连参通淋片中挥发油提取及包合工艺研究*
2019-06-06 01:59屈云萍刘铁军郝娟娟杨斯斯
中国药业 2019年11期
屈云萍,刘铁军,王 娇,郝娟娟,杨斯斯
(神威药业集团有限公司,河北 石家庄 051430)
1 仪器与试药
1.1 仪器
电热真空干燥机(贵阳新奇微波工业有限责任公司);Mettler-RLC-210.4型电子分析天平(梅特勒-托利多仪器<上海>有限公司);配液罐(浙江苍南县立瓯石化设备有限公司);DFY-00型粉碎机(温岭市大德中药材器械厂)。
1.2 试药
白术Atractylodes macrocephalaKoidz.药材购自河北安国,石菖蒲Acorus tatarinowii Schott药材购自四川苍溪县,均经河北省药品检验研究院孙宝惠主任中药师鉴定为毛茛科植物芍药的干燥根、天南星科植物石菖蒲的干燥根茎的正品;β-环糊精(安徽山河药用辅料股份有限公司);乙醇等。
2 方法
2.1 制备工艺
取13味中药饮片,其中白术、石菖蒲提取挥发油,以β-环糊精包合,备用。其余饮片与提油后的药渣一并提取浓缩成稠膏,低温干燥,粉碎成细粉,加入挥发油包合物及适量淀粉,压制成片,包薄膜衣,即得。
2.2 挥发油提取工艺条件优化
2.2.1 单因素考察
粒径:称取白术、石菖蒲饮片共50 g,共12份,取3份考察。加1倍量水,室温浸泡1 h,用水蒸气蒸馏5 h,计算收率,随着药材粒径的变小,收率呈下降趋势,因此选择3 cm段继续考察。
