
PCB阻焊表面异物附着原因分析及改善
2019-06-06 02:06高光迪
印制电路信息 2019年5期
高光迪
(天津普林电路股份有限公司,天津 300308)
0 前言
随着电子行业的快速发展,印制电路板呈现出高多层、高密度、高质量的发展趋势。客户除了对电路板可靠性要求严格外,对电路板的外观质量也同样日趋严格。为了提高企业的竞争力,在电路板生产型企业中得到明显的竞争优势,提升产品一次通过率,降低生产成本对于生产企业的发展至关重要。对于阻焊工序的阻焊杂质缺陷,其表观状态较小且不易被检出,易流出至客户端影响使用,为此对于阻焊杂质缺陷进行立项系统的改善。
1 数据统计及设定目标
统计5个月阻焊工序的报废率。通过图1帕累托图分析可以看出阻焊杂质缺陷排在阻焊工序第一位,占比为15.98%。
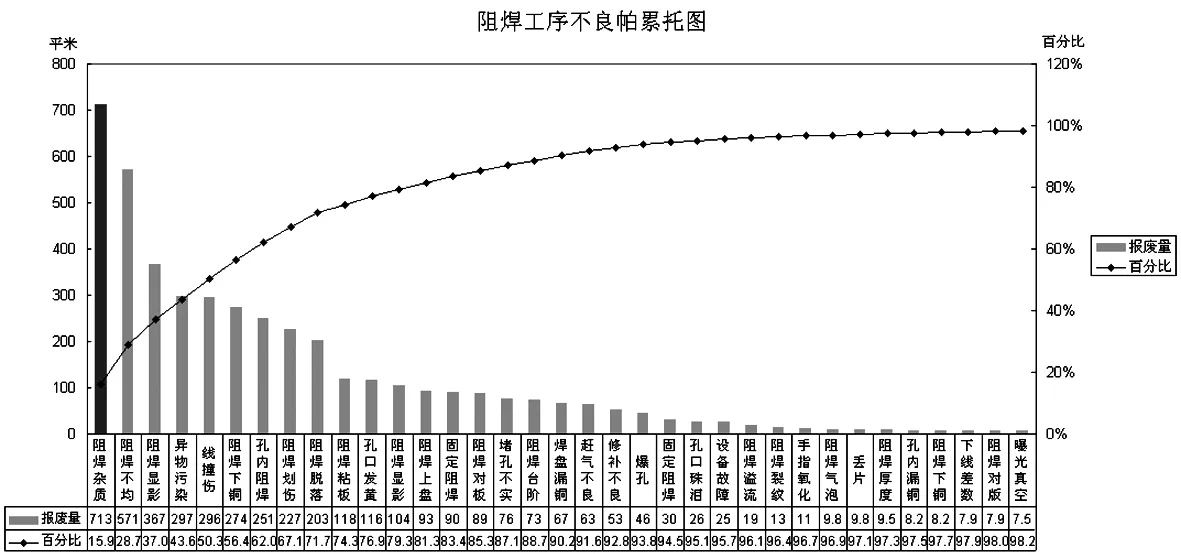
图1 帕累托图
为了有效的对阻焊工序缺陷管理改善,针对阻焊杂质缺陷的报废率现状逐步设定改善的目标值,目标值在改善前的0.4899%(4899 ppm)基础上下降30%,达到0.3249%(3429 ppm);理想目标值再下降30%,达到0.24%(2400 ppm)。因此成立了专项改善小组,小组成员涉及技术、品质、生产、设备职能相关人员(如图2)。
2 原因分析
2.1 阻焊工序工艺流程分析
阻焊杂质缺陷的影响因素相对较多,对于阻焊工序加工流程中(如图3)的阻焊印刷、阻焊预烘均会产生异物附着在阻焊表面(如图4),因此将这个制程被定义为此次改善的关键制程。
2.2 不良品现物分析
为了对阻焊杂质缺陷进一步分析,累计收集生产过程中产生的各种类型的阻焊杂质100片产品进行分类汇总(见表1),再结合实际生产过程为后续的改善指引方向,阻焊杂质图示如下:

图2 报废率图

图3 阻焊工序工艺流程
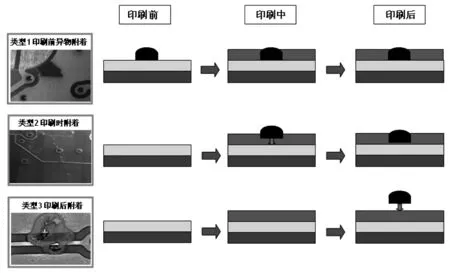
图4 阻焊杂质产生分析图

表1 阻焊杂质缺陷分类

图5 阻焊杂质不良品状态
以上产品缺陷中,印刷前占比14%,印刷中占比26%;印刷后占比60%。因此下面的改善将印刷中及印刷后的过程作为分析改善的重点。
2.3 鱼骨图分析
对于阻焊杂质缺陷的成因诸多,主要从人、机、物、法、环五个方面的重要影响成因进行分析,鱼骨分析图如图6:
3 末端因子确认
3.1 针对分析结果对末端因子确认
针对分析结果对末端因子确认见表2。
3.2 重点因素分析
(1)四级房间空气洁净度:空气洁净度是指洁净空间单位体积空气中,以大于或等于被考虑粒径的粒子最大浓度限值进行划分的等级标准。四级房间环境中空气含尘(微粒)浓度高则洁净度低,含尘浓度越低则洁净度越高。我们将四级房间分为13个测试点(如图7),根据测试结果发现靠近出口门的7号点位为159140级超出小于10万级的控制范围,其它点测试数值均在5万左右。

