如图6)。
4.3 印制插头斜边精度
4.3.1 金手指斜边改善前产品斜边品质数据
(1)拼板结构(图7)。
(2)改善前夹持式斜边精度数据(单位:SET)(见表7)。
4.3.2 不同斜边机工作原理分析
(1)夹持式斜边机。
①工作原理及流程见图8。
②设备的优缺点。
优点:斜边速度适中作业员即时可以检查每片板的状态,精度高。
缺点:上下板夹对板件只有夹持作用无整平功能,对于有一定弓曲变形的产品,斜边精度较差或不能斜边。每面需要单独斜边,生产效率低,品质差。

图6 印制插头边线到板边尺寸数据表(单位:mm)

图7 非对称混压结构PCB印制插头斜边改善前拼板

表7 非对称混压结构印制插头斜边改善前数据表

图8 夹持式斜边机斜边流程

表8 夹持式斜边机品质改善项目

图9 履带式斜边机斜边流程
③改善方案(见表8)。
(2)履带式斜边机。
①工作原理及流程(如图9)。
②优缺点。
优点:生产速度快,对有弓曲或扭曲变形的产品先整平后斜边,较适合非对称混压结构,板厚较薄的光电产品生产。
缺点:对最小尺寸有一定的要求,尺寸小于100×100 mm的产品会有偏位现象,板件最佳长度200 mm以上。因此,以上M产品采用此机单set斜边会有斜边不良,需采用2 set连片斜边然后再铣内槽,斜边效果(如图10)。
4.3.3 斜边机生产数据
斜边机生产数据总结(见表9)。
4.4 金手指到板边外形尺寸的检验方法
4.4.1 二次元、图像尺寸测量仪测试对比
二次元、图像尺寸测量仪测试对比(见表10)。
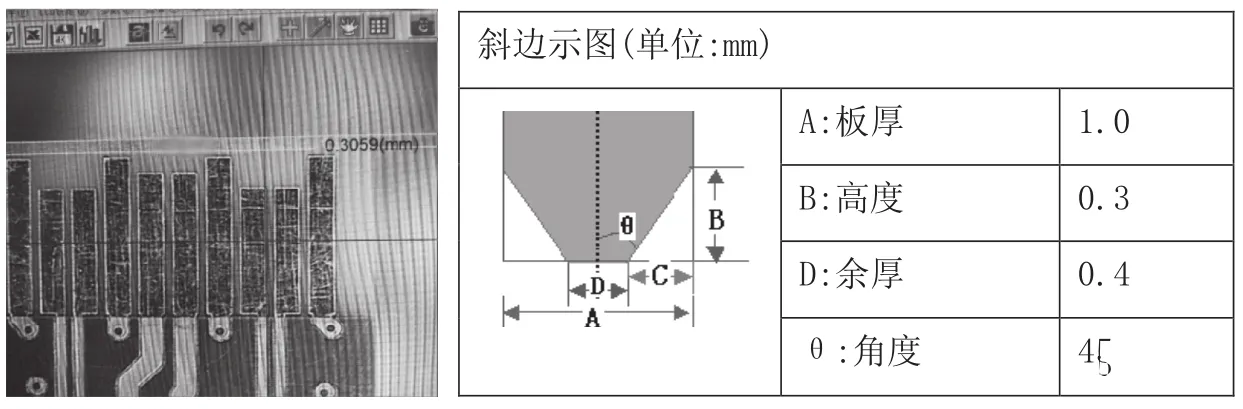
图10 履带式斜边机斜边高度实物图
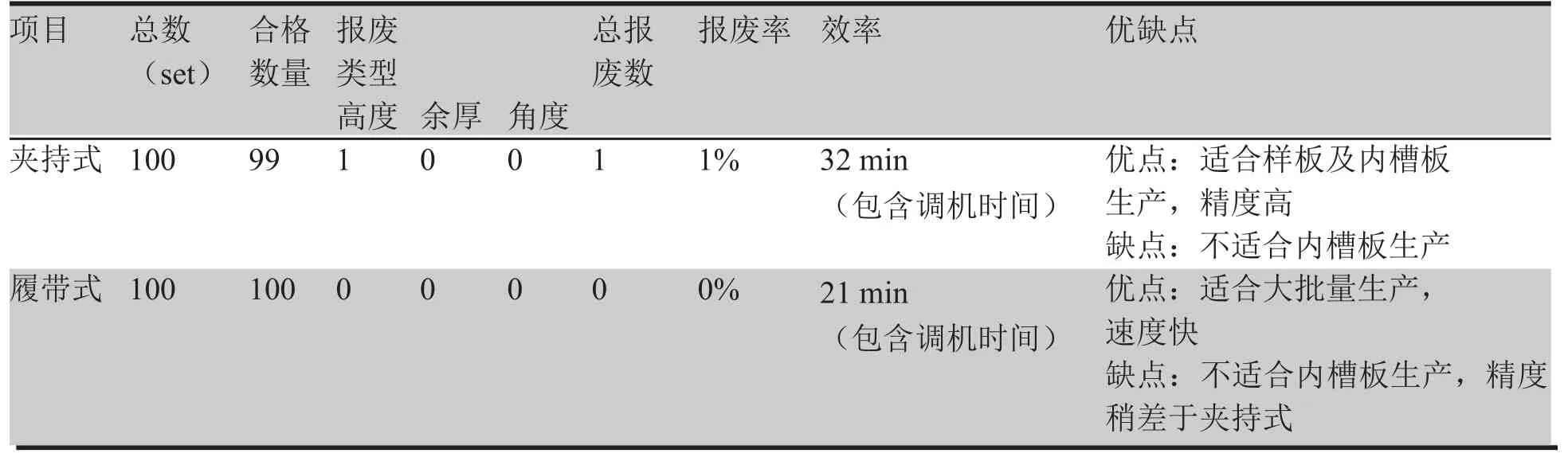
表9 夹持式与履带式斜边机品质改善数据

