镁合金的焊接及其在汽车上的应用*
2019-06-05 01:48张林阳宋庆军陈学罡邵亮郑虹
汽车文摘 2019年6期
张林阳 宋庆军 陈学罡 邵亮 郑虹
(中国第一汽车集团有限公司 研发总院,长春 130013)
主题词:镁合金 焊接技术 材料属性 轻量化
1 引言
随着乘用车“双积分”政策的推出,在传统发动机节油技术无法实现大幅提升、新能源汽车电池技术没有得到跨越式发展的前提下,汽车整车装备质量的轻量化无疑将成为各大整车厂获取燃油消耗正积分的一项重要与关键举措。汽车轻量化目标的实现与达成,是产品设计、轻量化材料技术以及轻量化制造工艺技术高效协作、配合的结果[1],并贯穿整个产品开发与生产制造过程。在汽车轻量化开发过程中涉及到的金属材料主要包括镁合金、铝合金以及高强钢三大类。其中,铝合金、高强钢等材料在汽车轻量化制造中均得到了较为广泛的应用,镁合金的应用相对较少,但其应用量在逐年增加。按照我国《节能与新能源技术路线图》规划,从2020年到2030年,镁合金在单一乘用车制造中的用量将由15 kg提升至45 kg,可以预测其未来应用前景将十分广阔。
镁合金的密度值约为铝合金的2/3,高强钢材料的2/9[2],因而其对汽车轻量化带来的效果也更为明显。但是由于镁合金材料的强度低(<300 MPa),一般常用于非重要承载部件的制造中;其材料塑性差(<10%),当用于成形复杂构件时,难度系数较大;其材料耐热性及抗腐蚀性较差,相关部件无法长期用于高温及易腐蚀的环境下;加之其制造成本偏高,导致其应用量增长一直比较缓慢。随着材料设计与工艺开发能力的不断提升,关于镁合金材料基础性能方面的问题将逐渐解决。伴随着多材料混合车身的开发以及镁合金用量的逐年提升,受制于其自身物理、化学属性的影响,镁合金的焊接问题将变得日益突出[3],主要涉及不同类型的镁合金材料之间以及镁合金与其他金属材料间的焊接。
基于以上原因,本文将对汽车用镁合金材料的焊接性展开系统性分析,对镁合金的主流焊接工艺及其特点进行阐述,对镁合金材料在汽车中的应用情况及未来发展趋势进行预测与展望,旨在为更好地利用与开发镁合金材料提供有力参考与依据。
2 镁合金的焊接性分析
与钢、铝合金等金属材料相比,镁合金的各项材料属性特点明显,如表1所示,因而其焊接性也表现出了相应的特殊性。从物理属性上讲,镁合金的熔点、沸点和密度比较低,热导率、电导率以及热膨胀系数比较大;从化学属性上讲,其金属的活性比较高,容易与空气中的氧发生化学反应并形成熔点很高的MgO,高温下又会与空气中的氮发生化学反应生成Mg3N2以及与氧结合发生燃烧反应。基于以上原因,镁合金材料在焊接实施过程中表现出了更大的难度并引发出了一系列的焊接性难题。为适应镁合金材料在未来汽车制造中的应用,对其焊接技术进行更深入和富有创新性的研究显得格外重要。下面对镁合金在焊接过程中容易产生的缺陷种类及其原因进行详细阐述、分析,主要体现在以下7个方面。

表1 镁合金、铝合金以及钢之间的材料属性对比