浸泡时间:取3份3 cm段饮片,加10倍量水,室温浸泡0.5,1.0,1.5 h,水蒸气蒸馏5 h,计算收率,随浸泡时间的延长,收率增加,故选择浸泡1.5 h继续考察。
加水量:取3份3 cm段饮片,浸泡1.5 h,分别加8,10,12倍量水,用水蒸气蒸馏5 h,计算收率,加10倍量水的挥发油收率最高,故选择提取加水量为10倍继续考察。
提取时间:取3份3 cm段饮片,浸泡1.5 h,加10倍量水,分别提取4,5,6 h,计算收率,随着提取时间的延长,收率增加,故选择6 h继续考察,结果见表1。
2.2.2 正交试验
采用L9(34)正交试验,选择浸泡时间(A)、药材粒径(B)、加水量(C)、提取时间(D)为4个因素[6],以挥发油收率为评价指标,优化提取工艺,因素与水平见表2,正交试验设计与结果见表3,方差分析结果见表4。可见,各因素对试验结果的影响顺序为D>B>C>A,即提取时间、因素药材粒径有显著影响,加水量、浸泡时间无显著影响。综合考虑,确定连参通淋片中挥发油提取工艺水平的最优组合为A1B3C2D3。
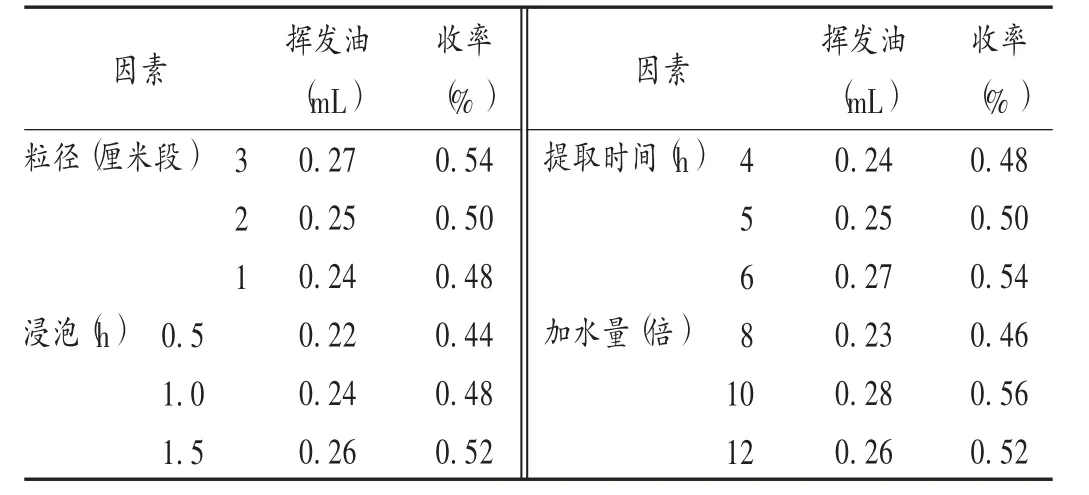
表1 提取工艺优化单因素考察结果
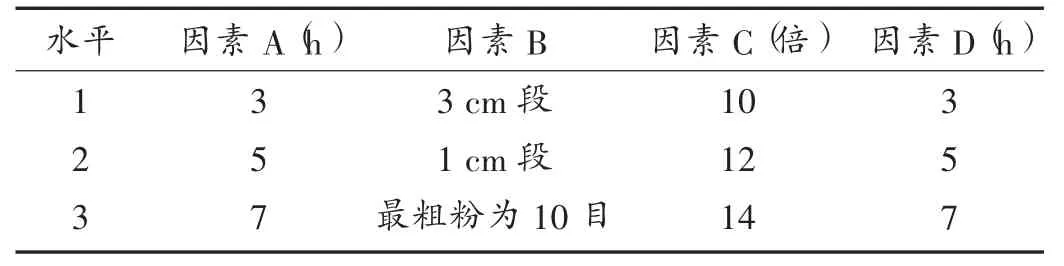