表10 二次元与图像尺寸测量仪生产效率对比数据
分析:PCB工厂通常采用以上方法抽测对称结构产品或对外观尺寸要求不严格的常规产品,即使漏失也不会有报废及安全隐患,最多是单个产品报废处理,但对外形尺寸要求非常严格的印制插头光电模块,特别是非对称混压结构的光电模块产品时,则存在严重的安全隐患。因非对称混压结构的光电插头产品在外形加工时会有一定程度的弓曲或扭曲变形,外形加工受机台精度、产品特性、铣刀寿命、定位等多种因素的影响存在偏差。全检全测金手指插头位的尺寸,确保尺寸精度100%满足客户要求是PCB生产商的责任,受检测效率和交期的影响,PCB厂商对此类产品只能采用抽测,给品质带来了非常严重的安全隐患,鉴于行业内无更优的测试方案,只能选择抽测。
4.4.2 AVI机测量功能的技术开发
(1)技术开发可行性分析(如图11)。
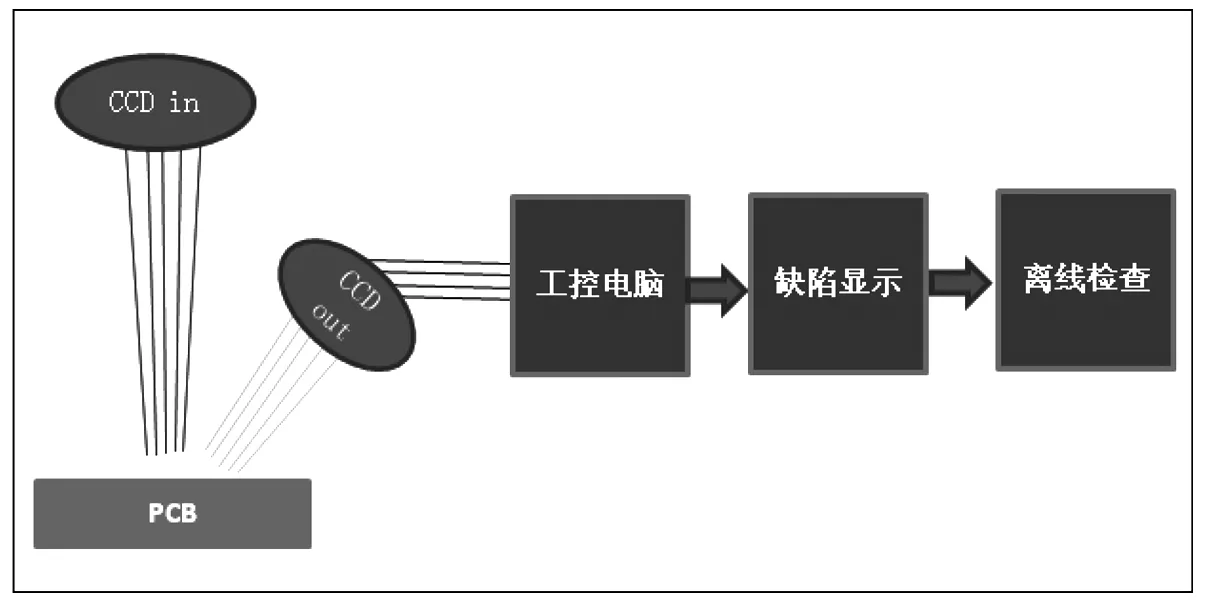
图11 AVI机工作流程
从图10看,AVI通过高分倍的光学镜头扫描PCB板的板面,通过主机软件解析,不同类型的板面颜色形成不同灰阶的电信号,通过电信号与原资料的对比,去分辨不同类型的板面缺陷。由于镜头分辨率高,而所有镜头都是以象素作为计算基础的,因此,利用像素的叠加功能,作业计算和测量PCB某些特定位置图形的尺寸则成为可能。
(2)设备原理分析。
外观检查机已基本成为PCB行业内各生产企业的标准配置,外观检查机主要有垂直式和水平式两种类型的设备,光电PCB由于印制插头通常位于长边位置,而垂直式AVI是将长边作为导轨运行的边,因此不适合生产。用AVI作为测量光电PCB的设备,应首选水平式AVI机。
(3)水平AVI机测量精度能力(测量精度要求±0.05 mm)(见表11)。