2.1 焊缝夹渣
焊缝中形成夹渣缺陷的MgO主要有两个来源:一是来自于焊接前母材表面固态镁合金的氧化,二是来自于焊接过程中熔池表面液态镁合金的氧化。MgO的熔点高达2 500oC,在焊接过程中其将一直以固态形式存在,且其密度(3.2 g/cm3)远大于液态镁合金的密度,因而在凝固过程中,其将会在焊缝内部形成细小的、呈片状的固态夹渣缺陷。同理,高温下镁合金与空气中的氮结合形成的Mg3N2也是以类似的夹渣形式存在于焊缝中。这些夹渣缺陷的存在,一方面对焊缝的成形不利,另一方面还会降低焊缝的塑性,并导致接头综合性能指标的下降。
2.2 晶粒粗化
镁合金材料的热导率比较大,为了确保焊接效果,则要求其在焊接时需要更大的热输入、更高的焊接速度,并匹配高功率的焊接热源。受焊接规范的影响,镁合金焊接接头的焊缝金属区、热影响区非常容易产生过热、晶粒长大和粗化的现象。一般情况下,晶粒的过分长大和粗化都将带来焊接接头力学性能的下降。
2.3 焊接变形
镁合金材料的热膨胀系数远大于钢,在较大的焊接热输入条件下,很容易产生热变形,从而影响产品的最终制造精度,并在其焊接接头附近形成很大的内应力。若接头内部存在微裂纹,在交变载荷和内应力的综合作用下,接头将很容易产生疲劳断裂破坏。
2.4 表面下塌
镁合金液态金属的表面张力比较小,因而其在凝固过程中很容易产生下凹,并最终形成表面下塌,影响最终焊缝的外观成形质量。加之镁合金材料的沸点比较低,在焊接过程中会产生一定的蒸发,这无疑将进一步增加其焊缝表面下榻的程度。
2.5 焊接裂纹
镁合金接头中的裂纹以热裂纹为主,其产生原因主要与焊接过程中镁合金与其他金属形成的低熔共晶有关。这些低熔共晶主要存在于接头区域处焊缝组织的晶界处,在较高的温度下,这些低熔共晶会产生二次熔化,有时甚至会产生晶界氧化现象,在受到变形内应力作用时非常容易引发微裂纹和裂纹扩展现象,并最终导致接头的断裂。
2.6 焊接气孔
与铝合金焊接相似,镁合金焊缝中气孔的种类主要以氢气孔为主。在惰性气体保护良好的前提下,氢的来源主要受母材表面的清洁度以及焊料的状态影响,涉及材料表面的油污、锈蚀以及水分等。由于镁合金的密度比铝合金小,焊缝中的氢在凝固过程中将更不容易析出,并最终以气孔的形式存在于焊缝中。
2.7 氧化燃烧
在无惰性气体保护的环境下焊接时,镁合金很易发生氧化燃烧反应。因而,在熔焊时需要采用惰性气体或者焊剂对焊接熔池进行保护,从而避免焊缝金属的过度烧损。
基于上述关于镁合金材料焊接性的分析与讨论,对镁合金焊接过程中产生的缺陷及与之对应的材料属性进行总结,如表2所示。
3 镁合金的主流焊接工艺
由于镁合金在焊接过程中的热输入量比较大,其接头区域处的组织一般为树枝晶+等轴晶组成的混晶组织。一般情况下,尺寸更小的等轴晶的力学性能要优于树枝晶。因而,在镁合金焊接过程中,通过控制工艺参数,希望获得更多的等轴晶或者尽可能地提高等轴晶的百分比。虽然镁合金的焊接性比较差,但在有保护气体的前提下,通过采取必要的、严格的工艺措施和规范,常规的电弧焊、熔化焊等工艺均可适用于镁合金的焊接。其中,应用相对较广的焊接方法主要有以下6种。