图6 鱼骨分析图

表2 末端因素确认表

图7 洁净度测试点位布局部
根据空气洁净度的测试结果,(如图8 )我们又对过度间的布局设计及现场检查结果进行分析,发现过度间入口与副门(四级房间出口)的位置距离较近,操作人员经常会忽略风浴间,而从副门直接进入四级房间,所有的物料没有专用通道,也只能从副门进入,导致副门经常开启带入灰尘(如图8)。
(2)烘箱洁净度:为了确认烘箱对产品的影响,将铁筐的周围贴满粘纸(有粘性的一面朝外),放入烘箱模拟产品正常加工的状态(如图8),观察粘纸上有很多点状异物,说明烘箱内洁净度不合格(如图9)。
(3)板边质量:板子在放入铁筐时会经常发出很大的响声,这种响声是由板边与铁筐底部磕碰时产生的,观察板字边缘发现有破损、变形的现象,同时有很多异物掉落到桌子上,使用胶带粘桌子上的异物观察有油墨、铜屑、半固化片等异物,随着磕碰的次数增多,异物同样增多,导致板子在下落时,异物被弹起附着在湿油墨表面。
4 重点问题改善措施实施
(1)改造过度间布局,木地板区域扩大,将副门位置进行内移,更衣柜位置外移,在四级房间外增加信息传递窗口及物料传递窗口(如图10)。通过过度间的改造减少副门的开启次数,可以有效的保证四级房间内的空气洁净度(如图11)。
(2)烤箱中间篦子与底层铺满粘纸,更换频次为每天,并测试烘箱温度均匀性,改善后可以有效防止异物掉落在产品表面或掉落到烘箱底部被内循环风吹起造成二次污染。