表2 提取工艺优化因素水平表
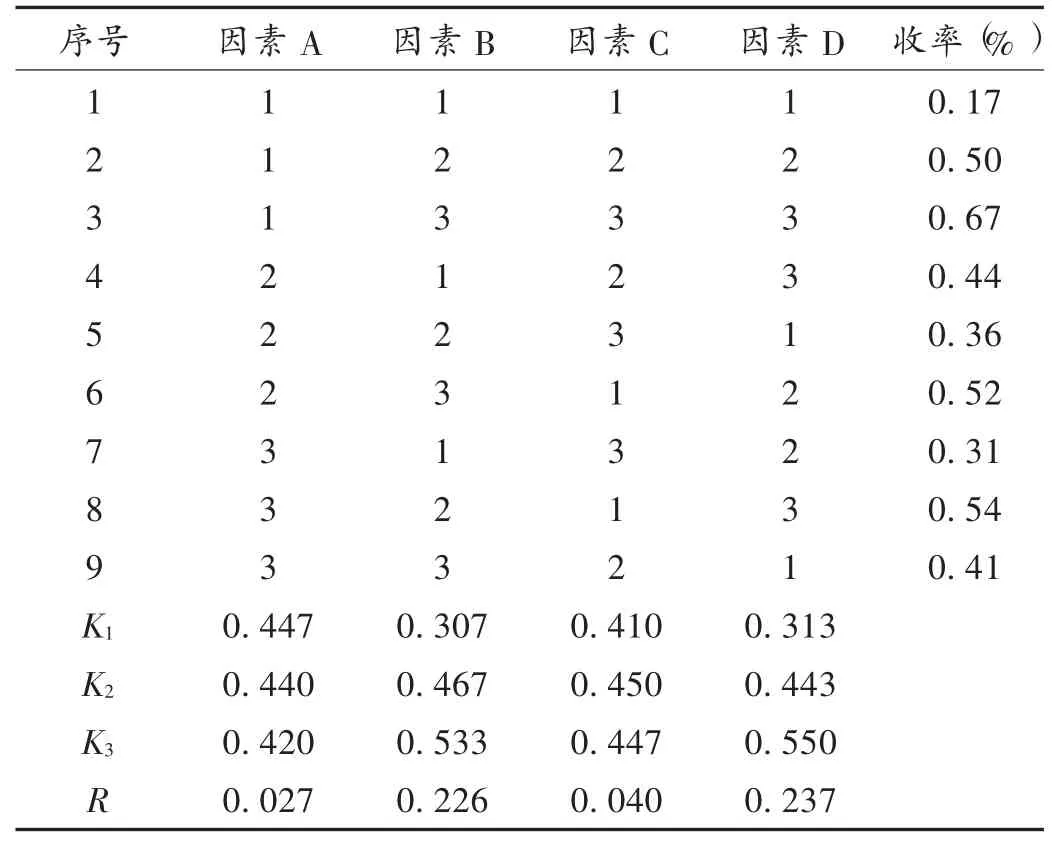
表3 提取工艺优化正交试验设计与结果(n=9)
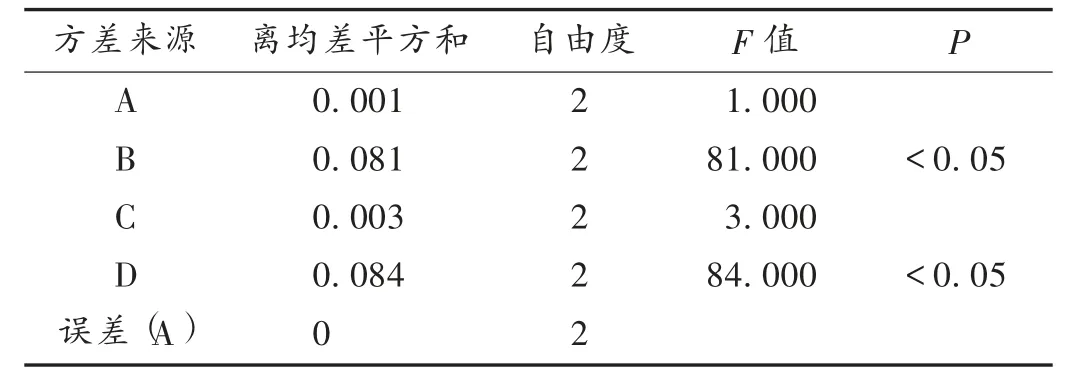
表4 提取工艺优化方差分析结果
2.2.3 工艺验证
按优化后的工艺条件,提取6批(每批药材总量50 kg)挥发油[7],收率分别为0.57%,0.55%,0.56%,0.54%,0.55%和0.56%,均值为0.555%,RSD为1.89%(n=6)。结果均在预测范围内,重复性良好,证明优化工艺条件可行。
2.3 挥发油包合工艺考察
2.3.1 包合物制备[8-9]
饱和水溶液法:将称量好的β-环糊精,用纯化水搅拌,加入配液罐中,加热至规定温度,同时开启搅拌,溶液呈透明状时停止加热。待溶液温度降至规定温度时,用等量95%乙醇稀释后的挥发油缓慢加入到β-环糊精溶液中,边加边搅拌,到达规定时间后放出,置冷库冷藏24 h,用200目滤布过滤,滤渣用水洗涤后再用乙醚洗涤至无挥发油味,置烘箱中于60℃以下干燥,粉碎,即得。
胶体磨法:取一定量的β-环糊精,加入一定量的水,搅拌,加入胶体磨中研磨至规定时间,缓慢加入挥发油,研磨至规定时间,低温冷藏24 h,用200目滤布过滤,将滤渣用水洗涤后再用乙醚洗涤至无挥发油味,置烘箱中于60℃以下干燥,粉碎,即得。