表2 镁合金典型焊接缺陷与材料属性间的对应关系
3.1 钨极惰性气体保护焊(Tungsten Inert.Gas,TIG)
钨极惰性气体保护焊(TIG)为当前镁合金材料焊接最常用的一种连接工艺,其是在高纯氩气的保护下,借助钨电极产生的电弧热来实现母材间的连接。焊接的时候,可根据具体情况选择是否添加焊接材料。由于镁合金表面有一层氧化膜,为了避免夹渣缺陷的产生,通常采用直流电源反接或者采用交流电源进行焊接,目的是借助阴极雾化作用去除母材表面的氧化膜。相比于直流TIG焊,交流TIG焊工艺应用较为广泛。但由于交流TIG焊的热输入相对较低,镁合金材料的热导率又比较大,实际获得的焊缝深度比较浅,因而其更适合于比较薄的镁合金零件的连接。
采用TIG焊进行镁合金连接时,经常会出现气孔、焊瘤及焊缝表面不平整等缺陷[4-5]。通过调整焊接工艺参数,采用大电流、快速焊和刚性固定等措施可获得理想的焊接接头,并且其强度可达到母材基体强度的80%以上。
3.2 熔化极惰性气体保护焊(Melt Inert.Gas,MIG)
熔化极惰性气体保护焊(MIG)在进行镁合金焊接时,是以特定的镁合金焊丝作为电极,依靠电弧热熔化焊丝以及两侧母材并形成有效的可靠连接。与TIG焊相比,其焊接速度更快,也更适合大规模生产。但是,由于以镁合金焊丝作为电极且镁合金焊丝相对比较软,其送丝稳定性较差,与之对应的工艺参数范围也比较窄。此外,由于镁合金的表面张力比较小,电极前端的熔滴过渡与脱离比较困难,增大焊接电流提升过渡能力时,又会导致熔滴的爆炸飞溅以及接头组织的粗化。
镁合金MIG焊时的熔滴过渡形式主要有短路过渡和喷射过渡两种。在焊接过程中加入脉冲电流,可实现一种特殊的喷射过渡形式—脉冲喷射过渡。短路过渡时的线能量较小,更适合薄板的焊接;喷射过渡时的能量较大,常用于厚板的焊接;脉冲喷射过渡的线能量小于喷射过渡,其更适用于中厚板的焊接。通过选择合适的焊接参数与熔滴过渡形式,可有效避免焊接过程中的裂纹、气孔、飞溅等缺陷的产生,获得的接头强度可达母材基体强度的75%以上。
3.3 激光焊(Laser Beam Welding,LBW)
镁合金的激光焊(LBW)是借助高能量密度激光束来实现母材间连接的一种精密焊接方法,在焊接的过程中可根据需要确定是否添加焊丝。与其他熔焊方法相比,具有变形小、接头残余应力小、焊缝组织细化以及接头性能好等优点。此外,激光焊无需在真空条件下进行焊接,并且激光束灵活性高,易于实现复杂工件的多维度自动化焊接。当前,镁合金激光焊接采用的激光器主要有CO2气体激光器、光纤激光器以及Nd:YAG固体激光器三种。其中,CO2气体激光器产生的激光束的波长为10.6 mm,另外两种激光器产生的激光束的波长为1.06 mm。镁合金对波长为1.06 mm吸收率更高,因而采用光纤激光器以及Nd:YAG固体激光器焊接镁合金厚板更容易获得理想的熔深。