AVI测量时至少需要2~3个像素以上才能保证准确性,少于2个像素时常会当作假点过滤掉,从上表看,测量精度要求±0.05 mm时应选择CCD分辨率为10~20 μm的水平AVI机。
(4)AVI测距程序开发。
开发测距程序,让AVI能精准识别基材和板边界,并在设备参数调试窗口显示补偿参数程序,精准识别不同基材、非基材、手指边线。
(5)关键检测参数的设置。
要让设备准确识别出印制插头到板边的距离,则需要将设备中基材与板边界的补偿参数、偏移像素等参数调整到最小,让设备软件配合硬件具有精确的识别功能,清晰地区分基材界外、基材、印制插头三种材质边界的色差,然后按常规参数扫描、检测。当此区域中印制插头与边的距离变大或变小时,就会100%被检测出来。
4.4.3 检测数据分析
检测数据分析见表12。
从以上数据看,二次元与图像尺寸测量仪检测非对称混压结构金手指PCB的效率非常低,只适合于抽测。依据水平式外观检查机的测试程序能够100%准确、高效如检测印制插头到板边的距离,确保此类产品外形尺寸合格。
5 批试验证
从以上实验选择最优条件批试100 PNL,选择高Tg板材,采用冷热一体压机加按非对称混压结构加辅料排板压合,冷却时间延长60 min后出炉,未发现严重变形产品。过程中使用猪笼架插板或隔纸平放运输,按正常流程生产至外形。成型铣机选择精度Cpk≥1.33的设备,三块一叠采用全新铣刀初铣+精铣生产,2 set连片采用履带式斜边机斜边或采用夹持式斜边机,按技术改进后的方案作业,抽测100片精度全部合格。选择水平式外观检查机对100 PNL产品全部检测,印制插头位置到板边的距离全部满足客户±0.05 mm的要求。
后续按以上流程标准化批量生产,1台水平式外观检查机每小时可检测600~900 PCS,测量效率是二次元的100倍以上,未出现品质异常。