2.3.2 测定指标
空白回收率:将包合物放入挥发油提取器,提出来的油即为被包合的油。取1 mL挥发油,在该挥发油提取器中进行空白回收率测定,按公式(1)计算。

包合率及包合物得率:将包合物精密称定,置1000mL圆底烧瓶中,加入400 mL蒸馏水,分别按2015年版《中国药典(四部)》通则“挥发油测定法”提取挥发油,按公式(2)和(3)计算挥发油包合率和包合物得率。
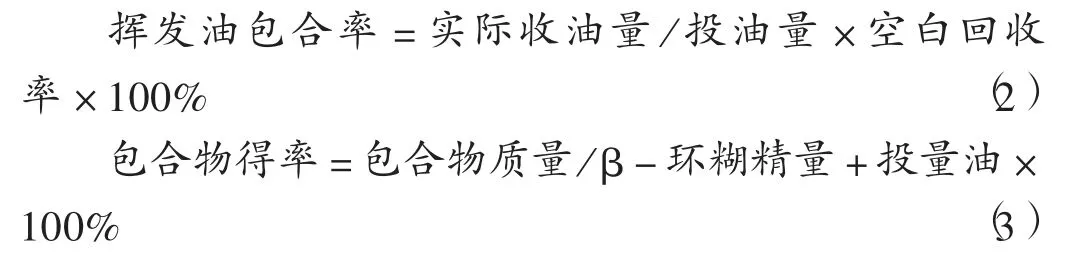
综合评价指标(Y):挥发油包合得越多,留存在产品中发挥疗效就越好,因此将包合率占比定为60%,包合物得率定为40%,见公式(4)。

2.4 两种包合方法比较
取工艺验证项下提取的6批挥发油,按2.3.1项下方法进行包合,通过预试验用两种包合方法各做3批,对挥发油的包合率及得率进行比较。结合大生产的产能及能耗综合考虑,选择饱和水溶液法进行连参通淋片中挥发油的包合。
2.5 星点设计试验优选饱和水溶液法包合工艺
依据文献[10-11],并经预试验考察,得出影响饱和水溶液法包合的主要因素有β-环糊精的倍数因素(A)、包合温度(因素B)、包合时间(因素C)和加油速率(因素D)等,以此为考察因素,以包合率(Y1)及包合物得率(Y2)为评价指标,按2.3.2项下方法进行综合评价,结果见表5和表6。
