压力容器制造过程中异种钢焊接工艺及无损检测方法研究
2019-05-30 06:58姚小静韩伟韩明李俊婷岳明
石油工业技术监督 2019年5期
姚小静,韩伟,韩明,李俊婷,岳明
山东省特种设备检验研究院有限公司 (山东 济南 250101)
《固容规》提出对异种钢焊接进行表面无损检测,主要是考虑异种钢焊接后容易产生焊接缺陷。但目前安全技术规范及相应标准并未明确规定异种钢的具体概念,虽然国家质检总局给出了相应的解释,但在实际工作中依然存在争议。笔者查阅了相关的法规、标准和文献资料,对异种钢的概念、焊接和检验要求进行了研究分析,希望能对制造压力容器有一定的指导意义。
1 异种钢的概念及焊接注意事项
1.1 异种钢的概念
目前没有相关的法规标准明确给出异种钢的概念,笔者查阅了相关的法规标准及书籍,有关异种钢(异类别钢、异种金属)的有关规定见表1。从钢材化学成分、力学性能、焊接性能对承压设备常用材料进行类别和组别划分,划分类别见表2。
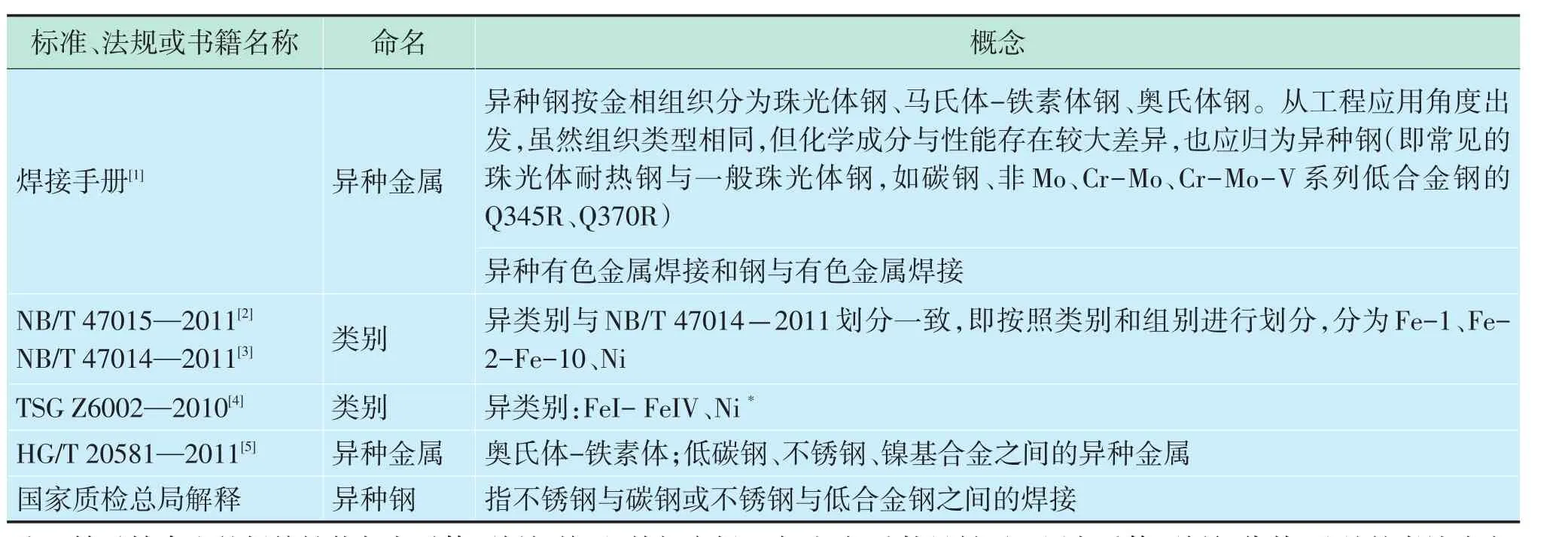
表1 异种金属的有关概念
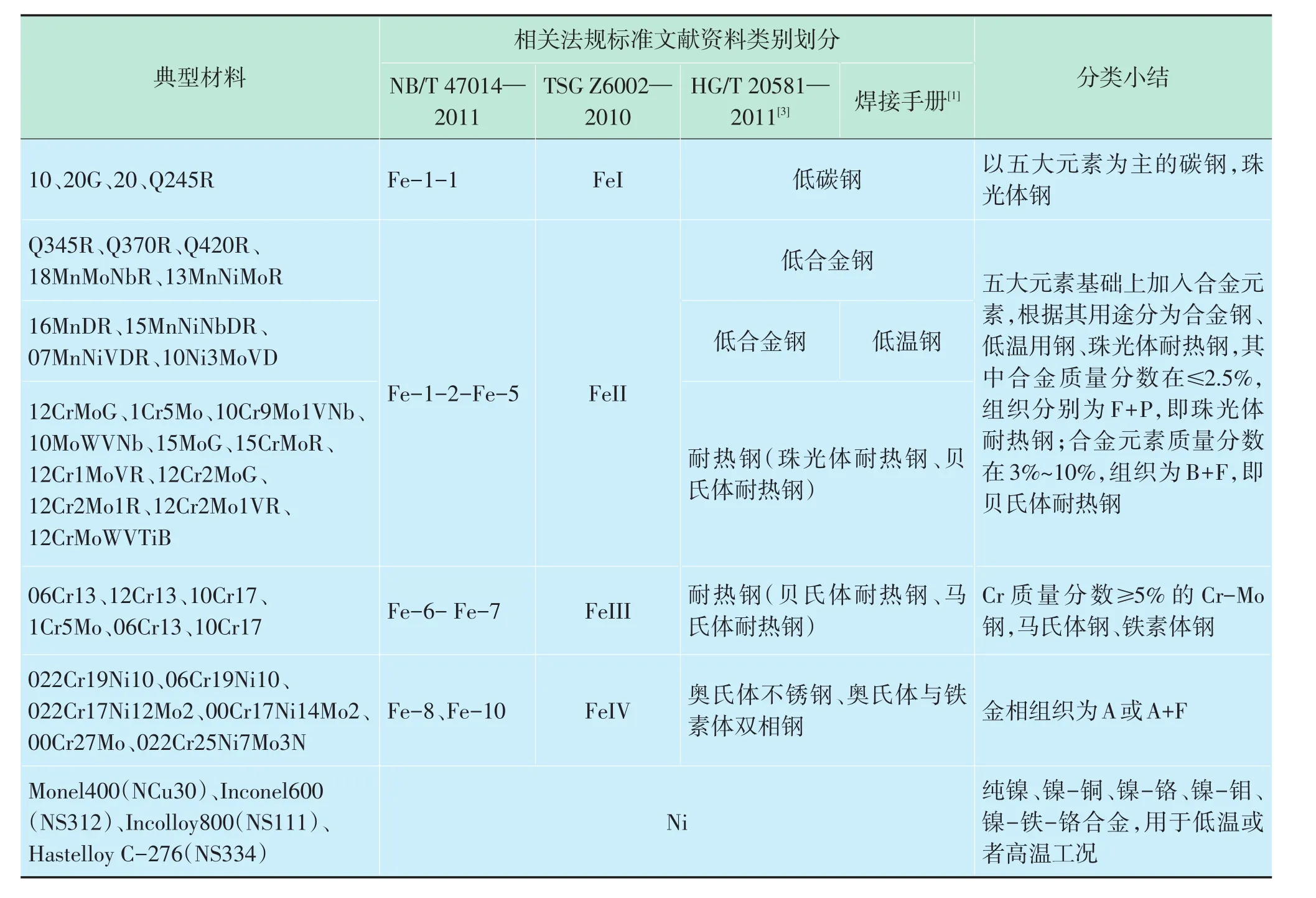
表2 常用法规标准中压力容器常用材料类别
从表1和表2可知,制造压力容器过程中,有关异种钢的分类是在保证其焊接接头性能的前提下,兼顾母材化学成分和焊接性能,因此应按照金相组织来区分是否为异种钢。但考虑到珠光体、贝氏体和马氏体耐热钢化学成分与性能和普通的珠光体钢存在较大差异,故从工程应用角度出发认为该类焊接接头也应参考异种钢分类管理。
1.2 异种钢焊接注意事项
异种钢焊接的突出问题[1]在于焊母材成分与焊缝成分相差较大时,在母材与焊缝之间有可能发生碳的扩散迁移,并由此引起熔合线附近热影响区的组织和性能变化,主要表现为熔合线附近金属韧性下降。因此,异种金属的焊接性除了必须考虑异种金属本身固有的性质和它们之间可能发生的相互作用外,还必须结合焊接方法进行分析判断,从而为正确选择焊接方法、制定焊接工艺提供依据。
1.2.1 焊接方法