气孔、热裂纹、疏松是镁合金激光焊接时非常容易形成的缺陷形式[6]。此外,镁合金对激光束的高反射率也是镁合金焊接应当关注的一个重要问题。在焊缝质量良好的情况下,镁合金激光焊缝接头强度可达到与母材基体强度相当。近年来,有学者将激光焊与TIG焊、MIG焊进行复合用于镁合金的焊接,同样获得了高质量的焊接接头[7]。
3.4 电子束焊(Electron Beam Weam Welding,EBW)
与激光焊类似,镁合金的电子束焊(EBW)也是一种高能量密度的精密连接工艺,所不同的是其借助的是高能量密度的电子束作为热源。为了避免电磁场对焊接的影响,电子束焊通常在真空室下进行。镁合金在进行电子束焊接时,会产生大量的镁蒸气,这将会对真空室产生一定的污染,从而一定程度上限制了其应用。目前,真空室下镁合金的焊接仍然主要集中在科学研究上,实际应用较少。近年来,非真空电子束焊接技术取得了长足的进步,在进行镁合金焊接时,可以获得较好的焊缝成形,并且焊缝强度也比较高。
电子束焊接镁合金较常见的缺陷为气孔和缩孔,通过添加合适的焊丝可进行有效地减少和避免。一般情况下,电子束焊在焊缝中形成的是大量的、尺寸细小的等轴晶,因而其焊缝强度比较高,也可以达到与母材基体强度相当。
3.5 电阻点焊(Resistance Spot Welding,RSW)
迄今为止,电阻点焊仍是汽车制造中最为主要和最常见的一种连接工艺。由于镁合金导热率高、电阻率小,为了保证有效焊核的形成,这就需要镁合金的电阻点焊在很短的时间内施以极高的焊接电流,以保证焊接时接头区域处的产热量大于散热量。这一特性和铝合金的电阻点焊极为相似。在相同板厚条件下,镁合金电阻点焊所需的焊接电流约为钢板焊接时的2~5倍。通过控制焊接电流、焊接时间以及焊接压力可以有效得控制熔核尺寸的大小和接头的强度。与钢的电阻点焊不同,镁合金的焊核孕育时间非常短,一般在第一个点焊周波时就出现熔化。镁合金点焊接头的热影响区常伴有晶粒长大现象,并且非常容易产生碎花形的微裂纹,因而其常用于一些非承载或者受力不大的构件的制造中。
3.6 搅拌摩擦焊(Friction Stir Welding,FSW)
受到基体残余微气孔的影响,采用熔化焊工艺连接压铸镁合金很难获得优质的焊接接头。采用搅拌摩擦焊可有效得解决上述技术难题,其是借助搅拌针的旋转摩擦和搅拌作用,将母材接头区域处金属从固态转换至塑性态,再借助一定的挤压力实现材料间的有效连接。采用该方法获得的接头表面光滑并且无裂纹、气孔等缺陷,且焊缝强度也比较高,并可达到较弱一侧母材强度的75%以上。除了可以实现镁合金材料之间的焊接,搅拌摩擦焊还可用于镁合金与其他金属材料间的连接。其缺点是其对零部件的形状和刚度要求比较高,一般用于厚板零件的对接与搭接。对于复杂构件而言,其焊接实施比较困难,较大程度上制约了其大规模应用。
4 镁合金在汽车上的主要应用