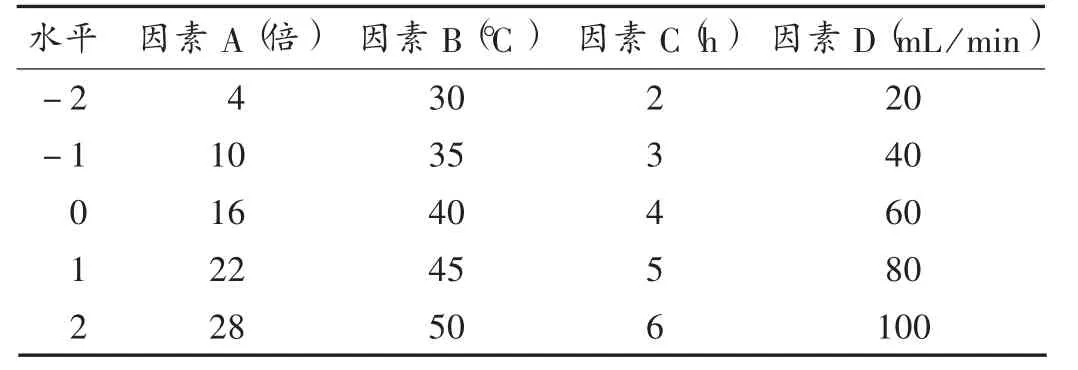
表5 包合工艺优化因素水平表
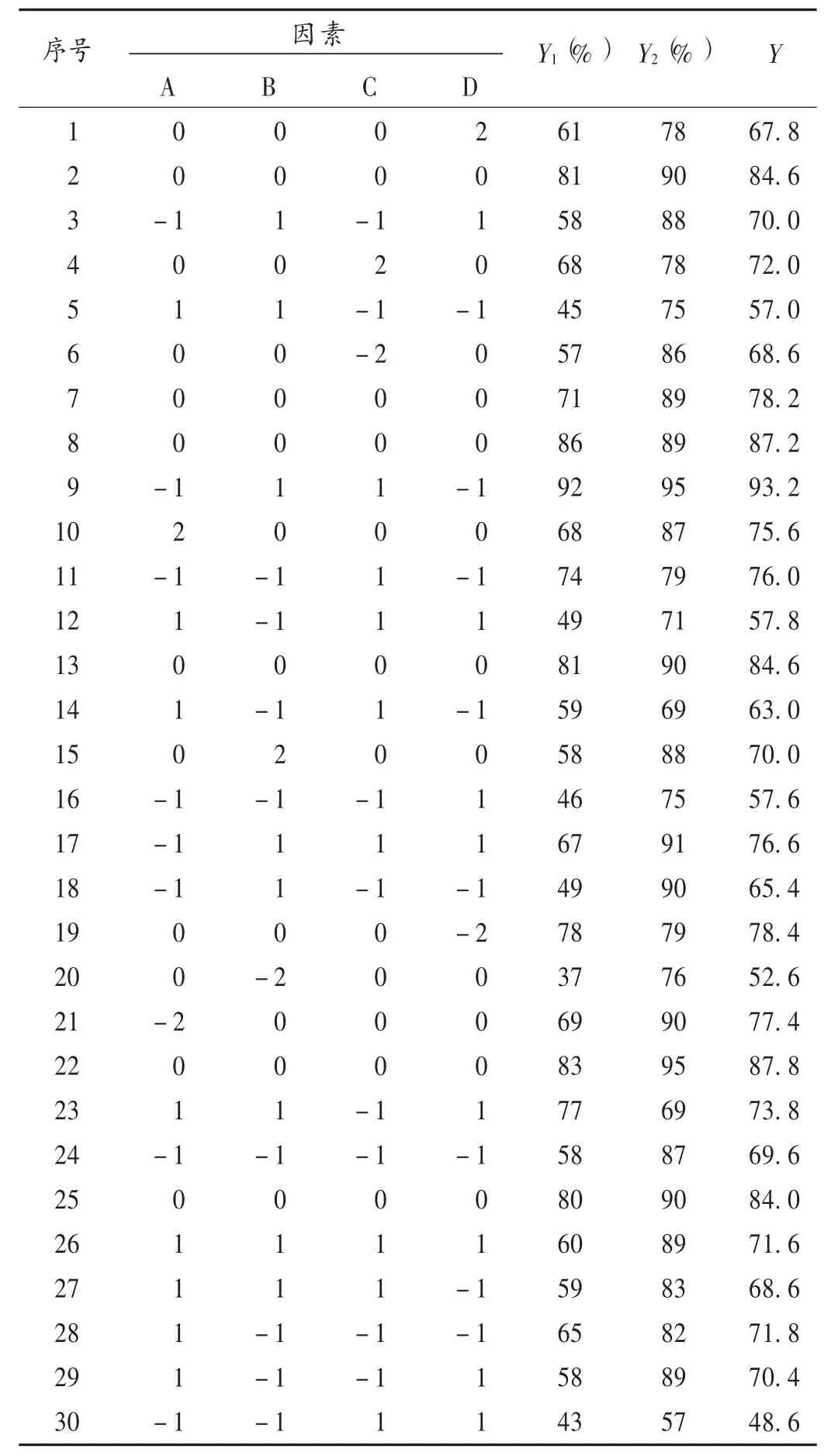
表6 包合工艺优化总体试验设计结果
2.6 模型的建立及其显著性检验
利用Design-Expert 8.0.6软件对试验数据进行多元回归拟合分析[12-13],得Y值与各因素变量的二次回归方程Y=-1.10A+4.02B+1.12C-2.48D-2.82AB-2.72AC+4.25BC+3.35BD-3.40CD-2.30A2-6.10B2-3.85C2-3.15D2+84.30(R2=0.952 4)。
对该模型进行方差分析,得回归模型系数显著性检验结果,详见表7。可见,方差变量与自变量之间的线性关系明显,模型P<0.000 1,表明该回归模型极显著,失拟项(P=0.730 3>0.05)不显著,说明未知因素对结果干扰很小;该模型拟合程度良好,误差小,信噪比(S/N)为20.351,大于4,充分说明该模型能基本反映4种因素与Y的关系,可用此模型来分析和预测饱和水溶液法包合挥发油的包合率及包合物得率。由F检验可得到因子贡献率为B>D>C>A。