表11 水平AVI机CCD分辨率与精度能力分析表
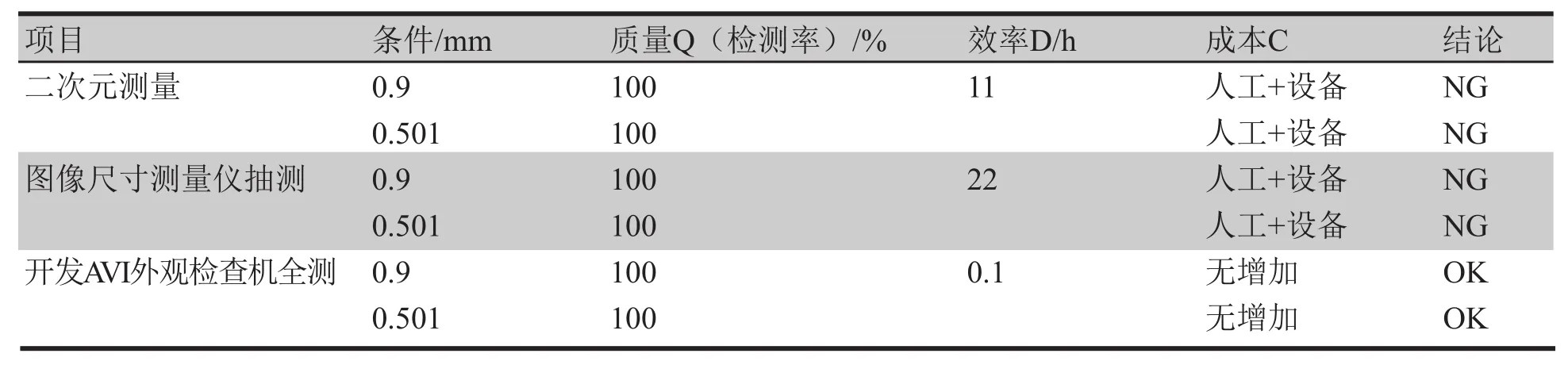
表12 二次元、图像尺寸测量仪、AVI外观检查机检测数据分析
6 结论
5G非对称混压结构印制插头PCB已经发展了一段时间,但因加工流程复杂制作难度大,PCB生产商通常将主要的力量放在前制程进行技术攻关,客户对外形插头位置±0.05 mm的公差要求并未予以足够的重视。近期行业内接连发生板卡烧坏设备烧毁的事件后才引起PCB制造企业管理层对金手指插头位置加工精度的重视。
5G非对称混压结构印制插头PCB主要采用高Tg材料生产,要保证产品印制插头外形小于±0.05 mm的加工精度,压合及加工过程中产品变形的管控非常重要。本文仅从产品变形机理和材料的特性出发对变形的根源进行了实验,并结合外形设备的技术特点对外形加工精度、斜边精度的控制进行了实验与分析。为100%保证印制插头部位到边的距离公差小于±0.05 mm,开发了水平式外观检查机相关的测量功能,用水平式外观机自动化检测代替二次元人工抽测,100%全测光电产品的外观尺寸,杜绝了二次元抽测漏失的风险。PCB外形加工精度的控制方法还有很多,随着设备及工艺技术的发展也会越来越完善,本文仅针对外形的加工精度提出几点改善建议及尺寸检测控制方法供同行参考。
猜你喜欢
华人时刊(2022年1期)2022-04-26 13:39:40
内燃机与配件(2022年2期)2022-01-17 23:46:44
中国造纸(2021年12期)2021-09-21 13:54:11
青岛科技大学学报(自然科学版)(2021年4期)2021-07-26 01:59:18
印刷工业(2020年4期)2020-10-27 02:45:38
山东冶金(2019年1期)2019-03-30 01:34:54
西南交通大学学报(2018年5期)2018-11-08 10:58:16
现代出版(2017年3期)2017-11-14 10:53:56
浙江大学学报(工学版)(2016年2期)2016-06-05 09:20:51
工业设计(2016年4期)2016-05-04 04:00:24