焊接是通过加热或加压,或两者并用,并且不用填充材料,使工件达到结合的一种方法[6]。由此可知,若是两种金属可以无限或有限固溶,则这些异种金属组合的焊接性通常都较好,容易适应各种焊接方法。对于制造压力容器来说,大部分的焊接方法均可用于异种钢的焊接,但在一般生产条件下焊条电弧焊使用最方便,因为焊条种类多,可以根据不同异种钢的组合灵活选用,适应性较强。对于A、B类焊缝,可采用埋弧自动焊或机械化的钨极氩弧焊。总之,异种钢焊接方法应结合具体的母材种类就设备结构和工艺需要进行选择。
1.2.2 焊接材料
金相组织接近时,焊接材料的选择应要求焊缝金属的力学性能(耐热性等其他性能不低于母材中性能要求较低一侧的指标),即等强匹配原则。金相组织差别较大时,充分考虑填充金属稀释后,焊接接头性能仍能得到有效保障,既要考虑等强匹配,也要考虑其工艺性能(如耐蚀性、耐高温等)。
1.2.3 坡口角度
焊接过程中坡口角度的设置除了与母材的厚度有关外,还应考虑熔合比,因为熔合比影响其化学成分和力学性能,因此应采用小熔合比,尽量减少焊缝金属的化学成分和性能的波动,以保证熔敷金属的性能满足要求。
1.2.4 焊接参数
工程实践证明,缝层数越多,熔合比越小,因此应尽量采用多层焊。同时为了减小熔深,降低焊缝稀释,采用小电流、快速焊接,此外应根据材料种类,控制层间温度。
1.2.5 预热及焊后热处理
预热的目的主要是降低焊接接头的淬火裂纹倾向,预热是按照淬硬倾向较高的钢种确定。焊后热处理的目的主要是为了改善接头的组织和性能,消除部分残余应力,并促使焊缝金属中氢逸出。因此当焊缝金相组织与其母材相同时,可以按照合金含量较高的钢种确定热处理工艺参数。
总之,压力容器制造过程中,应经过焊接工艺评定,确定合理的焊接工艺参数,有利于保障其焊接接头的力学性能和工艺性能。
2 异种钢无损检测方法的选择
金相组织接近的异种钢,其无损检测与常规检测并无较大差别。但组织差别较大的异种钢焊接时,则容易在较低侧熔合区产生裂纹等缺陷,如压力容器异种钢焊接主要为奥氏体与珠光体,其焊缝组织同为奥氏体,容易在珠光体侧熔合区产生裂纹,因此检测方法的选择应有利于熔合区裂纹的检出。
2.1 射线检测