由模型系数显著性检验结果可知,模型的1次项A,C达到显著水平(P<0.05),B,D达到极显著水平(P<0.01),对挥发油包合工艺线性效应极显著,2次项均达到极显著水平(P<0.01),交互项均达到极显著水平(P<0.01),见图1。在本研究设计范围内,包合温度和加油速率对挥发油的包合线性效应和曲面效应都极显著,β-环糊精倍数、包合时间的线性效应和曲面效应都显著。
2.7 响应曲面优化挥发油包合工艺条件
利用Design-Expert 8.0.6软件,预测得挥发油包合最佳工艺为:10倍于挥发油的β-环糊精、43.18℃包合温度、40 mL/min的加油速率下,包合时间5 h,为便于生产操作,确定最佳工艺为10倍于挥发油的β-环糊精、43℃包合温度、40 mL/min的加油速率下,包合时间5 h。在最佳工艺条件下,包合综合评价Y值最高可达92.3。
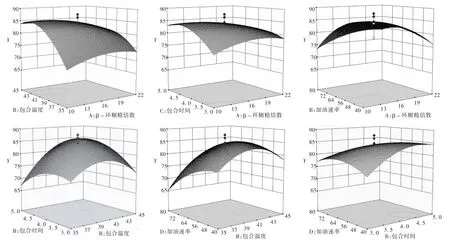
图1 交互项对Y值的3D效应面图
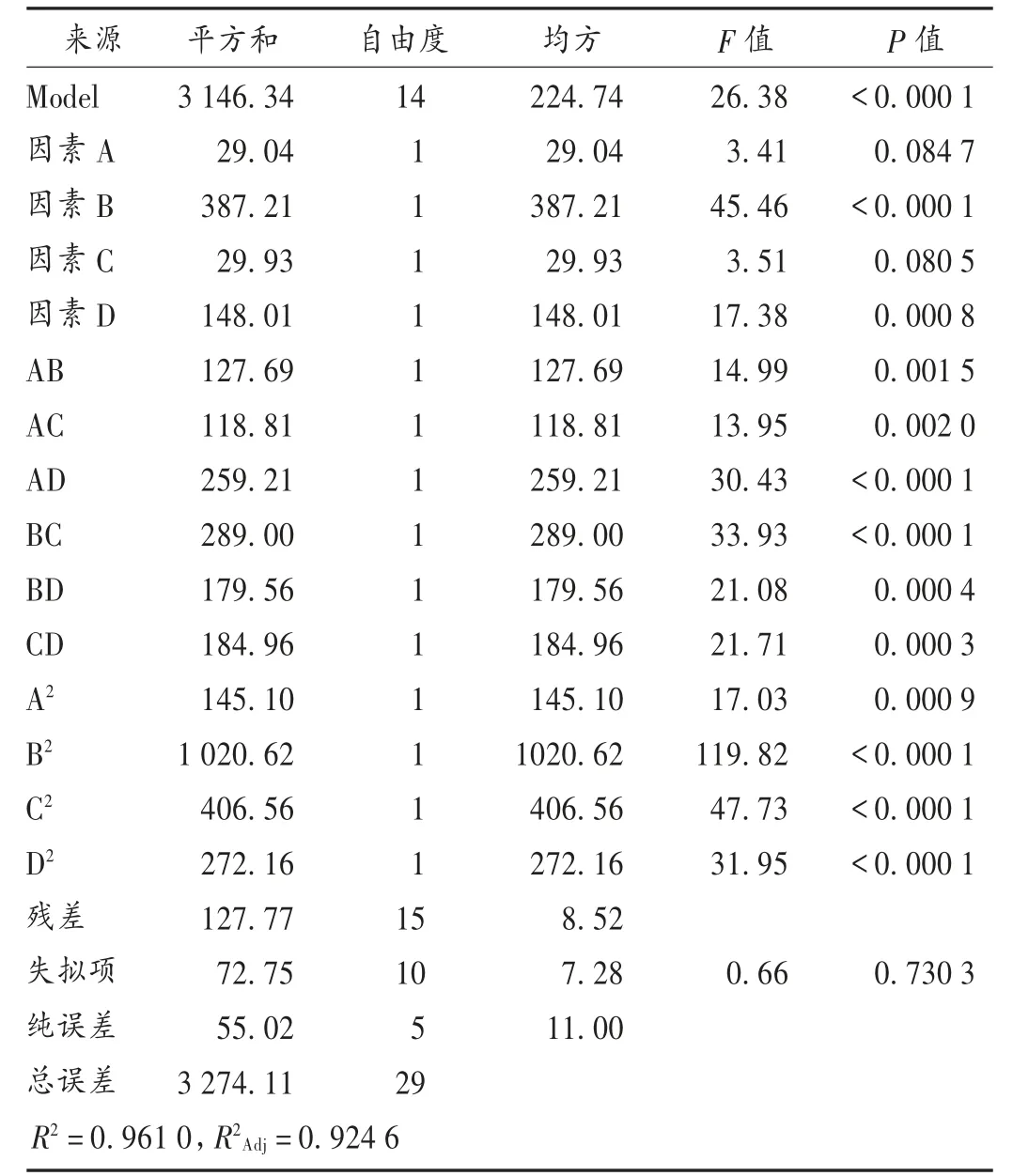
表7 响应曲面二次回归方程方差分析模型拟合
2.8 优化工艺验证
用优化的最优工艺条件进行包合3批样品,每批样品10 mL,试验所用物料、包合时间及包合物综合评价见表8。3批样品的Y值分别为92.4%,92.2%,91.6%,RSD为0.45%,与预测Y值得偏差分别为0.11%,-0.11%,-0.76%,结果表明基于响应曲面法所得优化条件准确、可靠。