(3)使用自制的缓冲垫放在筐的底部,在板子下落时板边落在胶皮垫上,可以有效避免与铁筐磕碰产生异物。
5 改善效果确认
经过对阻焊杂质缺陷报废数据的跟踪,报废率较改善前降低68.7%,同时达到了设定的目标值(如图12)。
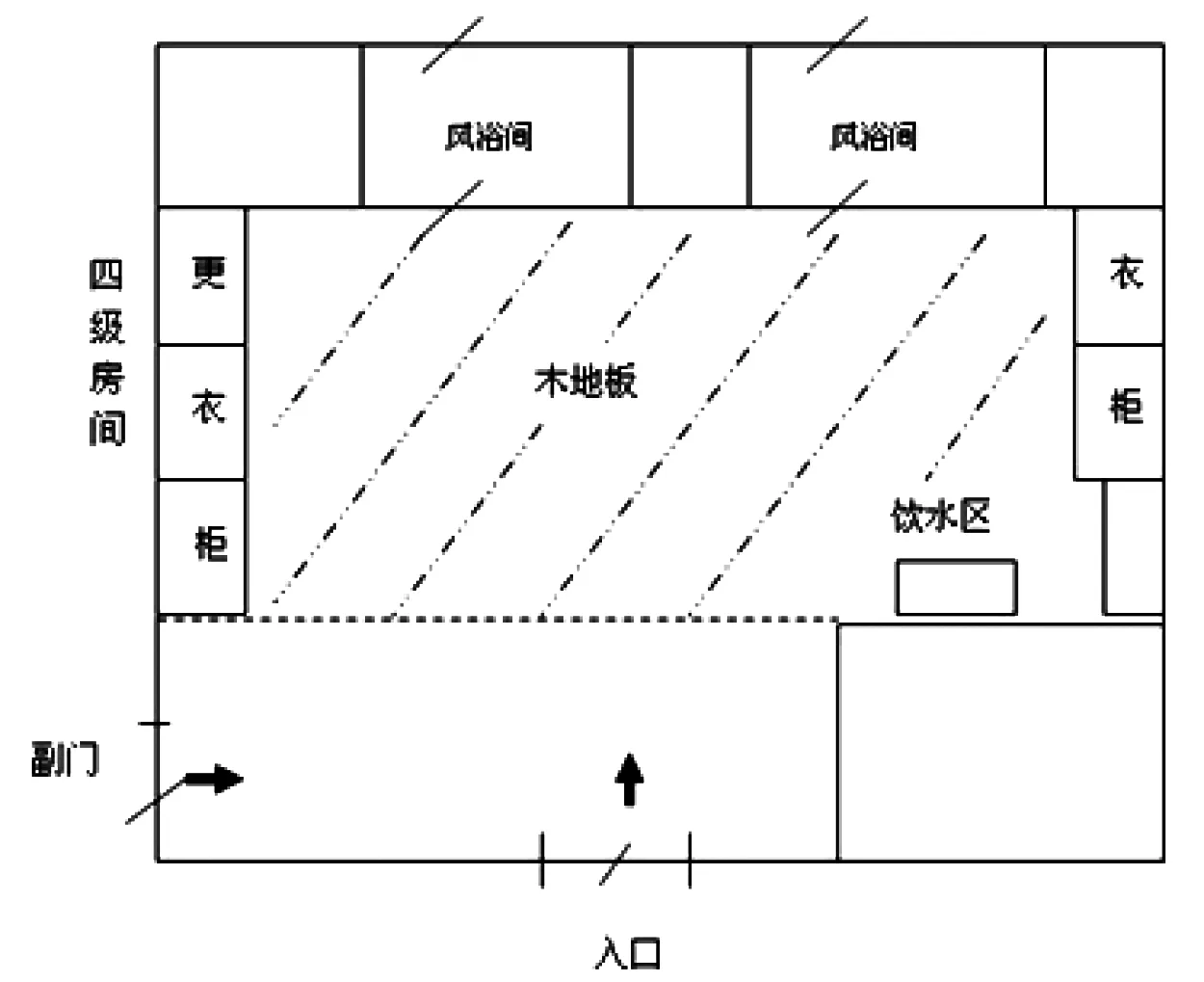
图8 改造前过度间布局
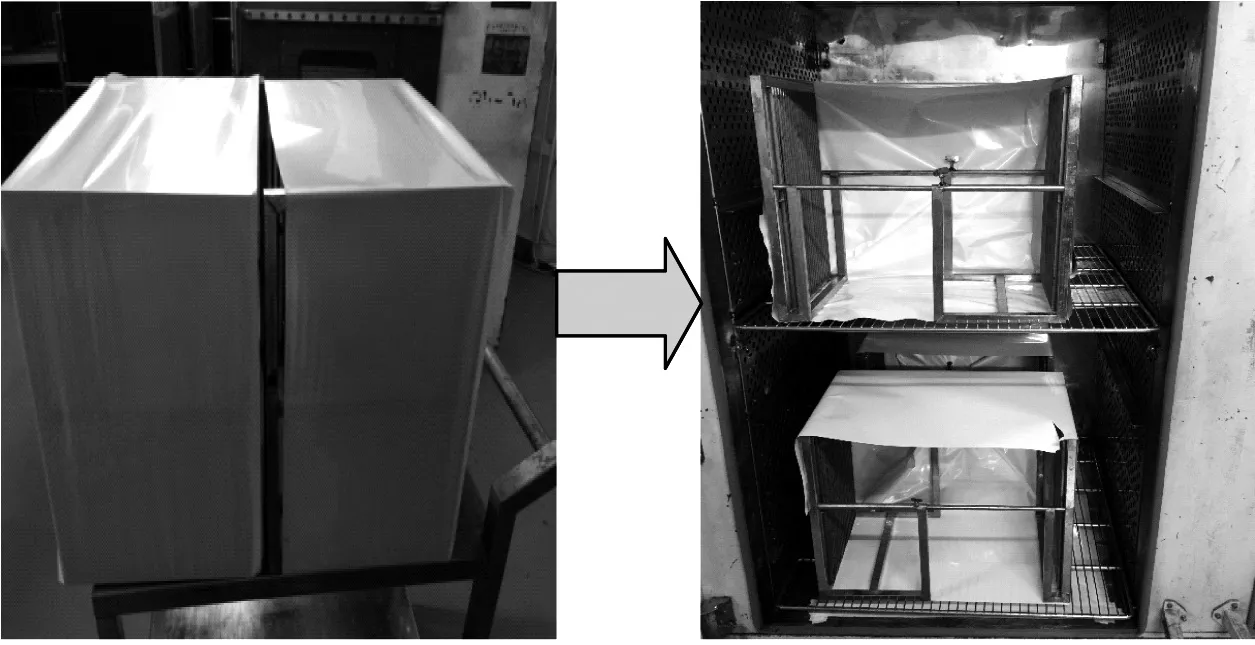
图9 烘箱洁净度测试

图10 改造后过度间布局

图11 改造后洁净度测试结果

图12 阻焊杂质缺陷报废数据跟踪
6 总结
本文主要根据我司阻焊工序大的现状对阻焊杂质缺陷进行分析及改善,通过对重点制程的改进和现场管理降低阻焊杂质缺陷的报废率。下一步我们要做到提前发现问题,预防缺陷的产生,提升阻焊工序一次通过率。希望大家可以多多提出宝贵意见,互相交流。
猜你喜欢
中老年保健(2021年9期)2021-08-24
昆明医科大学学报(2020年12期)2021-01-26
装备制造技术(2020年4期)2020-12-25
中国造纸(2019年7期)2019-08-28
兽医导刊(2019年1期)2019-02-21
中国煤炭地质(2019年1期)2019-02-15
科技视界(2016年27期)2017-03-14
中国设备工程(2017年7期)2017-01-20
现代商贸工业(2016年11期)2016-12-26
科技与创新(2015年20期)2015-10-29