压力容器无损检测通常均为射线探伤,王勇刚[7]认为射线探伤对裂纹等面状缺陷的检出率,除了与射线透照的能量、焦距、曝光时间等参数有关,还取决于缺陷本身的深度、密度以及缺陷与射线束的夹角。周江[8]认为异种钢焊接裂纹通常是沿着坡口发展的,因此在进行射线探伤时,应将射线探伤工艺进行改进,沿着熔合区进行两次相距180°的探伤工艺,即沿着缺陷可能发展的方向进行探伤,同时为了使几何清晰度达到最小,使最有可能出现裂纹的珠光体坡口侧在底片侧。由此可见,对于熔合区裂纹的检测应结合设备的形状及坡口形式,合理地选择射线探伤工艺。
2.2 超声检测
由于异种钢焊接焊缝组织为奥氏体,其晶粒粗大、组织不均匀导致各向异性和声学性能的变化。因此NB/T 47013.3—2015《承压设备无损检测》[9]附录I明确规定,对于奥氏体不锈钢超声检测,应制作对比试块,结合受检设备的结构合理选择探头,通过试块确定距离-波幅曲线,进行超声波检测设备的调试。
2.3 渗透检测
由于焊缝组织为奥氏体组织,因此应对裂纹检出率较高的溶剂去除渗透检测,此外应选择渗透能力强、灵敏度高的DPT-5型渗透探伤剂。同时考虑到氯离子晶间腐蚀,应控制渗透探伤剂中硫、氯、氟含量满足要求。渗透时间应保证10 min以上,去除残留渗透剂应采用擦拭法,注意擦拭方式,不得往复擦拭。显像喷雾应薄而均匀,不得有水柱,现象时间不小于7 min,并及时观察。
3 结论
1)比较分析了压力容器用异种钢的概念,即应以金相组织来确定是否为异种钢,即A+P、A+M、A+B、M+P、M+B、B+P、镍及镍合金与其他金属之间的焊接接头。
2)应结合压力容器结构,合理选择焊接工艺,以确保焊接接头的力学性能和工艺性能,特别是强度较低侧熔合线附近的金属韧性符合要求。
3)无损检测工艺应有利于较低侧坡口裂纹的检出,应结合焊接接头结构确定超声波试块及检测工艺,渗透探伤应注意奥氏体不锈钢的晶间腐蚀。
猜你喜欢
中国金属通报(2022年1期)2022-06-02
化工管理(2021年7期)2021-05-13
重型机械(2020年3期)2020-08-24
航空制造技术(2020年11期)2020-07-01
中国新技术新产品(2020年6期)2020-06-19
中国特种设备安全(2019年1期)2019-03-13
中国特种设备安全(2018年2期)2018-03-14
应用科技(2015年5期)2015-12-09
船海工程(2013年2期)2013-06-12