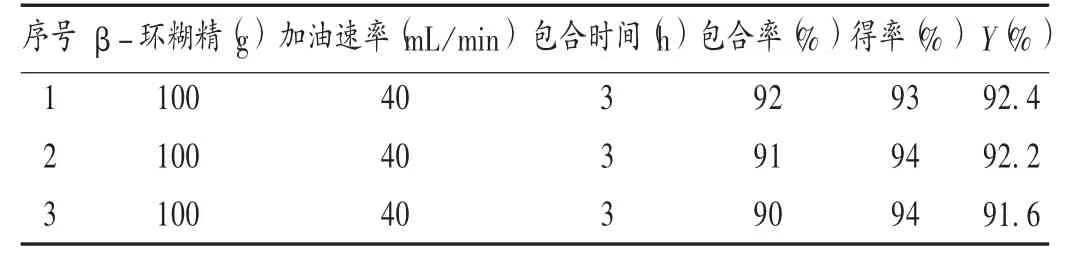
表8 包含工艺验证试验数据及结果
3 讨论
通过正交试验,对连参通淋片中的挥发油提取工艺进行了优化。挥发油的提取方法主要有水蒸气蒸馏法、溶剂提取法、吸收法、压榨法和超临界萃取法等,其中超临界萃取法能提取得到较多的挥发油,但本研究中考察时只针对水蒸气蒸馏法做了研究,后续可考察不同的提取方法,比较挥发油的收率、质量及提取成本,考察更适合工业化生产的提取方法。本研究中通过前期预试验考察了胶体磨法和饱和水溶液法,最终选择饱和水溶液法进行连参通淋片中挥发油的包合。对挥发油的包合方法还有很多,如超声法、搅拌法等,后续可开展相关的包合方式考察。本次试验中未对包合物进行成分检测确认,后续工作将持续开展挥发油成分的保留研究。
猜你喜欢
陕西中医药大学学报(2022年2期)2022-04-08
纺织科技进展(2021年3期)2021-06-09
湖北农业科学(2021年8期)2021-05-11
科技与创新(2020年4期)2020-03-12
分析化学(2019年8期)2019-09-19
分析化学(2019年3期)2019-03-30
药学研究(2015年11期)2015-12-19
山东工业技术(2015年3期)2015-07-26
分析化学(2015年6期)2015-06-18
中国信息化·学术版(2013年2期)2013-06-08