镁合金应用于汽车零部件的制造中,可最大程度地降低汽车的整车装备质量,其综合降重效果比铝合金还要高出15~20%。镁合金最早由德国引入到汽车制造中。截止到目前,镁合金在汽车零部件制造中的主要应用可以归纳为以下2大类:(1)壳体类零件,包括离合器壳体、阀盖类零件、变速器壳体以及发动机前盖等;(2)支架类零件,包括方向盘、转向管柱、中控骨架以及座椅骨架等。图1为镁瑞丁公司自1985年至2010年期间设计、开发与制造的汽车镁合金总成及零部件应用情况。可见,在2010年之前,镁合金材料就已经在汽车上得到了较多的重视和应用。
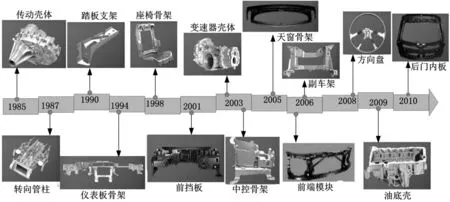
图1 汽车镁合金总成及零部件应用情况
镁合金是汽车工业中最有应用潜力的工程材料之一,也是当前最有效的汽车轻量化金属材料。表3为汽车零部件采用镁合金制造后的轻量化效果。在镁合金的消费领域中,汽车行业基本占到了70%。由于镁合金具有良好的铸造成形性,至今镁合金铸件仍是其在汽车上的主要应用形式。但同时,镁合金也可通过挤压、锻造、冲压、轧制等其他工艺手段生产所需要的汽车零部件。
当前,Mg-Al系列镁合金是汽车行业中应用最广的一类铸造镁合金。为了提升其韧性、耐腐蚀以及耐高温性能,在其原有成分基础上又衍生出了AZ(Mg-Al-Zn)、AM(Mg-Al-Mn)、AS(Mg-Al-Si)以及 AE(Mg-Al-RE)等多个系列镁合金。在产品设计选材过程中,可根据材料的特性、零部件的性能及使用要求选择合适的镁合金材料牌号。未来随着变形镁合金材料及工艺技术的逐步成熟,镁合金型材及板材类零部件的开发与应用将逐渐增多。相应地,其对焊接技术的需求也会越来越迫切。
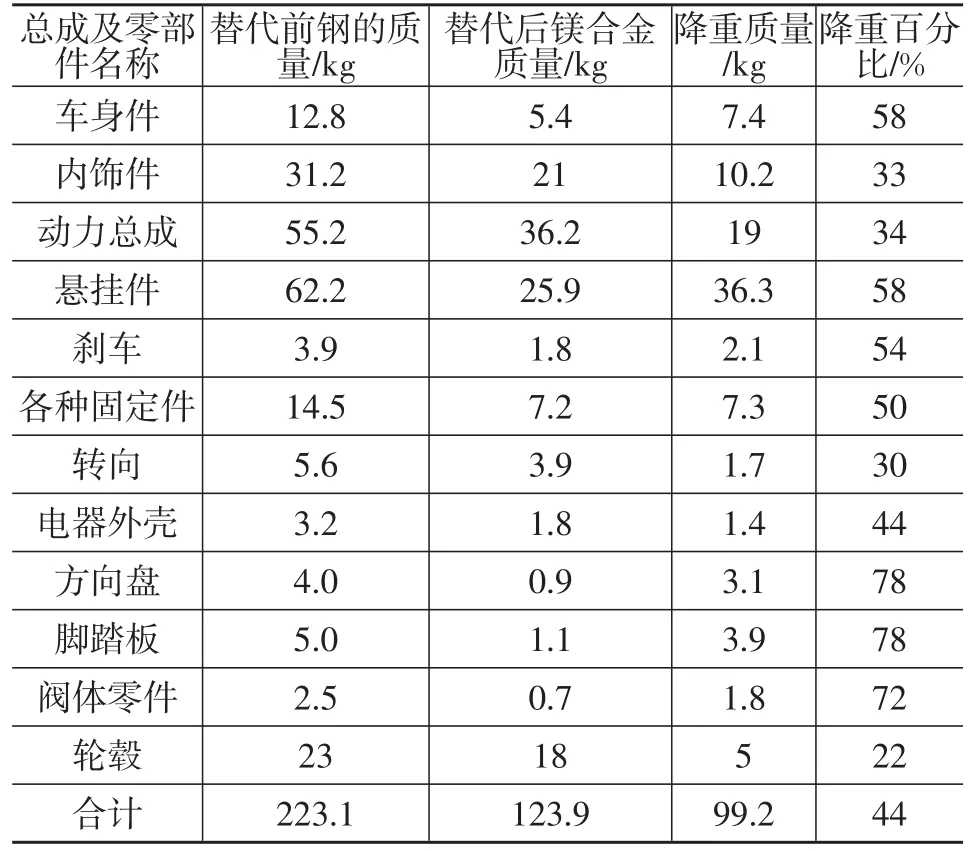
表3 镁合金替代钢后汽车零部件的轻量化效果
5 结束语
随着汽车轻量化技术的不断发展,可以预测在未来一段时间内,镁合金在单一汽车中的用量将大幅提升。当前,镁合金的应用也正在由单一的铸造结构件向着薄壁高强复杂成形件、轻质框架结构件以及高性能镁合金板材冲压件等多个方向发展。框架式结构件以及板材类零件的应用与开发一定程度上促进了镁合金连接技术的创新与发展。由于镁合金的焊接性非常差,镁合金的焊接技术将成为制约其大量推广应用的一项难题。为了适应镁合金材料的应用需求,未来加大对镁合金焊接技术的创新性开发与研究是十分必要的。
猜你喜欢
焊接学报(2022年7期)2022-09-14
汽车实用技术(2022年11期)2022-06-20
防爆电机(2022年3期)2022-06-17
汽车实用技术(2022年9期)2022-05-20
有色金属材料与工程(2021年5期)2021-10-25
新能源汽车报(2020年41期)2020-12-23
理论与创新(2020年11期)2020-07-26
有色金属材料与工程(2019年2期)2019-07-25
智富时代(2019年2期)2019-04-18
智富时代(2019年2期)2019-04-18